Изобретение относится к станкостроению и может использоваться в станках для механической обработки деталей из прутков, труб и других длинномерных заготовок.
Известны агрегатные станки для механической обработки деталей с поворотными барабанами, несущими зажимные приспособления с ложементами для обрабатываемых на станке деталей, а также обрабатывающие головки, содержащие шпиндельные узлы и приводы подачи, смонтированные на основании с разных сторон барабана, общим недостатком таких станков являются сложность конструкции, связанная с необходимостью подвода рабочей жидкости к гидроцилиндрам зажимных приспособлений, расположенных на вращающемся барабане, а также отсутствие возможности обработки деталей из прутковых материалов и обеспечения коррекции расположения торцов обрабатываемых деталей при базировании на разных позициях обработки (RU 2108221 B23Q 39/04, 1998; RU 2068332, B23Q 39/04, 1996).
Наиболее близким по технической сущности к заявляемому техническому решению является агрегатный станок для механической обработки деталей из прутка (SU 1292923 A1, В23В 9/00, 28.02.1987, 4 стр.), содержащий основание, на котором установлены шпиндельные узлы с приводами подачи, выполненное в виде станины с двумя стойками, между которыми размещен выполненный с возможностью поворота и фиксирования его положения многопозиционный барабан с горизонтальной осью вращения, несущий зажимные приспособления с ложементами для обрабатываемых деталей, размещенные на основании в позиции загрузки устройство подачи прутка вдоль оси вращения барабана, расположенное с одной торцевой стороны барабана, и упор для ограничения осевого перемещения прутка во время загрузки, расположенный с другой торцевой стороны барабана, и устройство для отрезки прутка, установленное на дополнительной стойке.
Недостатком ближайшего аналога являются: сложность конструкции, связанная с необходимостью подвода рабочей жидкости к гидроцилиндрам зажимных приспособлений, расположенных на вращающемся барабане, и невозможность коррекции расположения торцов обрабатываемых деталей при базировании на разных позициях обработки.
Задачей технического решения агрегатного станка является обеспечение регулирования положения деталей вдоль оси на каждой позиции обработки, а также упрощение конструкции зажимных приспособлений за счет исключения подвода рабочей жидкости к вращающимся частям зажимных приспособлений.
Для решения поставленной задачи агрегатный станок для механической обработки деталей, содержащий основание, на котором установлены шпиндельные узлы с приводами подачи, выполненное в виде станины с двумя стойками, между которыми размещен выполненный с возможностью поворота и фиксирования его положения многопозиционный барабан с горизонтальной осью вращения, несущий зажимные приспособления с ложементами для обрабатываемых деталей, размещенные на основании в позиции загрузки устройство подачи прутка вдоль оси вращения барабана, расположенное с одной торцевой стороны барабана, и упор для ограничения осевого перемещения прутка во время загрузки, расположенный с другой торцевой стороны барабана, и установленное на дополнительной стойке устройство для отрезки прутка, снабжен приводами зажимных приспособлений и упорами для коррекции расположения торцов обрабатываемых деталей при базировании на различных позициях обработки, размещенными на стойках. Каждое зажимное приспособление выполнено в виде подпружиненного в сторону обрабатываемой детали штока с заходной фаской на конце, обращенном к упомянутой детали, и резьбовым хвостовиком на противоположном конце и взаимосвязанного с упомянутым резьбовым хвостовиком механизма регулирования осевого положения штока и усилия его поджима к обрабатываемой детали, который выполнен в виде полого винта и гайки с соответствующими контргайками. Многопозиционный барабан выполнен с расположенным параллельно его оси сквозным отверстием для установки прутка и пересекающимся с ним радиальным отверстием, имеющим на конце резьбу, резьбовой хвостовик штока установлен в радиальном отверстии многопозиционного барабана, полый винт ввернут в резьбу радиального отверстия, а гайка с контргайкой навернута на резьбовой хвостовик штока, выступающий за пределы полого винта. При этом приводы зажимных приспособлений выполнены в виде гидроцилиндров, установленных на одной из стоек на позициях обработки с возможностью взаимодействия со штоками зажимных приспособлений в фиксированном положении многопозиционного барабана через двуплечие рычаги, расположенные в углублениях, предусмотренных на торце барабана. Устройство для отрезки прутка выполнено в виде фрезерной головки, а шпиндельные узлы с приводами подачи установлены по обе торцевые стороны барабана.
На фиг.1 - общий вид агрегатного станка.
На фиг.2 - вид А на фиг.1.
На фиг 3 - разрез Б-Б на фиг.2 (позиция загрузки).
На фиг.4 - местный вид В на фиг.2
На фиг.5 - разрез Г-Г на фиг.4
На фиг.6 - разрез Д-Д на фиг.4 (позиция обработки).
Агрегатный станок содержит основание в виде станины 1 с двумя стойками 2 и 3, между которыми смонтирован поворотный многопозиционный барабан 4 с горизонтальной осью вращения 5. На каждой позиции барабана 4 установлены зажимные приспособления 6 с ложементами для обрабатываемых на станке деталей 7, выполненными в виде сквозных отверстий 8 в барабане 4, параллельных оси его вращения 5. На стойках 2 и 3 по обе торцевые стороны барабана 5, на позициях обработки, смонтированы шпиндельные узлы 9 с приводами подачи 10. Каждое зажимное приспособление 6 (фиг.5) выполнено в виде подпружиненного с помощью пружины 11 в сторону обрабатываемой детали 7 штока 12 с заходной фаской 13 на конце, обращенном к обрабатываемой детали 7, и резьбовым хвостовиком 14 на противоположном конце установленного в радиальном отверстии 15 барабана 4, пересекающемся со сквозным отверстием 8. Резьбовой хвостовик 14 штока 12 взаимосвязан с механизмом регулирования осевого положения и усилия поджима штока 12 к обрабатываемой детали 7, выполненным в виде полого винта 16 с контргайкой 17, ввернутого в резьбу 18 в конце радиального отверстия 14, обращенном к оси вращения 5 барабана 4, и гайки 19 с другой контргайкой 20, навернутых на резьбовой хвостовик 14 штока 12, выступающий за пределы полого винта 16. Приводы зажимных приспособлений (фиг.5) выполнены в виде гидроцилиндров 21, установленных на одной из стоек 2 или 3 с возможностью взаимодействия со штоками 12 зажимных приспособлений 6 на позициях обработки в фиксированном положении барабана 4 через двуплечие рычаги 22, расположенные в углублениях 23 на торце барабана 4.
На основании 1, в позиции загрузки, дополнительно смонтированы: с одной торцевой стороны барабана устройство 24 подачи прутка 25 вдоль оси вращения 5 барабана 4, с другой стороны - упор 26 для ограничения осевого перемещения прутка 25 во время загрузки, а на дополнительной стойке 27 - фрезерная головка 28 для отрезки прутка 25. На позициях обработки на стойках 2 и 3 смонтированы упоры 29 для коррекции расположения торцов обрабатываемых деталей 7 при базировании на разных позициях обработки, а также на позиции выгрузки смонтирован выталкиватель 30 обработанных деталей 7.
На представленных чертежах рассмотрен один из примеров выполнения конструкции агрегатного станка для изготовления наконечников из прутка (фиг.4).
Барабан выполнен с 15 позициями, на которых смонтированы равномерно по окружности торца барабана зажимные приспособления. Станок содержит следующие позиции обработки, на которых осуществляются технологические операции:
Позиция I (позиция барабана Е1) - загрузка прутка и отрезка заготовки.
Позиции II (позиция барабана Е3) - сверление отверстия.
Позиции III (позиция барабана Е4) - корректировка осевого положения.
Позиции IV (позиция барабана Е6) - снятие фаски с двух сторон.
Позиция V (позиция барабана Е9) - завальцовка.
Позиция VI (позиция барабана E11) - выгрузка детали.
Агрегатный станок работает следующим образом:
В исходном положении барабан 4 находится в фиксированном состоянии, на всех его позициях зажимные приспособления 6 разжаты. На позиции барабана 4, соответствующей позиции загрузки I, ложемент (отверстие 8) зажимного приспособления 6 пуст, а на остальных позициях обрабатываемые детали 7 предварительно поджаты в отверстиях 8 штоками 12 с помощью пружин 11. При помощи устройства подачи 24 пруток 25 подают в ложемент (отверстие 8) барабана 4 на позиции загрузки I. При входе в отверстие 8 пруток 25 воздействует передним торцом на заходную фаску 13 штока 12, утапливая последний в радиальное отверстие 15 барабана 4 и сжимая пружину 11. Затем пруток 25 продолжает перемещаться устройством подачи 24 до встречи переднего торца прутка 25 с упором 26.
Для осуществления зажима прутка 25 на позиции загрузки, а также обрабатываемых деталей 7 на позициях обработки выдвигают штоки гидроцилиндров 21, которые воздействуют через двуплечие рычаги 22 зажимных приспособлений 6 на штоки 12, которые зажимают пруток 25 и обрабатываемые детали 7. В таком положении на позиции загрузки производят отрезку детали 7 от прутка 25 с помощью фрезерной головки 28, а на позициях обработки осуществляют обработку деталей 7 в соответствии с технологическими переходами с помощью шпиндельных узлов 9 и приводов подачи 10.
После окончания обработки на всех позициях шпиндельные узлы 9 с помощью приводов 10 отводят в исходное положение, а затем разжимают зажимные приспособления 6 на позициях загрузки и обработки, для этого штоки гидроцилиндров 21 возвращают в исходное положение, освобождая от воздействия двуплечих рычагов 22 на штоки 12 зажимных приспособлений 6. При этом штоки 12 остаются поджатыми с помощью пружин 11 к обрабатываемым деталям 7 на всех позициях барабана 4, что предупреждает выпадение деталей 7 из зажимных приспособлений 6 при повороте барабана 4.
Затем осуществляют поворот многопозиционного барабана 4 на следующую позицию. Для этого барабан 4 расфиксируют и выдвигают в осевом направлении на некоторую величину, необходимую для обеспечения возможности его поворота, поворачивают барабан 4 на одно деление, возвращают его в исходное осевое положение и фиксируют. При этих перемещениях обрабатываемые детали 7, подпружиненные в ложементах (в отверстиях 8) барабана 4, взаимодействуют с упорами 26, вследствие чего корректируется осевое положение деталей 7 на каждой позиции обработки. В фиксированном положении барабана 4 на позиции выгрузки обработанная деталь 7 выталкивается с помощью выталкивателя 30 в цеховую тару (не показана)
Конструкция предложенного агрегатного станка значительно упрощается за счет исключения подвода рабочей жидкости к вращающимся частям зажимных приспособлений, а обеспечение обработки деталей из прутковых материалов с автоматической подачей прутка и возможности настройки базирования торцов обрабатываемых деталей вдоль оси на разных позициях обработки расширяет технологические возможности агрегатного станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1979 |
|
SU776873A1 |
| Агрегатный станок | 1980 |
|
SU921786A1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Агрегатный станок | 1983 |
|
SU1206056A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1991 |
|
RU2078674C1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
Изобретение относится к машиностроению, в частности к станкам для изготовления деталей из прутка. Агрегатный станок для механической обработки деталей из прутка содержит основание, на котором установлены шпиндельные узлы с приводами подачи, выполненное в виде станины с двумя стойками. Между стойками размещен выполненный с возможностью поворота и фиксирования его положения многопозиционный барабан с горизонтальной осью вращения, несущий зажимные приспособления с ложементами для обрабатываемых деталей. На основании в позиции загрузки размещены устройство подачи прутка вдоль оси вращения барабана, расположенное с одной торцевой стороны барабана, и упор для ограничения осевого перемещения прутка во время загрузки, расположенный с другой торцевой стороны барабана, и установленное на дополнительной стойке устройство для отрезки прутка. Агрегатный станок снабжен приводами зажимных приспособлений и упорами для коррекции расположения торцов обрабатываемых деталей при базировании на различных позициях обработки, размещенными на стойках. Каждое зажимное приспособление выполнено в виде подпружиненного в сторону обрабатываемой детали штока с заходной фаской на конце, обращенном к упомянутой детали, и резьбовым хвостовиком на противоположном конце и взаимосвязанного с упомянутым резьбовым хвостовиком механизма регулирования осевого положения штока и усилия его поджима к обрабатываемой детали. Механизм регулирования выполнен в виде полого винта и гайки с соответствующими контргайками. Многопозиционный барабан выполнен с расположенным параллельно его оси сквозным отверстием для установки прутка и пересекающимся с ним радиальным отверстием, имеющим на конце резьбу. Резьбовой хвостовик штока установлен в радиальном отверстии многопозиционного барабана, полый винт ввернут в резьбу радиального отверстия, а гайка с контргайкой навернута на резьбовой хвостовик штока, выступающий за пределы полого винта. Приводы зажимных приспособлений выполнены в виде гидроцилиндров, установленных на одной из стоек на позициях обработки с возможностью взаимодействия со штоками зажимных приспособлений в фиксированном положении многопозиционного барабана через двуплечие рычаги, расположенные в углублениях, предусмотренных на торце барабана. Устройство для отрезки прутка выполнено в виде фрезерной головки, а шпиндельные узлы с приводами подачи установлены по обе торцевые стороны барабана. Обеспечивается обработка деталей из прутковых материалов с автоматической подачей прутка, а также возможность настройки базирования торцов обрабатываемых деталей вдоль оси на разных позициях обработки. 6 ил.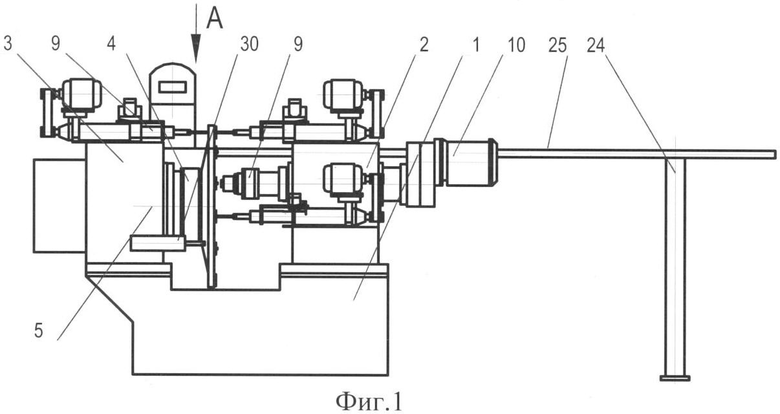
Агрегатный станок для механической обработки деталей из прутка, содержащий основание, на котором установлены шпиндельные узлы с приводами подачи, выполненное в виде станины с двумя стойками, между которыми размещен выполненный с возможностью поворота и фиксирования его положения многопозиционный барабан с горизонтальной осью вращения, несущий зажимные приспособления с ложементами для обрабатываемых деталей, размещенные на основании в позиции загрузки устройство подачи прутка вдоль оси вращения барабана, расположенное с одной торцевой стороны барабана, и упор для ограничения осевого перемещения прутка во время загрузки, расположенный с другой торцевой стороны барабана, и установленное на дополнительной стойке устройство для отрезки прутка, отличающийся тем, что он снабжен приводами зажимных приспособлений и упорами для коррекции расположения торцов обрабатываемых деталей при базировании на различных позициях обработки, размещенными на стойках, каждое зажимное приспособление выполнено в виде подпружиненного в сторону обрабатываемой детали штока с заходной фаской на конце, обращенном к упомянутой детали, и резьбовым хвостовиком на противоположном конце, и взаимосвязанного с упомянутым резьбовым хвостовиком механизма регулирования осевого положения штока и усилия его поджима к обрабатываемой детали, который выполнен в виде полого винта и гайки с соответствующими контргайками, многопозиционный барабан выполнен с расположенным параллельно его оси сквозным отверстием для установки прутка и пересекающимся с ним радиальным отверстием, имеющим на конце резьбу, резьбовой хвостовик штока установлен в радиальном отверстии многопозиционного барабана, полый винт ввернут в резьбу радиального отверстия, а гайка с контргайкой навернута на резьбовой хвостовик штока, выступающий за пределы полого винта, при этом приводы зажимных приспособлений выполнены в виде гидроцилиндров, установленных на одной из стоек на позициях обработки с возможностью взаимодействия со штоками зажимных приспособлений в фиксированном положении многопозиционного барабана через двуплечие рычаги, расположенные в углублениях, предусмотренных на торце барабана, устройство для отрезки прутка выполнено в виде фрезерной головки, а шпиндельные узлы с приводами подачи установлены по обе торцевые стороны барабана.
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| US 3730028, 01.05.1973. | |||

