Изобретение относится к области обработки металлов давлением, а именно к оснастке для изготовления арматуры высокого давления.
Известные штампы для обжима польлх осесимметричных деталей, содержащие матрицу, обжимной пуансон и оправку, не позволяют получать изделия с двусторонним патрубком.
Цель изобретения - получение элементов штампосварных корпусов арматуры, например задвижек, с двусторонним высоким патрубком.
Для этого штамп снабжен формовочным пуансоном с укрепленной на его торце оправкой и подпорным пуансоном, расположенным внутри обжимного и имеющим возможность осевого перемещения в процессе об(зазования патрубка.
Для обеспечения калибровки формы патрубка при изготовлении преимущественно запорных задвижек в подпорном пуансоне выполнено центральное отверстие для захода в него оправки.
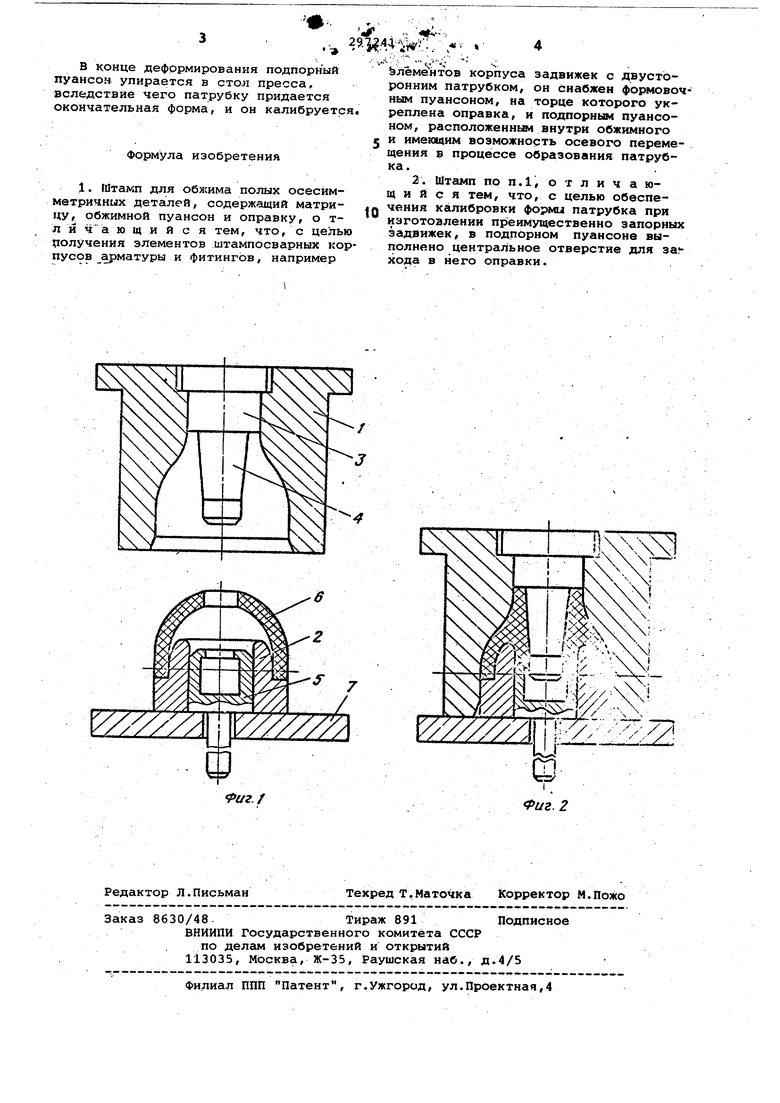
На фиг.1 изображен штамп в открытом состоянии-, на фиг.2 - то же, в .: закрытом состоянии в конце операции.
Тлого пуансона 3 с оправкой 4 и подпорного пуансона 5.Работа штампа осуществляется следующим образом.
трубная или куполообразная, предварительно вытянутая из листа заготовка б устанавливается на обжимной пуансор 7. Ходом вниз обжимной матрицы 1
0 заготовка обжимается и наружный кольцевой участок ее зажимается между рабочими поверхностями пуансона и матрицы. Подпорный пуансон поднимается на требуемую высоту и в этом положе5нии поддерживается с. заданным усилием. Затем в отверстия заготовки и , подпорного пуансона вводится калибровочная оправка, а в момент соприкосновения нажимной плоскости формо0вочного пуансона с торцом патрубка начинается его совместное перемещение с подпорным пуансоном, создаюошм определенное усилие сопротивления. Благодаря этому в зоне деформации заготовки (в зоне перемещения патрубка) создается напряженное состояние всестороннего сжатия, что предупреждает образование зажимов и местных сдви« гов, с величиной напряжений, превышаюв конце деформирования подпорный пуансон упирается в стол пресса, вследствие чего патрубку придается окончательная форма, и он калибруется,
Формула изобретения
1. Штамп для обжима полых осесимметричних деталей, содержащий матрицу, обжимной пуансон и оправку, о тл и ча ю щ и и с я тем, что, с целью получения элементов штампосварных корпусов арматуры и фитингов, например
Элементов корпуса задвижек с двусторонним патрубком, он снабжен формовочным пуансоном, на торце которого укреплена оправка, и подпорным пуансоном, расположенньт внутри обжимного и имеющим возможность осевого перемещения в процессе образования патрубка.
2. Штамп по П.1, о т л и ч а ющ и и с я тем, что, с целью обеспечения калибровки форки патрубка при изготовлении преимущественно запорных задвижек, в подпорном пуансоне выполнено центральное отверстие для загхода в него оправки.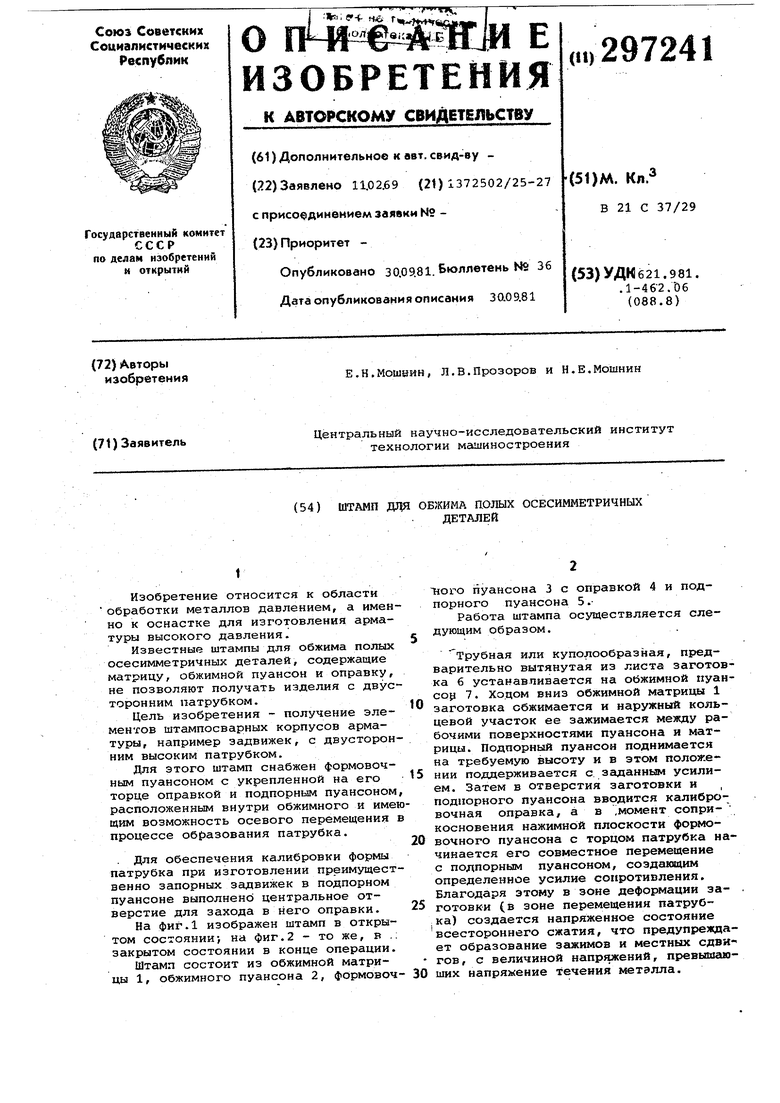
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения двусторонних патрубков на плоских и криволинейных стенках издеий | 1969 |
|
SU299100A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281823C1 |
| Способ изготовления изделия типа полукорпуса трубопроводной арматуры | 1985 |
|
SU1250355A1 |
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
/////УЛ У//////Л / У//////Л . 2
