(54) АВТОМАТ ДЛЯ ПОДРЕЗКИ ТОРЦОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат | 1990 |
|
SU1717317A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Автомат для изготовления пружинных колец | 1973 |
|
SU518259A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| Устройство для установки радиоэлементов на печатную плату | 1988 |
|
SU1734254A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Роторный полуавтомат для изготовления корпусов | 1990 |
|
SU1812000A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
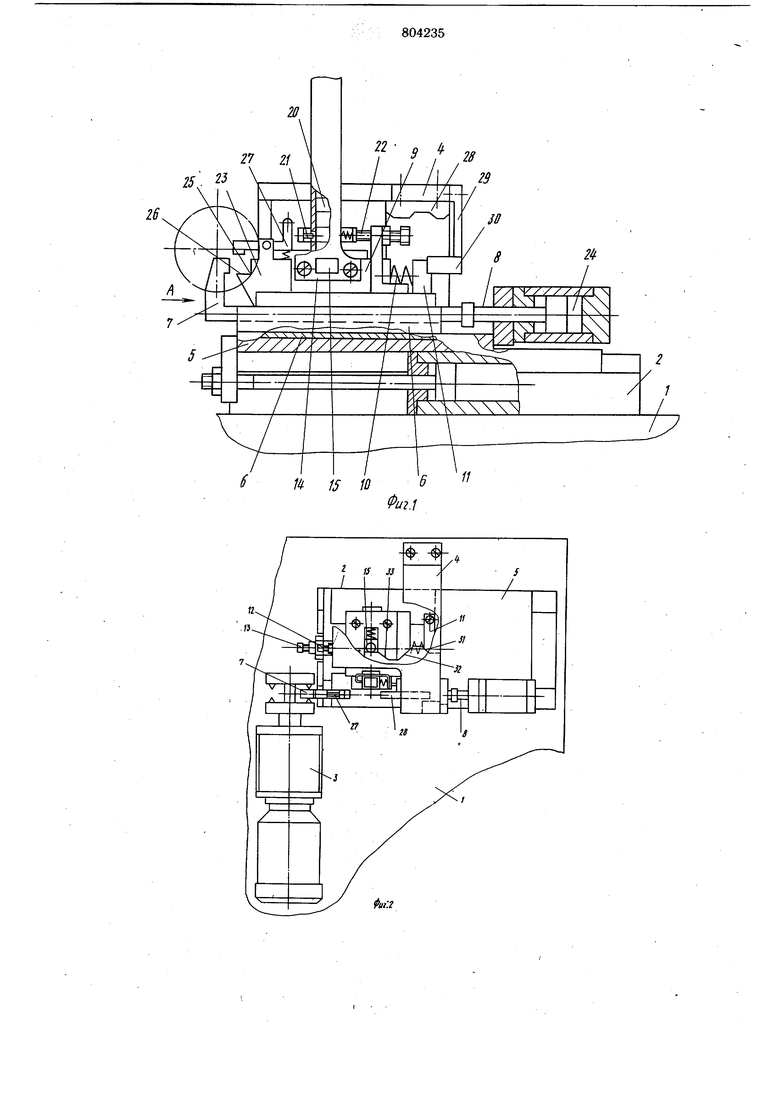
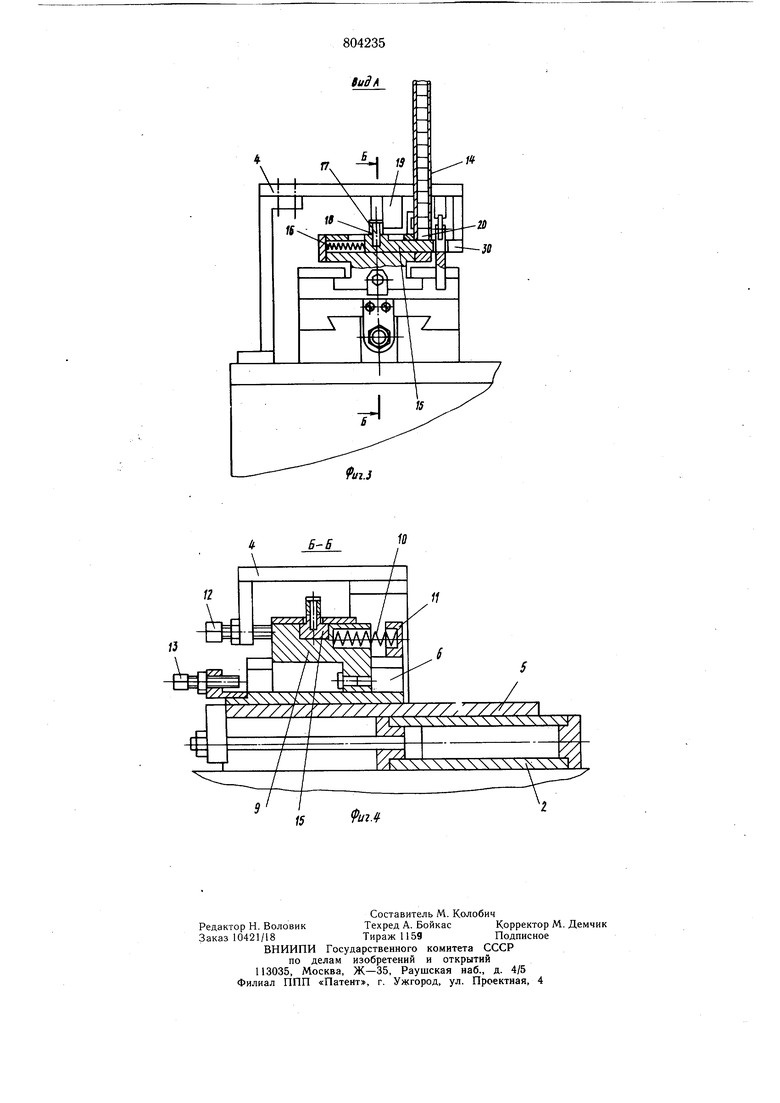
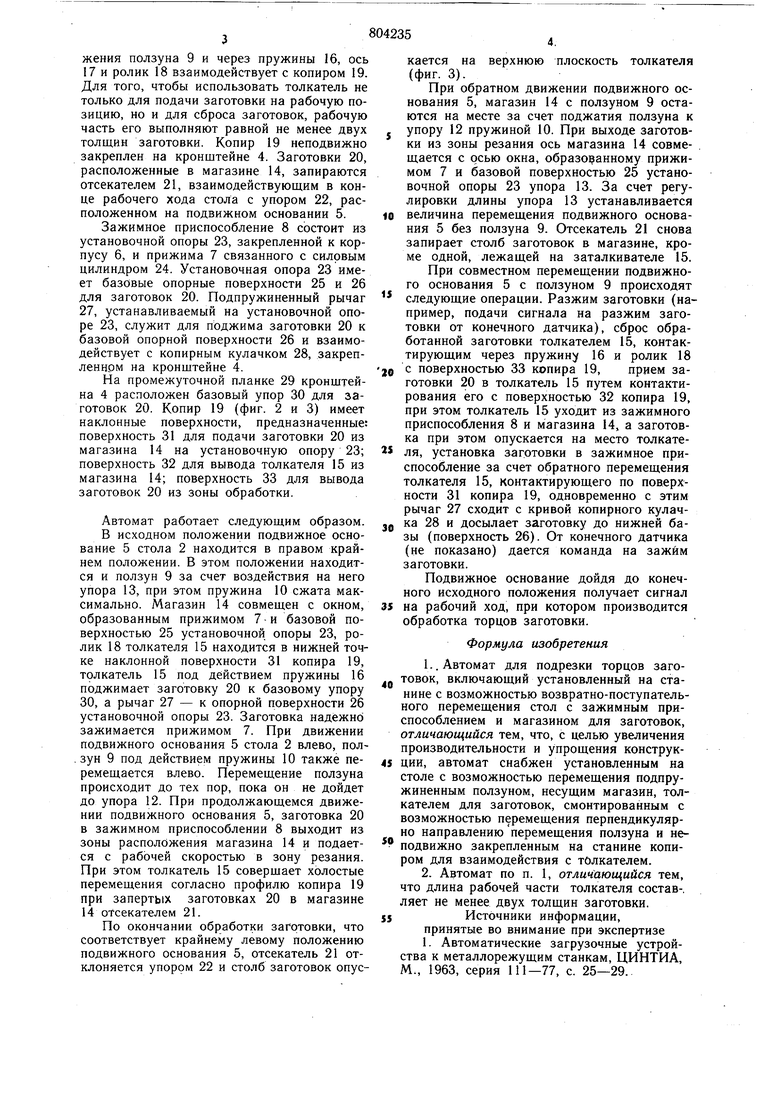
Изобретение относится к -станкостроению и может найти применение в ряде отраслей промышленности при двухсторонней или односторонней обработки торцов плоских заготовок часов, приборов и т. д. Известны станки подобного назначения, включающие установленный на станине с возможностью возвратно-поступательного перемещения стол с зажимным приспособлением и магазином для заготовок 1. В известных станках установка и снятие заготовок производится механизмами от привода гидроцилиндров. Все операции по установке и снятии заготовок можно производить только при остановившемся столе. Кроме того станок не может обеспечить надежной установки в зажимное приспособление малоустойчивых деталей. Цель изобретения - увеличение производительности и упрощение конструкции. Поставленная цель достигается тем, что автомат снабжен установленным на столе с возможностью перемещения подпружиненным ползуном, несущим магазин, толкателем для заготовок, смонтированным с возможностью перемещения перпендикулярно направлению перемещения ползуна и неПОДВИЖНО закрепленным на станине копиром для взаимодействия с толкателем. Длина рс.бочей части толкателя составляет не менее двух толщин заготовки. На фиг. 1 изображен автомат, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3- вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3 . Автомат состоит из станины 1, на которой устанавливают с возможцостью возвратно-поступательного перемещения стол 2, фрезерная бабка 3 и кронщтейн 4 с механизмами управления. На подвижном основании 5 стола 2 размещен корпус 6, в продольных направляющих которого располо- жены прижим 7 зажимного приспособления 8 и ползун 9. Ползун 9 находится под воздействием пружины 10 (фиг. 4),закрепленной на упорной планке И. Переднее положение ползуна 9ограничено упором 12, закрепленного на кронщтейне 4. Для совместного перемещения ползуна 9 и подвижного основания вправо служит упор 13, устанавливаемый на подвижном основании 5. Ползун 9 несет магазин 14 и толкатель 15. Толкатель 15 расположен в направляющих, расположенных перпендикулярно оси движения ползуна 9 и через пружины 16, ось 17 и ролик 18 взаимодействует с копиром 19. Для того, чтобы использовать толкатель не только для подачи заготовки на рабочую позицию, но и для сброса заготовок, рабочую часть его выполняют равной не менее двух толщин заготовки. Копир 19 неподвижно закреплен на кронштейне 4. Заготовки 20, расположенные в магазине 14, запираются отсекателем 21, взаимодействующим в конце рабочего хода стола с упором 22, расположенном на подвижном основании 5. Зажимное приспособление 8 состоит из установочной опоры 23, закрепленной к корпусу 6, и прижима 7 связанного с силовым цилиндром 24. Установочная опора 23 имеет базовые опорные поверхности 25 и 26 для заготовок 20. Подпружиненный рычаг 27, устанавливаемый на установочной опоре 23, служит для поджима заготовки 20 к базовой опорной поверхности 26 и взаимодействует с копирным кулачком 28, закрепленном на кронштейне 4. На промежуточной планке 29 кронштейна 4 расположен базовый упор 30 для заготовок 20. Копир 19 (фиг. 2 и 3) имеет наклонные поверхности, предназначенные: поверхность 31 для подачи заготовки 20 из магазина 14 на установочную опору 23; поверхность 32 для вывода толкателя 15 из магазина 14; поверхность 33 для вывода заготовок 20 из зоны обработки. Автомат работает следующим образом. В исходном положении подвижное основание 5 стола 2 находится в правом крайнем положении. В этом положении находится и ползун 9 за счет воздействия на него упора 13, при этом пружина 10 сжата максимально. Магазин 14 совмещен с окном, образованным прижимом 7-и базовой поверхностью 25 установочной опоры 23, ролик 18 толкателя 15 находится в нижней точке наклонной поверхности 31 копира 19, толкатель 15 под действием пружины 16 поджимает заготовку 20 к базовому упору 30, а рычаг 27 - к опорной поверхности 26 установочной опоры 23. Заготовка надежно зажимается прижимом 7. При движении подвижного основания 5 стола 2 влево, пол. зун 9 под действием пружины 10 также перемещается влево. Перемещение ползуна происходит до тех пор, пока он не дойдет до упора 12. При продолжающемся движении подвижного основания 5, заготовка 20 в зажимном приспособлении 8 выходит из зоны расположения магазина 14 и подается с рабочей скоростью в зону резания. При этом толкатель 15 совершает холостые перемещения согласно профилю копира 19 при заперть1Х заготовках 20 в магазине 14 отсекателем 21. По окончании обработки заготовки, что соответствует крайнему левому положению подвижного основания 5, отсекатель 21 отклоняется упором 22 и столб заготовок опускается на верхнюю плоскость толкателя (фиг. 3). При обратном движении подвижного основания 5, магазин 14 с ползуном 9 остаются на месте за счет поджатия ползуна к упору 12 пружиной 10. При выходе заготовки из зоны резания ось магазина 14 совмещается с осью окна, образованному прижимом 7 и базовой поверхностью 25 установочной опоры 23 упора 13. За счет регулировки длины упора 13 устанавливается величина перемещения подвижного основания 5 без ползуна 9. Отсекатель 21 снова запирает столб заготовок в магазине, кроме одной, лежащей на заталкивателе 15. При совместном перемещении подвижного основания 5 с ползуном 9 происходят следующие операции. Разжим заготовки (например, подачи сигнала на разжим заготовки от конечного датчика), сброс обработанной заготовки толкателем 15, контактирующим через пружин;/ 16 и ролик 18 с поверхностью 33 копира 19, прием заготовки 20 в толкатель 15 путем контактирования его с поверхностью 32 копира 19, при этом толкатель 15 уходит из зажимного приспособления 8 и магазина 14, а заготовка при этом опускается на место толкателя, установка заготовки в зажимное приспособление за счет обратного перемещения толкателя 15, контактирующего по поверхности 31 копира 19, одновременно с этим рычаг 27 сходит с кривой копирного кулачка 28 и досылает заготовку до нижней базы (поверхность 26). От конечного датчика (не показано) дается команда на зажим заготовки. Подвижное основание дойдя до конечного исходного положения получает сигнал на рабочий ход, при котором производится обработка торцов заготовки. Формула изобретения 1.. Автомат для подрезки торцов заготовок, включающий установленный на станине с возможностью возвратно-поступательного перемещения стол с зажимным приспособлением и магазином для заготовок, отличающийся тем, что, с целью увеличения производительности и упрощения конструкции, автомат снабжен установленным на столе с возможностью перемещения подпружиненным ползуном, несущим магазин, толкателем для заготовок, смонтированным с возможностью перемещения перпендикулярно направлению перемещения ползуна и неподвижно закрепленным на станине копиром для взаимодействия с толкателем. 2. Автомат по п. 1, тем, что длина рабочей части толкателя состав-, ляет не менее двух толщин заготовки. Источники информации, принятые во внимание при экспертизе 1. Автоматические загрузочные устройства к металлорежущим станкам, ЦИНТИА, М., 1963, серия 111-77, с. 25-29.
Г
/3 ЫА
-/
