Изобретение относится к приготовительному производству хлопкопрядильных фабрик и может быть применено в производстве, предусматривающем использование поточных линий.
При бесхолстовом питании чесальных машин номер ленты колеблется (практически это колебание достигает до ±20% от номинального значения).
В настояш,ее время большинство зарубежных фирм (например, фирма Платт, Англия) регулируют помер лепты в поточной линии прядильного производства, устанавливая на первом переходе ленточных машин регулятор с электронным усилением сигнала датчика. В зависимости от полученных данных о толш,ине ленты по сигна.ту датчика исполнительным механизмом изменяют скорость соответствуюш,их механизмов, например ленточных машин, работа которых определяет номер ленты в месте измерения. Регуляторы устанавливаются на каждой ленточной машине, и работают непрерывно. .
Для упрошения процесса регулирования замер толшины ленты и соответствующее изменение скорости механизмов осуществляют путем подключения через заданный промежуток времени датчика и- соответствуюш,его исполнительного механизма.к регулятору машины при помощи общего для всех машин коммутатора.
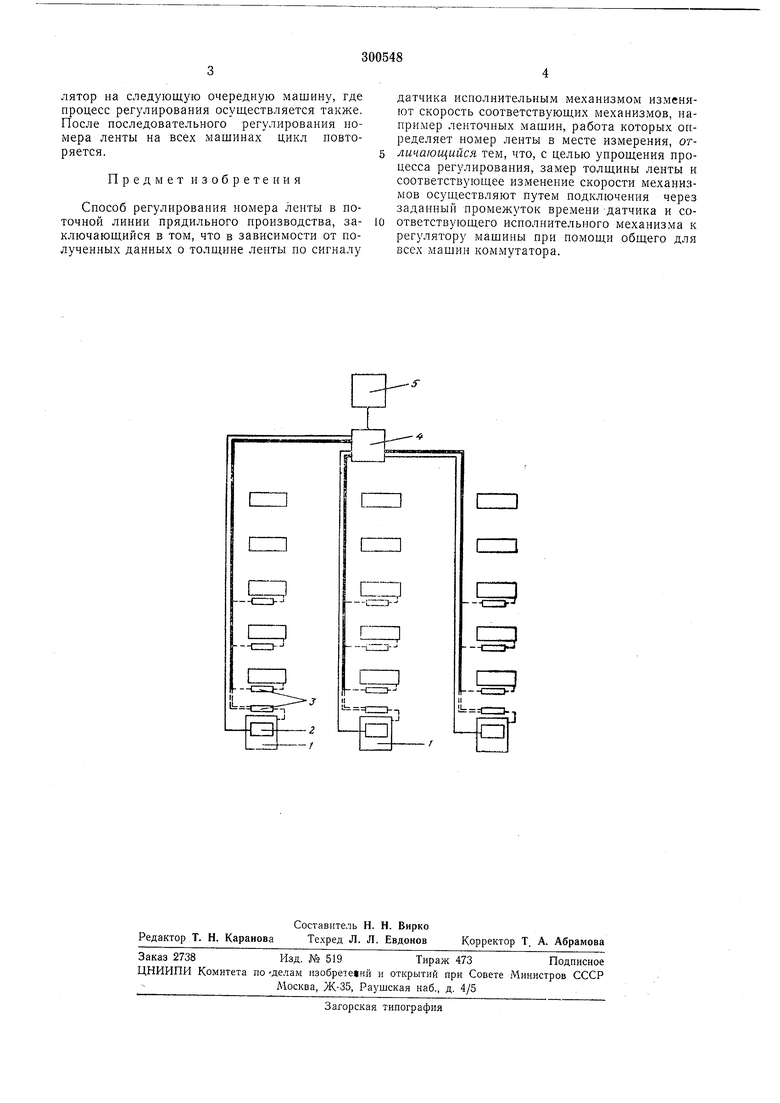
Способ регулирования номера ленты поясняется чертежом, где / - лепточные машины, 2 - датчики, 3 - исполнительные механизмы, 4 - коммутатор и 5 - регулятор (включающееся интегрирующее звено, задатчик, усилитель, преобразователь и прочие элементы) .
Коммутатор последовательно через заданный промежуток времени подключает датчик и соответствующий исполнительный механизм к регулятору. В течение установленного периода онн остаются подключеннымн к нему.
В начале периода подсоединения происходит интегрирование (усреднение) сигналов датчика, затем усредненный сигнал сравнивается с заданным значением, характеризующим номинал номера ленты. При наличии разницы в
указанных значениях усиленный и преобразованный сигнал поступает па исполнительпый механизм. Происходит изменение скорости соответствующих механизмов машин, работа которых определяет номер ленты в месте измерения. Для исключения перерегулирования регулятор работает в режиме импульсного регулирования, который определяется временем усреднения сигнала датчика и параметрами интегратора. По истечении времени периода
лятор на следующую очередную машину, где процесс регулирования осуществляется также. После последовательного регулирования номера ленты на всех мащинах цикл повторяется.
Предмет изобретения
Способ регулирования номера ленты в поточной линии прядильного производства, заключающийся в том, что в зависимости от полученных данных о толщине лепты по сигналу
датчика исполнительным механизмом изменяют скорость соответствующих механизмов, например ленточных машин, работа которых определяет номер ленты в месте измерения, огличающийся тем, что, с целью упрощения процесса регулирования, замер толщины ленты и соответствующее изменение скорости механизмов осуществляют путем подключения через заданный промежуток времени датчика и соответствующего исполнительного механизма к регулятору машины при помощи общего для всех машин коммутатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО НАСТИЛА В БУНКЕРЕ ЧЕСАЛЬНОЙ МАШИНЫ | 2002 |
|
RU2245403C2 |
| ЧЕСАЛЬНО-ЛЕНТОЧНЫЙ АГРЕГАТ | 1971 |
|
SU303376A1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПИТАНИЯ ТЕКСТИЛЬНЫХ МАШИН | 1996 |
|
RU2124594C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО НАСТИЛА И ЛЕНТЫ НА КАРДОЧЕСАЛЬНОЙ МАШИНЕ | 2005 |
|
RU2321691C2 |
| УСТРОЙСТВО ДЛЯ КОРРЕКТИРОВКИ ЛИНЕЙНОЙ ПЛОТНОСТИ ЛЕНТЫ НА ТЕКСТИЛЬНОЙ МАШИНЕ | 1993 |
|
RU2097454C1 |
| Устройство автоматического регулирования линейной плотности волокнистого материала | 1990 |
|
SU1770470A1 |
| ПОТОЧНАЯ ЛИНИЯ В ХЛОПКОПРЯДЕНИИ | 1968 |
|
SU218023A1 |
| ТРАНСПОРТНАЯ СИСТЕМА ПОТОЧНОЙ ЛИНИИ ПРЯДИЛЬНОГО ПРОИЗВОДСТВА | 1968 |
|
SU218024A1 |
| Устройство управления процессом формования нитей на многоместной прядильной машине | 1987 |
|
SU1537718A1 |
| Способ получения ленты с заданными параметрами | 1989 |
|
SU1730237A1 |
dZl
Z.Z:
.
