(54) СПОСОБ ПОЛУЧЕНИЯ ДВУХСТОРОННИ.Х ПЛТРУБКО;в НА ПЛОСКИХ И КРИВОЛИНЕЙНЫХ СТЕНКАХ Изобретение относится к области работки металлов давлением, а именн к технологии изготовления деталей с двухсторонним патрубком на корпусах арматуры, задвижках, клапанах и т.п Известные способы получения высо ких патрубков на плоских и криволинейных стенках изделий из предварительно отформованного одностороннего патрубка с последующим перемещением части его металла в осевом нап равлении раздачей с калибровкой отверстия для образования патрубка с другой стороны стенки изделия не позволяют получать высокий двухсторонний патрубок. Цель изобретения - увеличение высоты двухстороннего патрубка. Это достигается тем, что перемещение металла осуществляют нажатием на торец имеющегося одностороннего патрубка и одновременно создают противодавление в месте торцовой части вновь образующегося патрубка, а для получения патрубков с малыми радиусами закругления на торце внутренне.го патрубка, преимущественно в корпусах запорных задвижек, калибровку осуществляют по всей поверхности ИЗДЕЛИП двухстороннего патрубка в конечный момент деформирования. На фиг.1 изображена заготовка с односторонним патрубком, полученным отбортовкой; на фиг.2 - начальный момент формообразования двухстороннего патрубка/ на фиг.З - конечный момент формования двухстороннего патрубка. .Предложенный процесс осуществляется следующим образом. Заготовка 1 зажимается в зоне патрубка между двумя матрицами 2. В отверстие патрубка вводите оправкапуансон свободно или с раздачей отверстия до соприкосновениянажимной, кольцевой плоскости с торцом патрубка, а с другой - подводится подпорное кольцо с заданным усилием Затем пуансону сообщается дальнейший ход, при котором патрубок сжимается между пуансоном и подпорным кольцом до напряжения, превосходящего 1предел текучести, после чего начинае|тся перемещение металла и заполнение им полости патрубка с противоположнрй стенки з-аготовки.I благодаря чему в очаге деформации поддерживается напряжение всестороннего сжатия на протяжении всего процесса деформации. В конечный момент деформирования п порное кольцо стопорится, усилие на пуансоне повьошается, и происходит ка либровка окончательной формы двухсто роннего патрубка. При этом также мо«ет быть выполнено утолщение стенки вокруг патрубка для дальнейшего повы шения прочности изделия в зоне патрубка. Формула изобретения 1. Способ получения двухсторонних патрубков на плоских и криволинейных стенках изделий из предварительно отформованного одностороннего патруб ка с последующим перемещением части его металла в осевом направлении раздачей с калибровкой отверстия для образования патрубка с другой стороны стенки изделия, отличающийся тем, что,, с целью увеличения высоты двухстороннего патрубка перемещение металла осуществляют нажатием на торец имеющегося одностороннего патрубка и одновременно создают противодавление скользящим подпором в месте торцовой части вновь образующегося патрубка. 2. Способ ПОП.1, отличающийся тем, что, с целью получения патрубков с малыми радиусами закругления на торце внутреннего патрубка, преимущественно в корпусах запорных задвижек, калибровку осуществляют по всей поверхности двухстороннего патрубка в конечный момент деформирования.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжига полых осесимметричных деталей | 1969 |
|
SU297241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления куполообразных изделий | 1988 |
|
SU1590192A1 |
| Устройство для штамповки полых изделий | 1991 |
|
SU1821284A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
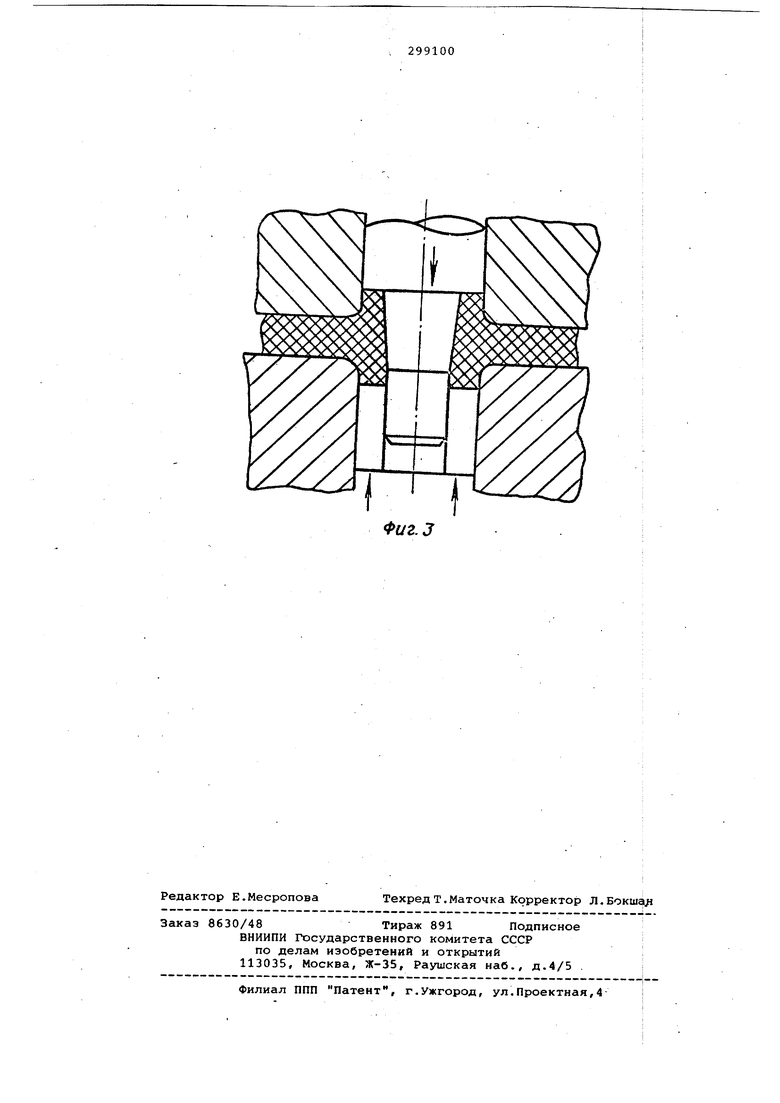
Фиг. 2
