Изобретение касается станков для шлифования шаблонов с прямолинейными и дуговыми участками. В станке применен подвижной в трех взаимно перпендикулярных направлениях рабочий . стол, несущий качающийся вокруг неподвижной оси держатель для щдблока.
Согласно изобретению держатель выполнен в виде прямоугольника,внутренние плоскости которого служат прямоугольными координатныг и осями для установки шаблона в требуемое положение относительно вращающегося шлифовального круга.
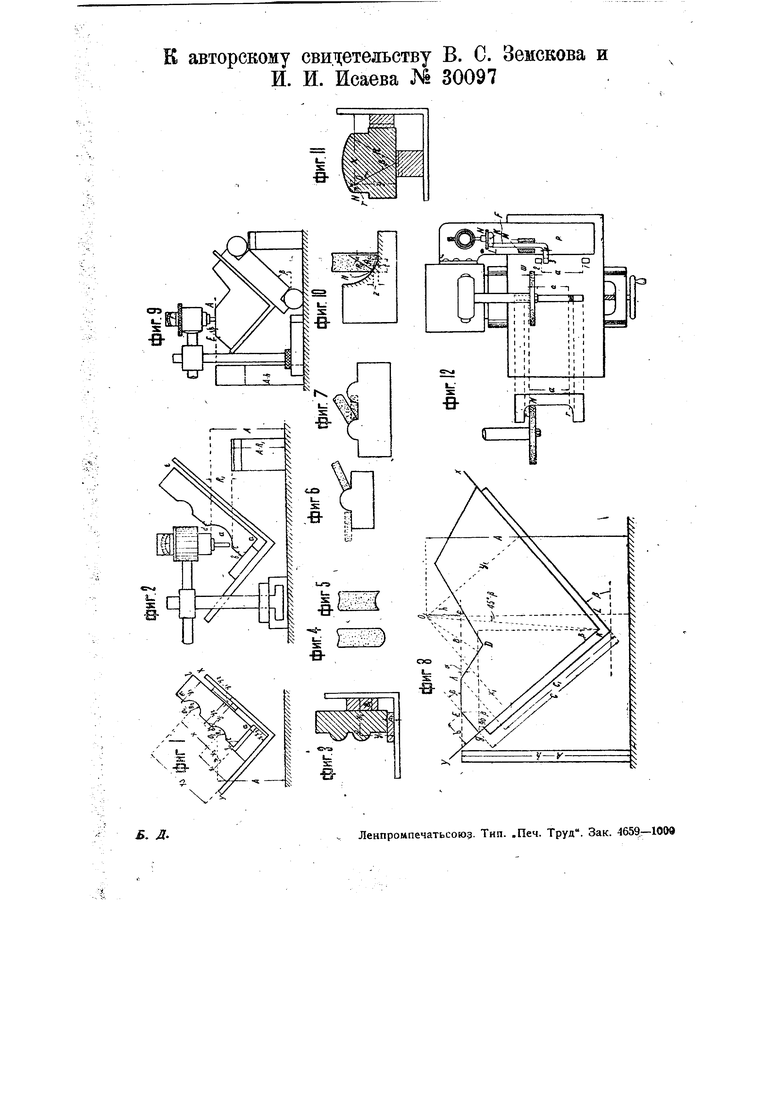
На чертеже фиг. 1 изображает положение шаблона при обработке дуг; фиг. 2 поясняет способ контроля при этой обработкеГфиг. 3 изображает йоложение контр-шаблона при обработке дуг; фиг. ,4-7-образцы профилированных камней для обработки шаблонов; фиг. 8-расположение шаблона, очерченного по ломаной линии; фиг. 9 поясняет способ контроля при обработке этого шаблона; фиг. 10, ll изображает установку шаблонов, счерченных сопрягающимися друг с другом дугами или дугой с прямой; фиг. 12 - приспособление для определения момента останова шлифовального камня при обработке подобных шаблонов. .
При обработке шаблоновна предла(275)
гаемом станке они укрепляются на держателе, выполненном в форме прямоугольника, и затем вместе с держателем им сообщается качательное движение вокруг оси. Шаблоны, подлежащие обработке, перед их укреплением на держателе первоначально отделываются по двум боковым граням на плоскостность и под прямой угол, а после их укрепления на держателе обработка производится способом, описанным ниже, в заг висимости от формы и очертания шаблона.
Шлифовка дуг на станке производится следующим образом. Держатель XY (фиг. 1) укрепляется на станке с возможностью вращения около неподвижной точки Oi. Пусть необходимо в изделии получить какую-либо дуговую выемку cd, очерченную радиусом /, (фиг. 1). Постоянные координаты Центра Oj относительно плоскостей X и У держателя обозначаем jrj и j/i, а высоту центра O| над столом станка через А и считаем эти величины известными для каждого данного случая. Для того, чтобы шлифовальным кругом шлифовать дугу erf данного радиуса Ri с расположенным в теле или вне тела шаблона центром дуги, необходимо центр Дуги совместить с центром вращения всей системы. .Если нам известно положение центра дуги cd
относительно обработанных граней аЬ и al шаблона, т.-е. известны координаты Хг, y-i этого центра, то для совмещения центра дуги с центром вращения Oi держателя нужно лишь поместить под шаб-,
ЛОН плитки толщиной X -K-i и .
.Для шлифовки дуги радиуса в том же шаблоне совмешаем центр О этой дуги с центром вращения Oj, для чего размеры плиток должны быть и yi-Уа, где Х- и у координаты центра Oz относительно граней al и иЬ. Поясним описанное на конкретном числовом паймере. Пусть постоянные координаты центра вращения относительно плоскостей X н Y равны: 50 мм и jl 50 мм. Остальные размеры следующие: 2 15 мм; у2 20 мм; Хз 35 мм; Уз 22 мм; ММ; 12 мм. При шлифовке дуги радиуса Ri подкладываем-плитки размером Xi-лз 50 - 15 35 мм и У - у, 50 -- 20 3Q мм. При шлифовке дуги радиуса Rf размеры плиток будут Xi-x 5Q мм и Xi - xg -50-22 .
В процессе шлифования кругу сообщается вращательное , движение и на него снизу вверх постепенно надвигается стол станка с укрепленным на нем на требуемой величины подкладках шаблоном, п(эи чем держателю сообщаются одновременно колебательные движения вокруг точки 0.
В предлагаемой системе может быть также, осуществлен контроль размеров как окончательный, так и во время самой обработки без помощи выработок и контр-шаблонов. Этот контроль, как будет описано ниже, производится с значительной точностью (до 0,001 :мм) одними и теми же, приборами для всех видов профилей. При шлифовании дуг шаблона по фиг. 1 контроль производится следующи1« образом. На стол, ставится стойка, в которой укреплен миниметр (фиг; 2), цена деления которого разна напр. 0,001 мм. Как было указано выше, нам точно известно расстояние А центра вращения Oi от стола; пусть 100.и.«.
Миниметр устанавливается по плитке А - 90 мм ипи Л - 83 мм. расположенной также на столе, после чего отйодится шлифовальный круг, миниметр подводится к шлифуемой дуге, и по .повороту стрелки определяется.
сколько еще .осталось снять тысячных долей миллиметра, при чем, чтобы проверить правильность окружности дуги, изделие вращается вокруг наконечника миниметра.
Обработка контр-шаблона (фиг. 3) к описанному ыше шаблону производится совершенно так же. Подкладыванием плиток -4j и и; совмещаются центры, а затем производится шлифовка. При этом выпуклые поверхности шлифуйтся кругом, вогнуто-профилированным по радиусу RI или R, (фиг. 5).
Для шлифовки дуг возможно употреблять шлифовальные круги двух видов: 1) при радиусах большого размера можно употреблять круги, профилированные алмазом по дуге шлифуемого радиуса (фиг. 4 и 5); 2) при радиусах малого размера или даже и при боль-, шйх, но если невозможно подойти с дисковым кругом, можно шлифовать дугу как на внутренних шлифовальных станках, т.-е. употребляя круг меньшего диаметра, чем шлифуемая дуга. При очень малых размерах диаметра круга, когда он начинает уже подаваться от легкого нажима, можно употреблять чугунные доводки с рифленой поверхностью, употребляя, как шлифующий Материал, мелкий nopoiiioK (карборундовый и др.)Профилированные круги имеют однако то преимущество, что работа при соприкасании по всей поверхности круга даст больший эффект и, кроме того, имеется возможность работать профилированным кругом там, где трудно (фиг. 6) или невозможно (фиг. 7) работать непрофилированным кругом.
Шлифовка прямолинейных кромок шаблонов производится на предлагаемом сганке следующим образом. Держатель поворачивается так, чтобы об;)абатываемый участок прямой (напр. КА на фиг. 8 и 9) расположился параллельно плоскости столэ.
Плоскость X при этом устанавливается и закрепляется под углом j3, равным углу между стороною ЕА и продолжением линии GE, параллельной плоскости X. Расстояние стороны ЕА от плоскости стола находим, зная постоянное расстояние .А точки Qi вращения держателя AT от плоскости стола и вычтя из него длину Л перпендикуляра из точки Oi на
родолжение стороны Л. Длина Л ерпендикуляра OiC исчисляется так:
)0,С 0,1. - CL; 0,
)0,L О./С cos (45 -- р); Oii 3. cos (45° - (5); 3) CL
:Ccos Prf sin p;4) ,2+V os (45° -p) - С cosp -6 sin , где Xi и j/i - расстояния центра Oi от плоскостей X н Y; величины же 6, с и (см. фиг. 8) соответствуют длине и форме шлифуемой ломаной линии. Миниметр ля контроля -устанавливается по плитке высотою М (фиг. 9). По окончании шлифования кромки ЕА систему поворачивают на угол а (фиг. 8) и шлифуют грань АР и т. A.J контроль производится миниметром указанным выше образом. Если невозможно шлифовать прямые грани в горизонтальном положении (например, не подойти дисковым камнем), то грань шлифуется в вертикальной плоскости, поворачивая держатель для контроля на 90°, т.-е. приводя грань X в горизонтальное положение.
Подсчет координат и расстояний может вестись также по методам аналитической геометрии, пользуясь выражением уравнения прямой через координаты.
При шлифовке предметов сложного очертания нахождение центров окружностей дуг, шлифовка дуг и прямых и контроль размеров делаются так же, как бь1ло разобрано выше. Надлежит особо обратить внимание лишь на точку N (фиг. 10, 11)-место сопряжения дуги с прямой. .При шлифовке прямой возможны случаи, когда шлифовальный круг пройдет дальше точки N или не дойдет до этой точки. Оба эти случая на практике будут встречаться всегда, так как невозможно при обработке по предлагаемому способу точно остановиться KisMнем в точке Л . Рассмотрим зависимость между ошибкой в величине пути камня и возникаюш,ими отсюда ошибками профиля шаблона.
В месте сопряжения (точке N) трудно соблюсти точность в 1 микрон, почему изобретатель предлагает ориентироваться на обычно принимаемую Т01,чность, а именно точность просвета. По Берндту минимальная видимая величина
просвета межцу двумя плоскостями равна не менее 5 микронов. При очень узких соприкасающихся поверхностях эта величина уменьшается до 3 микронов. Обозначая отступление полученного профиля от теоретического, т.-е. предполагаемый просвет между йими буквою Z (фиг. 10) и полагая указанную величину не больше 3- 5 микронов (0,003 - 0,005 мм), определим максимально возможное врезание шлифующего камня в тело, т.-е.
величину t. По фиг. 10 --п , отIj fftкуда + ) - 2s; пренебрегая величиной малого порядка - 2s, получим 2 2К2, т.е. t i: ± /2/.
Величины t при s 0,003 мм и при 0,005 мм для различных радиусоа указаны в нижеследующей таблице:
Знак ± у зависит от того, перейдет ли круг точку Л/ или не дойдет До нее. Из таблицы видим, что даже при самых неблагоприятных условиях при наименьших радиусах мм и величине Z 3 микронам - максимальная величина t 0,8 мм. Как наблюдается на практике, момент останова края камня по отношению к точке Л/ можно установить с точностью до 0,03-0,03 «л, а при тщательной проверке даже и до 0,01 мм. На основании же вьяшеприведенных расчетов имеется возможность делать эту ошибку до 0,08 мм и гораздо выше без ущерба для точн:)сти шаблона.
Практически легко найти момент останова камня с указанной выше точностью приспособлением, указанным на фиг. 12, где через ,ш обозначена ширина круга, а через а расстояние между проекциями центров окружностей; кроме того дается положение оси Oi вращения шаблона относительно края камня. Имея эти три величины, мы должны установить начальную и конечную точку движения стола по отношению к кругу и, следовательно, одновременно и величину хода стола. Для этого на поперечно двигающемся столе имеются два переставных кулачка / и 2, а между ними помещен кулачок 5 толщиною ги, связанный с тягой /% расположенной на пластине Р, прикрепленной к станку. В момент упора кулачка / или 2 в кулачок 3 тяга F, скользящая между направляющими Af, действует на рычаг L, вращающийся вокруг неподвижной точки Я и упирающийся то правым, то левым своим концом в площадку Л, укрепленную на штифте индикатора. Устанавливая между кулачками / и 2 расстояние а, по плиткам получим величину движения щлифовального круга (вернее изделия), равную а. Чтобы найти местоположение кулачков, учитывается положение оси вращения щаблона Oi по отношению к грани камня.
При изготовлении шаблонов, где сопрягаются дуга с дугою, необходимо отметить, что шлифовка дуги радиуса R (фиг. 11) не вызывает осложнений, так как камень имеет свободный выход. Шлифовка же дуг радиусов г является сложной, так как здесь возможно врезание камня в тело шаблона или недоход его до точк1 сопряжения. Во избежание этого необходимо установить, как и в предыдущем случае, три величины; начальный и конечный моменты поворота системы и положение камня относительно оси Oj, которое при шлифовке дуг должно быть точно симметрично. Установка начального и конечного момента поворота осуществляется в описанном ниже приспособлении при помощи плиток; ошибки же в профиле, вызываемые врезанием камня при сопряжении дуг в этом случае, по заявлению изобретателя, меньше, чем при сопряжении дуги с прямой. Точный метод, их вычисления сложен и здесь приводятся лишь окончательные данные вывода, а именно: ошибка при сопряжении дуги с дугой (назовём ее X), будет меньше ошибки сопряжения дуги с прямой (мы ее назвали г) на величину, пропорциональную отношению радиусов,
т.-е. Х (1-JJ-- При со, т.-е. в
случае сопряжения прямой с дугой, формула примет известный нам вид: jf при поправка и ошибка при сопряжении равна нулю,
При шлифовании замкнутых сложных профилей сначала изготовляются отдельно две половинки с тщательно шлифованными торцами, а затем они соединяются друг с другом.
Предмет изобретения.
Станок ДЛ5 шлифования шаблонов с прямолинейными и дуговыми участками с применением подвижного в трех взаимно перпендикулярных направлениях рабочего стола, несущего качающийся вокруг неподвижной оси держатель шаблона, отличающийся тем, что держатель выполнен в виде прямоугольного угольника, внутренние плоскости которого служат прямоугольными координатными плоскостями для установки шаблона в требуемое положение относительно вращающегося шлифовального круга,


| название | год | авторы | номер документа |
|---|---|---|---|
| Глобоидная червячная передача | 1958 |
|
SU139530A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| Станок для шлифования кромки у фигурного листового стекла | 1940 |
|
SU59599A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для обработки шлифованием стержней прямоугольного сечения | 1950 |
|
SU94298A1 |
| Гранильный станок для обработки драгоценных камней | 1949 |
|
SU86097A1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |