(54) ШТАМП ДЛЯ СОВМЕЩЕННОЙ ОБРЕЗКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для обрезки облоя | 1984 |
|
SU1199412A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Штамп для обрезки и зачистки поковок | 1981 |
|
SU958030A1 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
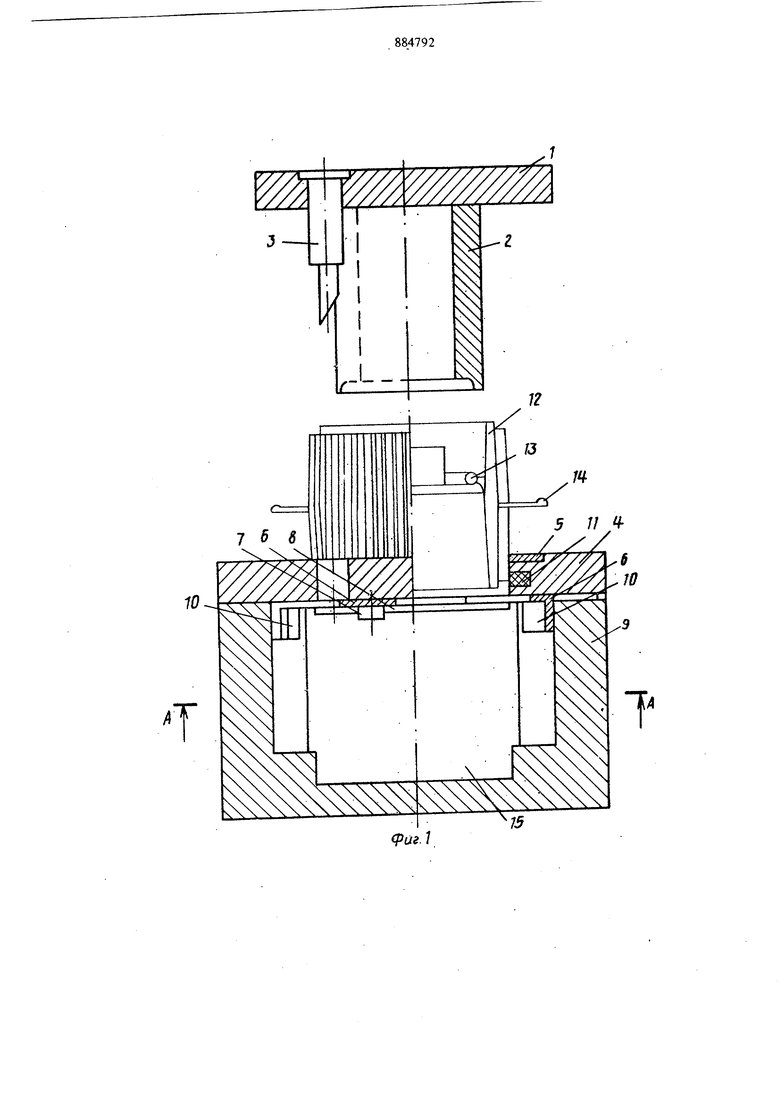
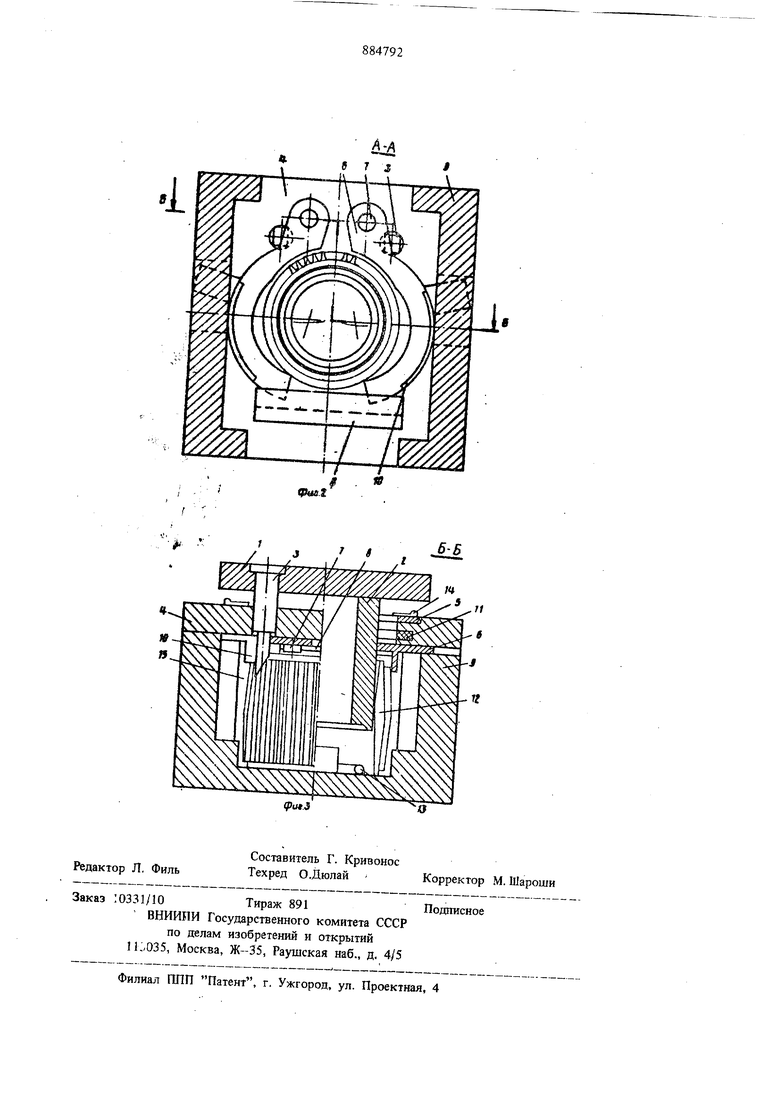
Изобретение относится к обработке металлов давлением и может быть применено для совмещенной обрезки литников и облоя отливок, а также для совмещенной обрезки заг товок, полученных ковкой или объемной штамповкой. Известны штампы, содержащие съемники, размещенные за матрицей, подпружиненные в сторону снимаемой заготовки и снабженные скосами для отжатия съемников при прохождении через них заготовок 11. Недостатками этих штампов являются огра ниченные технологические возможности и сложность конструкции штампа применительно к заготовкам с ребристым наружным контуром. Известны штампы для работы на провал с радиально-планочными съемниками, в которых съемные элеме1чты подпружинены в сторону матрицы и выполнены за матрицей в в де поворотно-наклоняемых планок 21. Известен также штамп для совмещенной обрезки на провал заготовок по наружному внутреннему контурам, содержащий верхнюю плиту, несущую обрезной пуансон, и нижнюю плиту, несущую обрезную матрицу и съемник 3J. Недостаток извесгного штампа - его малая производительность, так как обрезные элементы для внутреннего контура заготовки выполнены отъемными, проваливающимися вместе с заготовкой в провальное окно. Цель изобретения - повышение производительности штампа при сохранений простоты конструкции применительно к заготовкам с ребристым щружным контуром и обеспечение надежного съема заготовки. Для достижения указанной цели штамп для совмсще{шой обрезки заготовок на провал, содержащий верхнюю плиту, несущую обрезной пуансон, нижнюю плиту, несущую обрезную по наружному контуру заготовки матрицу, снабжен клиньями, смонтированными на верхней плите, и съемником, размещенным под нижней плитой и выполненным из подвижных в горизонтальной плоскости. пластин, взаимодействующих с упомянутыми клиньями. 3 Дг1я обеспечения надежного съема пластины смонтированы с возможностью поворота на осях и выполнены с направляющими выступами, взаимодействующими с заготовкой, а по форме соответствующими внутреннему контуру заготовки. Кроме того в штампе между съемником и матрицей выполнены элементы, поддерживаюнше заготовку на пуансоне, На фиг. 1 изображен штамп, разрез в исходном раскр1)Гтом положении, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -- штамп в закрытом положении, общий вид (разрез Б-Б на фиг. 2). Штамп содержит верхнюю плиту I с обрезным пуансоном 2 и клиньями 3 (фиг. 1). Нижняя плита 4 штампа с окнами (фиг. 2) содержит матрицу 5. Съемник, размещенный под плитой 4, включает в себя пластины 6, оси 7 и накладку 8. Пластины 6 заключены между плитой 4 с одной стороны и между н кладкой 8, основанием 9 с другой стороны. Они выполнены с возможностью поворота на осях 7, снабжены направляющими выступами 10, а по форме приближения к профилю вну реннего контура заготовки. Направляющие выступы 10 на пластинах 6 могут не выполняться. В этом случае применяются, например, пружины (не показаны), поддерживающие съемник в раскрытом положении. Между матрицей 5 и пластинами 6 ус тановлены элементы 11, которые выполняются например, из термостойкой резины, или друI гого материала, подпружиненного в сторону проходящей заготовки. Заготовка 12 перед обрезкой содержит лит НИКИ 13 и наружный облой 14. В основании 9 выполнено выгрузочное окно 15. Штамп ус танавливается, например, на гидравлический i пресс (не показан). Штамп работает следующим образом. Заготовка 12 устанавливается в матрицу 5, соприкасается с элементами 11 и удерживается ими в. зафиксированном положении (фиг. Ползуном пресса (не показан) плита I перемещается вниз. Пуансон 2 встречается с литниками 13 и перемещает заготовку 12. Наруж ный облой 14 встречается с матрицей 5 и об резается. Заготовка 12 удерживается на пуансоне 2 до тех пор, пока не опустится ниже поддерживающих элементов 11. Клинья 3 опускаются в окна плиты 4. После прохожде ния заготовки 12 через пластины 6 клинья 3 воздействуют ifo пластины и разворачивают их на осях 7 в сторону пуансона 2. Заготов ка 12 встречаете. с основанием 9, останавливается, а пуансон 2, продолжая двигаться вниз, срезает литники 13 (фиг. 3). При подъеме вверх ползуна пресса заготовка 12 удерживается на пуансоне 2 и перемещается с ним. Верхним торцом заготовка встречается с пластинами 6 и останавливается, а пуансон 2, продолжая двигаться вверх, освобождает заготовку, которая падает на основание 9 и извлекается вместе с литниками 13 через окно 15. При извлечении -заготовка 12 воздействует на направляющие выступы 10 пластин 6 и разворачивает их в исходное положение. Предлагаемый щтамп позволяет получить наибольщий эффект при использовании его для обрезки линтников и облоя станин электродвигателей с частьгм оребрением по длине ста51ины. Характеристики этих отливок таковы, что не позволяют применить известные производственные щтампы совмещенного действия. По сравнению с известным предлагаемый штамп позволяет повысить производительность труда ориентировочно в 1,4-1,7 раза за счет размещения съемника под нижней плитой и выполнения его из подвижных в горизонтальной плоскости пластин, взаимодействующих с клиньями, установленными в верхней плите. Формула изобретения 1.Штамп для совмещенной обрезки заготовок на провал, содержащий верхнюю плиту с закрепленным в ней обрезным по внутреннему контуру заготовки пуансоном, а также нижнюю плиту с закрепленной в ней обрезной по наружному контуру заготовки матрицей, отличающийся тем, что, с целью повышения производительности при производстве заготовок с наружным ребристым контуром, он снабжен клиньями, смонтированными на верхней плите, и съемником, размещенным под нижней плитой и выполненным из подвижнь1Х в горизонтальной плоскости пластин, взаимодействующих с упомянутыми клиньями. 2.Штамп по п. 1,отличающийс я тем, что пластины смонтированы с возможностью поворота на промежуточных осях и выполнены с направляющими выступами, взаимодействующими с заготовкой, а по форме соответствующими профилю внутреннего контура заготовки. Истояники информации, принятые во внимание при экспертизе 1.Патент США № 3955394, кл. 72-344, 1975. 2.Романовский В. П, Справочник по холодной штамповке. Машиностроение, 1971, с. 567. 3.Охрименко Я. М- Основы технологии горячей штамповки. М., J957, с. 179, фиг. 141 (прототип).
10
