Изобретение относится к элект1 о- дуговой сварке металлов и может быть использовано при производстве нефте- газопроводных труб в трубосварочных цехах,
Целью изобретения является повышение качества сварных швов при сварке труб на трубосварочных станах с ферромагнитными прижимными элеме {тами путем уменьшения остаточного магнит- ного поля прижимных элементов.
На фиг. 1 показана схема осуществления способа; на фиг. 2 - разрез А-А на фиг. 1.
Электрическая цепь при сварке включает источник питания 1, сварочный провод 2, сварочную ванну 3, свариваемое изделие 4, прижимные элементы 5 сварочного стана, часть обратного провода 6, уложенную вне пределов сварочного стана, часть обратного провода 7, уложенную вдоль пути протекания сварочного тока по прижимным элементам стана. Направление тока в цепи при сварке показано стрелками. Направление движения сварочного автомата 8 показано стрелкой.
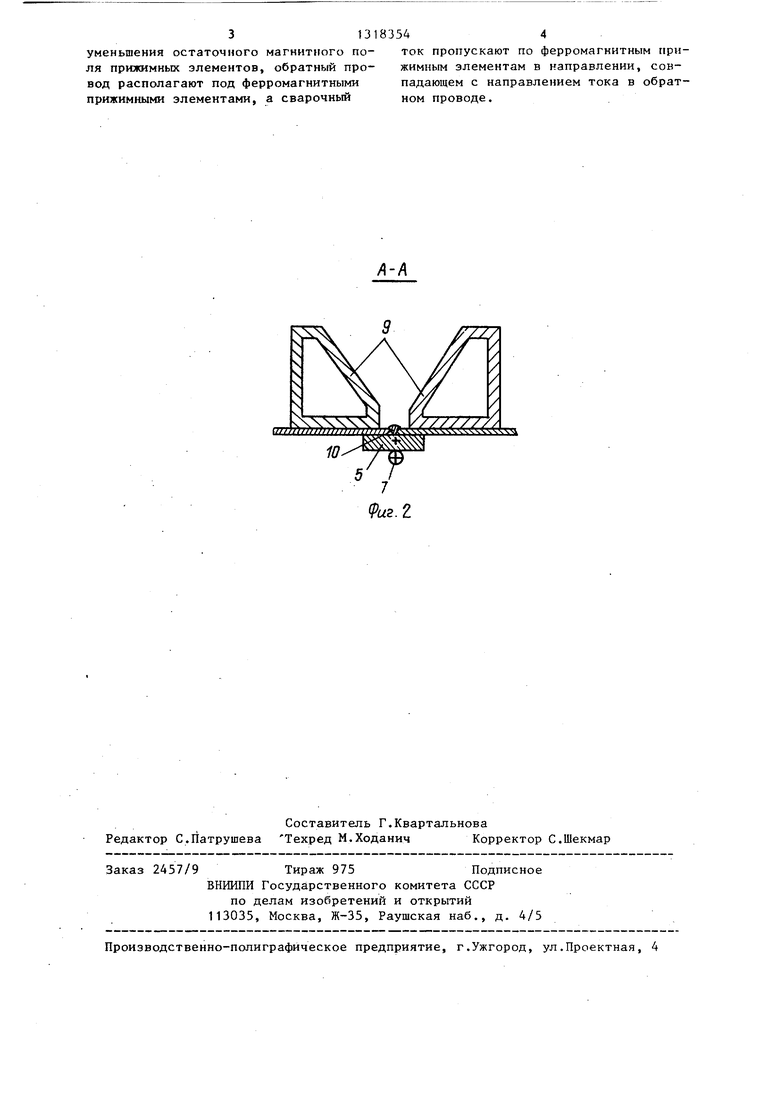
На фиг. 2 показана схема зажима кромок свариваемой заготовки прижимными элементами 5 к станинам стана 9 а также направление протекания тока по прижимным элементам и обратному проводу и поперечное сечение 10 сварного шва.
г.
Электродуговую сварку продольных
стыков швов на сварочном стане ведут пропуская сварочный ток через ферромагнитные прижимные элементы сварочного стана и часть обратного провода уложенного вдоль пути протекания ток по прижимным элементам, параллельно и в одном направлении.
Пример, Сварку продольного стыковочного шва трубной заготовки, состоящей из двух листов толщиной 10-14 мм, ведут на сварочном стане, оборудованном станинами 9 и прижимной балкой 5. Кромки свариваемых листов прижимаются балкой к станинам и осуществляется сварка стыкового шва под флюсом двухдуговым сварочным аппаратом 8 от края стыка в направлении, показанном стрелкой.
Первая по ходу сварки дуга пита- ется переменным током от сварочного трансформатора, а вторая дуга - постоянным током обратной полярности от сварочного выпрямителя.
5
S
5
0
5 0
5
Прижимная балка 5 вьтолнена медной, поэтому при сварке сварочный ток преимущественно протекает через свариваемые листы и прижимную балку. Электрическая цепь при сварке включает следующие элементы: плюс источника питания, сварочный провод, сварочная ванна, свариваемая заготовка, прижимная балка, обратный провод, минус источника питания.
Обратный провод от источника постоянного тока вьтолнен в виде петли, одна часть которой 6 уложена вне пределов сварочного стана, а другая 7 - на прижимной балке таким образом, чтобы ток по прижимной балке и обратному проводу протекал параллельно и в одном направлении. Магнитные поля, образующиеся вокруг этих проводников тока, взаимно ослабляют друг друга, за счет чего уменьшается остаточное магнитное поле прижимных элементов сварочного стана, уменьшается его влияние на процесс сварки.
При сварке используются следующие режимы:
Скорость сварки, м/ч 100-15d Ток первой дуги, А 1000-110 Напряжение на первой дуге, В40-45 .
Ток второй дуги, А 850-900 Напряжение на второй дуге, В45-48
Диаметр электродной проволоки, мм4
Технико-экономическая эффектив- ность предлагаемого способа заключается в уменьшении брака при сварке за счет уменьшения дефектов сварных швов высокий валик усиления, подрезы, выплески, а также за счет экономии металла в связи с уменьшением обрези концевых участков труб с дефектами сварки и уменьшением длины кратерного участка.
Формула изобретения
Способ компенсации магнитного дутья при электродуговой сварке постоянным током продольных стыковых швов труб, при котором обратный провод располагают под свариваемым стыком снаружи трубы, отличаю щий- с я тем, что, с целью повьш ения качества сварных швов при сварке труб на трубосварочных станах с феррома - нитными прижимными элементами путем
уменьшения остаточного магнитного поля прижимных элементов, обратный провод располагают под ферромагнитными прижимными элементами, а сварочный
ток пропускают по ферромагнитным прижимным элементам в направлении, совпадающем с направлением тока в обратном проводе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ СТЫКОВЫХ ШВОВ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2374057C1 |
| Способ двухдуговой сварки | 1985 |
|
SU1442345A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Способ сварки | 1990 |
|
SU1706814A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
Изобретение относится к элект- родуговой сварке металлов и может быть Использовано при производстве нефтегазопроводных труб в трубосварочных цехах. Цель изобретения - повышение качества сварных швов при сварке труб на трубосварочных станках с ферромагнитными прижимными элементами. Электродуговую сварку продольных стыковых швов на сварочном стане ведут постоянным током обратной полярности. Сварочный ток пропускают через ферромагнитные прижимные элементы 9 и часть обратного провода 7 параллельно и в одном направлении, а обратный провод 7 укладывают в 1}а- правлении протекания тока по прижимным элементам 9. Магнитные поля, образующиеся вокруг проводников с током, взаимно ослабляют друг друга, в результате уменьшается остаточное магнитное поле прижимных элементов. и его влияние на процесс сварки. 2 ил. (Л 00 00 со СП 
