Изобретение относится К области сварки пластмасс, в частности линолеума для настила 1.ПОЛОВ.
Известен апособ сварки пластмасс путем нагрева и сдавливания с использованием предвар.ительНОго подогрева лнфрамрасны.м излучением.
Однако прИ этом способе не всегда возможно прогревать по толщине многослойные заготовки, так как оди-н из слоев может быть нетермопластичен.
Отличием предложенного способа является то, ЧТО перед предварительным подогревом производят отгибку кромок заготовок с поворотом свариваемых торцов на угол, обеспечивающий их равномерный лрогрев ото толщине. Это .позволяет повысить производительность и качество свариваемого соединения.
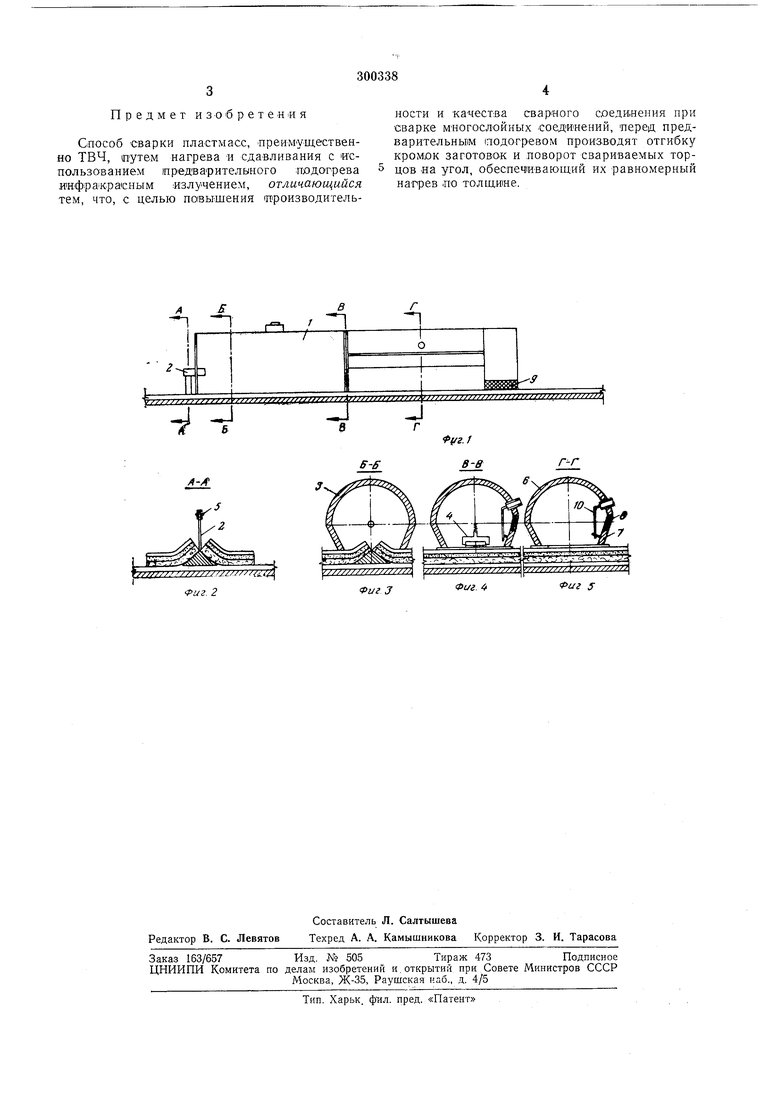
На фиг. изображено устройство, реализующее Предложенный способ, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; «а фи-г. 3- разрез по Б-Б на фиг. I; на фит. 4 - разрез по В-В на фиг. 1; на . фиг. 5 - разрез ио Г-Г ла фиг. .
углом 90° в зоне инфракрасного нагрева, отражателя 3 рефлектора, приопособлания 4 для сдавливания кромок, фищки 5 для питания ИК-зоны рефлектора с терморегулятором, заземленного электрода (5, изготовлеиного из ЛИстового цветного металла, высоко-потенциального электрода 7 из цветного металла, соединенного с внутренней Жилой ВЧ-кабеля, изолятора 8, изготовленного из ВЧ-изоляцио,нного материала (фторопласт, микалекс), устройства Я формирующего щов, токоподводящей пластины W, подкладочной доски 11.
Кромки свариваемого линолеума с иомощью ползунка выгибают в зоне ИК-нагрева. В качестве ИК-нагревателя могут быть использо.ваны кварщевые излучатели различных марок или темные инфракрасные нагреватели. После разогрева кромки попадают под сдавливающий ролик, ра аположен:ный в «ачале зоны высокочастотной сварки. В этой зоне происходит сварка заготовок в поле рассеивания. В качестве источника высокочастотной энерГИИ MorvT быть .иопользовалы стаида ртные
ВЧ-генераторы ( ВЧД 1,6/40-НП-Л01). Токоиодвод от генератора к высоко-потенциальному электроду осуществлется с томощью гибкого коаксиального токоподвода. После зоны ВЧ-сварки материал ,по-падает под форПредмет И30бретен1ия
Способ сварки пластмасс, Преимущественно ТВЧ, путем нагрева и сдавливания с использованием предварителыного подогрева инфракрасным излученнем, отличающийся тем, что, с целью повышения производительности и качества сварного соединения при сварке многослойных соеди-нений, перед предварительньш подогревом производят отгибку кромок заготовок и поворот свариваемых торцов «а угол, обеспечивающий их равномерный нагрев по толщиие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| ООЮЗНАЯ 1 | 1972 |
|
SU333070A1 |
| Способ высокочастотной сварки изделий типа "поверхность-ребро | 1983 |
|
SU1107984A1 |
| Способ сварки встык термопластичных материалов | 1984 |
|
SU1184696A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Способ изготовления ковров из линолеума | 1980 |
|
SU960029A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1986 |
|
SU1459933A1 |
| ГЕНТНО- .. - строительных материалов Министерства промышленности ГР.ХНИ':ГС!''\» '^'строительных материаловБИБЛИОТЕЯ'Д | 1967 |
|
SU198624A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ | 1969 |
|
SU238772A1 |
.--, j
T fff/7/// //////// ////////л t/
