Известен способ устранения магнитного дутья с помощью компенсирующего магнитного поля. Однако из-за неравномерности размагничивания детали получается низкое качество сварки.
Предлагаемый способ позволяет повысить качество сварки путем применения циркуляционного магнитного поля, для чего через деталь пропускают электрический ток.
Описываемый способ иллюстрируется фиг. 1 - 11.
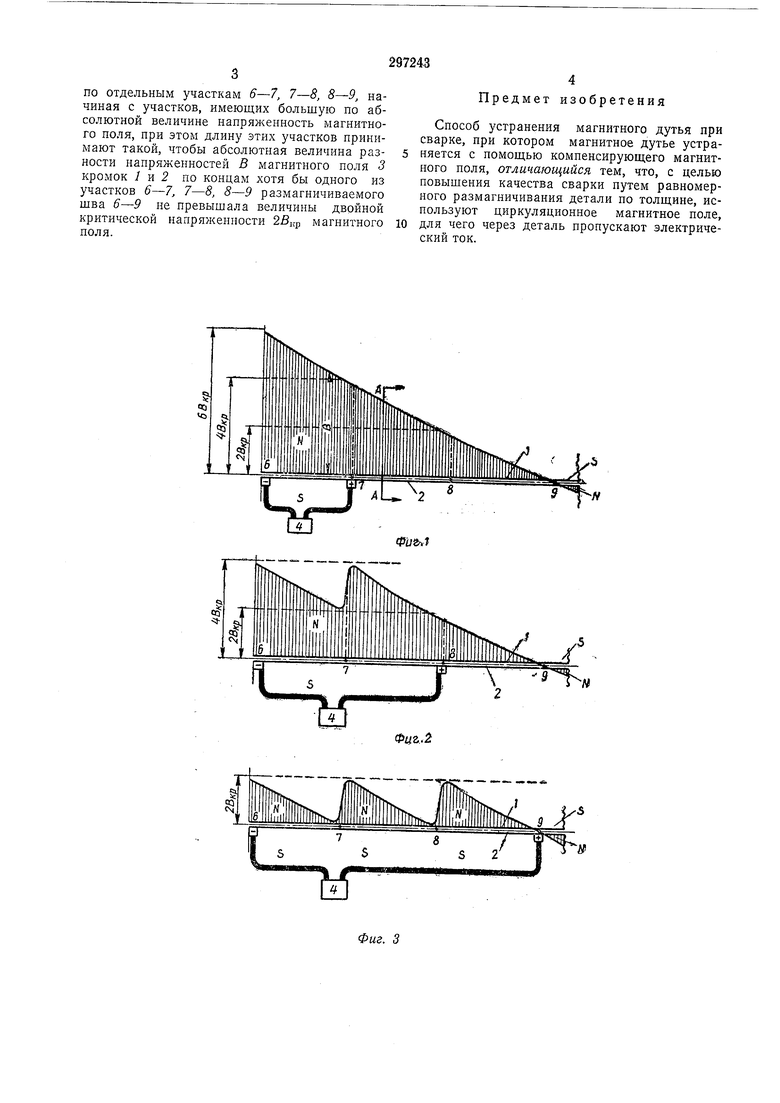
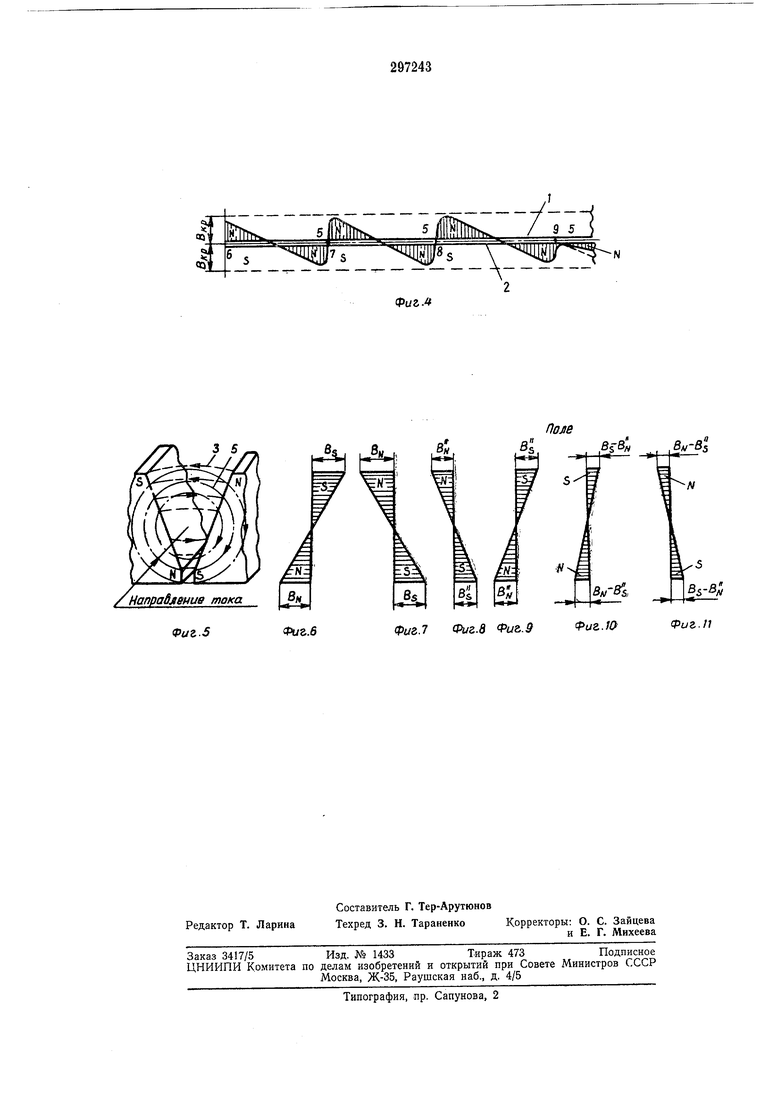
На фиг. 1 изображена часть подготовленного под сварку сварного шва с одним из возможных случаев распределения напряженности магнитного поля вдоль его кромок; на фиг. 2 и 3 представлены последовательные этапы одного из возможных случаев размагничивания подготовленного под сварку сварного шва, изображенного на фиг. 1; на фиг. 4 показано распределение напряженности магнитного поля вдоль кромок участка 6-9, подготовленного под сварку сварного шва после размагничивания его кромок до значений, не превышающих критическую напряженность бкр; на фиг. 5 изображено сечение по Л-А на фиг. 1 с распределением полярностей по кромкам подготовленного под сварку шва и действующие магнитные поля по предлагаемому способу; на фиг. 6 и 7 - распределение напряженности магнитного поля кромок по толщине подготовленного под сварку шва, изображенного на фиг. 5 до размагничивания; на фиг. 8 и 9 - распределение напряженности циркуляционного магнитного поля по толщине кромок подготовленного под сварку шва, изображенного на фиг. 5, создаваемого при прохождении электрического тока по кромке шва; на фиг. 10 и 11 - распределение напряженности магнитного поля по толщине кромок подготовленного под сварку шва, изображенного на фиг. 5, после размагничивания.
Предлагаемый способ устранения магнитного дутья при сварке осуществляют следующим образом.
По одной из кромок / или 2 подготовленного под сварку сварного шва, на которых величина напряженности магнитного поля 3 по абсолютному значению превышает критическую напряженность 5кр, при которой в0зникает магнитное дутье, от источника тока 4 пропускают электрический ток, направление которого и величину принимают такими, чтобы создаваемое им циркуляционное магнитное поле 5 имело полярность, обратную полярности магнитного поля 3 на кромках 1, 2, а величина его напряженности В была бы достаточна для размагничивания кромок 1 vi 2 до определенной величины. Размагничивание
по отдельным участкам 6-7, 7-8, 8-9, начиная с участков, имеющих большую по абсолютной величине напряженность магнитного поля, при этом длину этих участков принимают такой, чтобы абсолютная величина разности напряженностей В магнитного поля 3 кромок 1 VI 2 по концам хотя бы одного из участков 6-7, 7-8, 8-9 размагничиваемого шва 6-9 не превышала величины двойной критической напряженности 25кр магнитного поля.
Предмет изобретения
Способ устранения магнитного дутья при сварке, при котором магнитное дутье устраняется с помош;ью компенсирующего магнитного поля, отличающийся тем, что, с целью повышения качества сварки путем равномерного размагничивания детали по толщине, используют циркуляционное магнитное поле, для чего через деталь пропускают электрический ток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения магнитного дутья | 1971 |
|
SU662290A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Способ компенсации магнитного дутья при электродуговой сварке | 1985 |
|
SU1318354A1 |
| Способ дуговой сварки | 1976 |
|
SU656760A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ СВАРКИ НАМАГНИЧЕННЫХ ТРУБОПРОВОДОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2002 |
|
RU2237562C2 |
| Способ изготовления сварных соединений | 1984 |
|
SU1220913A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ | 1995 |
|
RU2086371C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
Фиг. 3
Фиг.5
Фиг.6
Фиг.п
Фиг.О
Фиг.7 Фуг.в Фи&.9
