Изобретение относится к обработке металлов давлением и касается штампов для : изготовления полых поковок посредством формовки на гидравлическом прессе двойного действия с основным наружным ползуном и может использоваться в энергетическом .химическом и некоторых других отраслях машиностроения.
Целью изобретения является расширение технологических возможностей процесса выдавливания полых поковок на прессе двойного действия.
Изобретение поясняется чертежом.
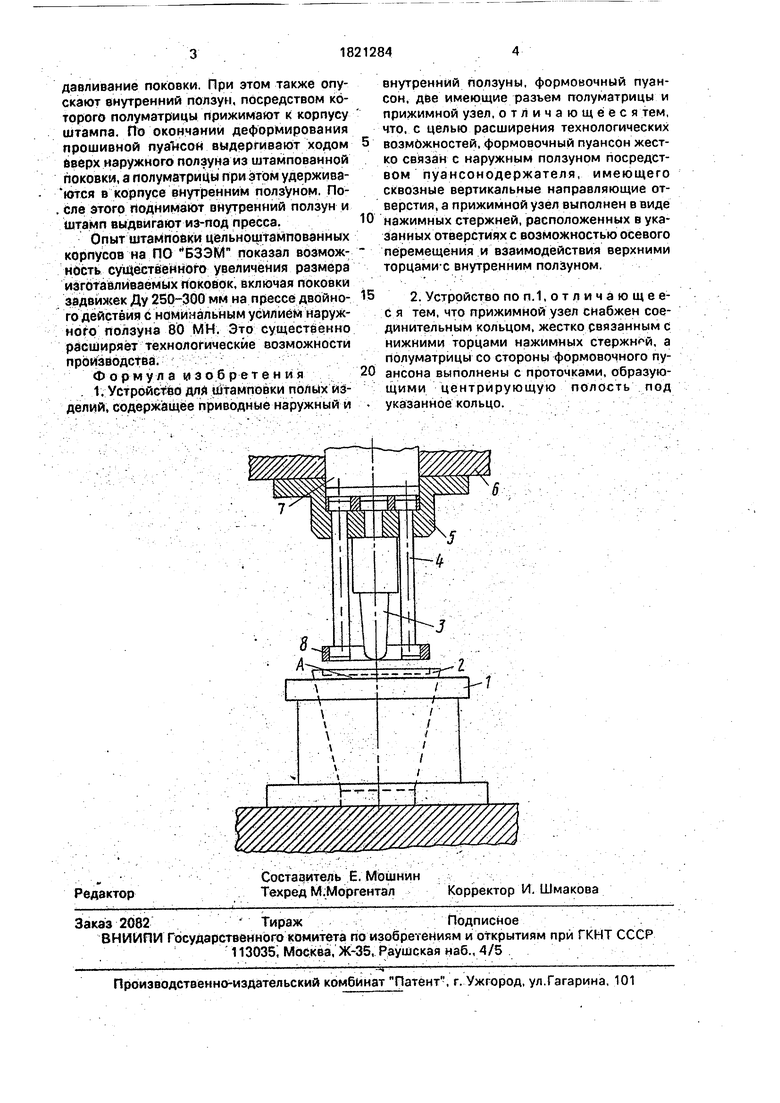
Штамп содержит корпус 1, в котором размещены полуматрицы 2, имеющие вертикальный разъем, прошивной пуансон 3 и прижимное устройство, включающее нажимные стержни 4. Прошивной пуансон выполнен с возможностью соединения с наружным ползуном пресса 6 посредством пуансонодержателя 5 в виде полой детали, в отверстиях которой размещены нажимные стержни прижимного устройства с возможностью вертикального перемещения и контакта с внутренним ползуном 7 при его рабочем ходе.
Нажимные стержни скреплены по концам соединительными кольцами 8, которые центрируются по стенка полости пуансонодержателя и проточкам А в полуматрицах.
Штамп работает следующим образом.
Нагретую Заготовку закладывают в центральную полость, образуемую полуматрицами, установленными на выдвижном столе пресса. Стоя перемещают под пресс, Опускают наружный ползун, и происходит выСО
го ю
00
давливание поковки. При этом также опускают внутренний ползун, посредством которого полуматрицы прижимают к корпусу штампа. По окончании деформирования прошивной пуайсон выдергивают ходом Вверх наружного ползуна из штампованной поковки, а полуматрицы при этом удержива- ются в корпусе внутренним ползуном. По- , еле этого поднимают внутренний ползун и штамп выдвигают из-под пресса.
Опыт штамповки цельноштампованных корпусов на показал возможность существенного увеличения размера изготавливаемых поковок, включая поковки задвижек Ду 250-300 мм на прессе двойного действия с номинальным усилием наружного ползуна 80 МН. Это существенно расширяет технологические возможности производства.
Формула изобретения . Г/Устройство для штамповки полых изделий, содержащее приводные наружный и
внутренний ползуны, формовочный пуансон, две имеющие разъем полуматрицы и прижимной узел, о тличающёес я тем, что. с целью расширения технологических
возможностей, формовочный пуансон жестко связан с наружным ползуном посредством пуансонодержателя, имеющего сквозные вертикальные направляющие отверстия, а прижимной узел выполнен в виде
нажимных стержней, расположенных в указанных отверстиях с возможностью осевого
перемещения и взаимодействия верхними торцами-с внутренним ползуном.
2. Устройство по п.1,отличающееся тем, что прижимной узел снабжен соединительным кольцом, жестко связанным с нижними торцами нажимных стержней, а полуматрицы со стороны формовочного пуансона выполнены с проточками, образующими центрирующую полость под
указанное кольцо.:
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| Штамп для выдавливания изделий | 1985 |
|
SU1278098A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Мошнин Е.Н | |||
| и др | |||
| Технология штамповки заготовок штампосварных корпусов арматуры, Энергомашиностроение, N 9,1982, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Штамп для выдавливания изделий | 1985 |
|
SU1278098A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
