В Предлагаемом, станке для шлифования кромки у фигурного листового стекла на вращающемся шпинделе со шлифуемым стеклом укреплен шаблон, к которому прижимается шлифовальная бабка, установленная на поворотном плече.
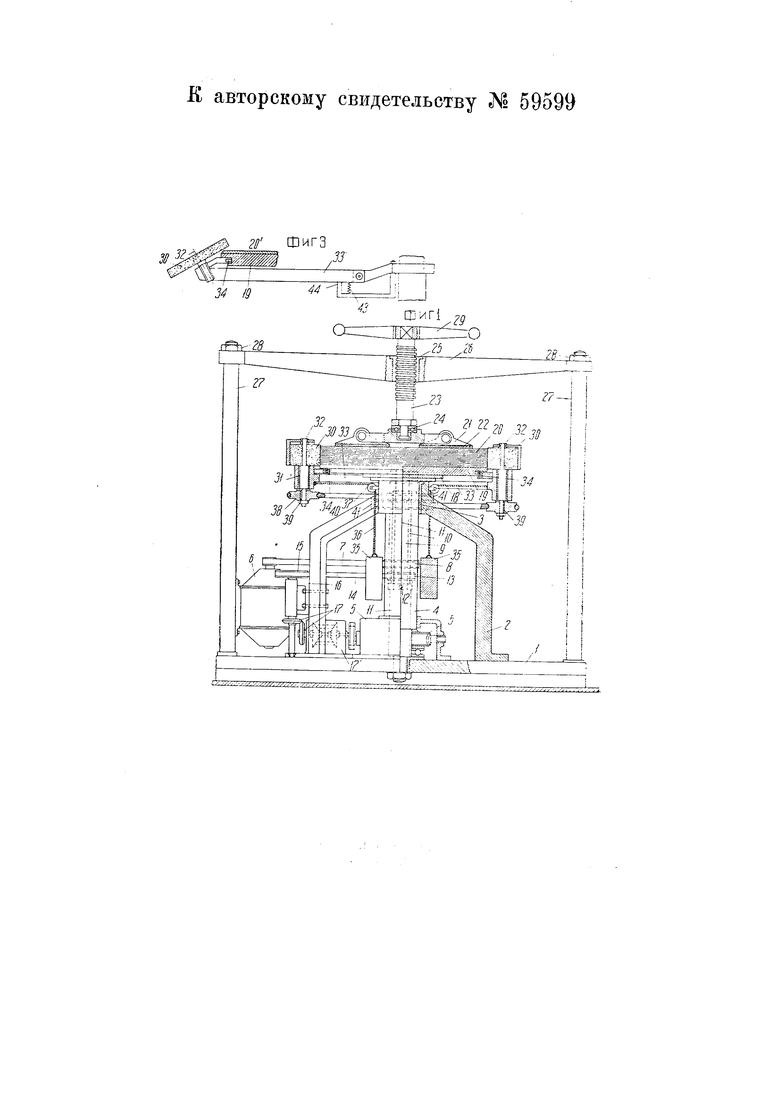
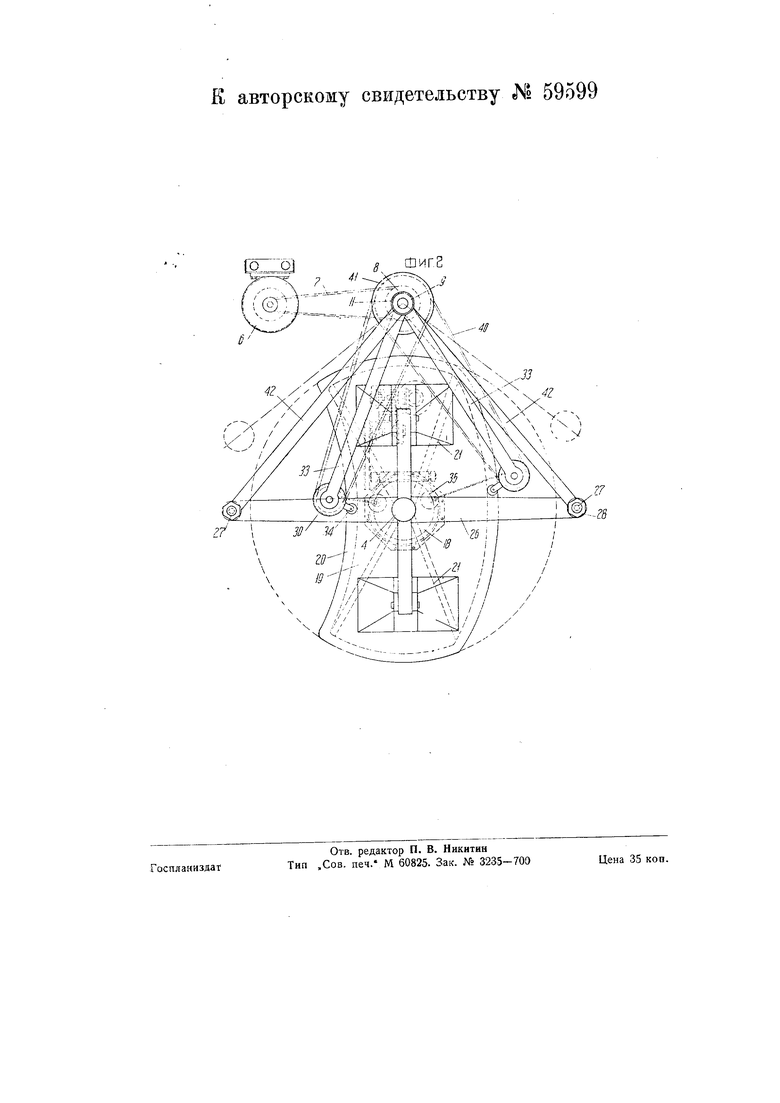
На схематическом чертеже фиг; 1 изображает вертикальный разрез станка для шлифования кромок у фигурного листового стекла; фит. 2 - вид его сверху; фиг. 3 - вид сбоку по(Воротного плеча для обработки фацета.
На станине 1 станка помеш,ена стойка 2 с подшипником 3 для штгинделя 4. На шпинделе 4 укреплена пли, та 8, на которую устанавливается шаблон 19 по конфигурации подлежаш,его обработке фигурного листового стекла. Шаблон 19 служит и столом для укладки пачки 20 стекла, которая прижимается к столу специальными колодками 21, снабженными резиновыми прокладками 22 и связанными с винтом 23. Последний проходит через гайку 25, установленную в поперечине 26, закрепленной гайками 28 на стойках 27.
Поворотом маховика 29 винт заKpenviseT колодками стекло на шаблоне, а шариковый подшипник 24 дает возможность поворота плиты 18, шаблона 19 и пачки 20 стекла при вращении шпинделя 4.
Электродвигатель 6 посредством гибкой передачи 7 связал со шкивом 8 на шпинделе 9, который враш,ается в подшипнике 10, установленном на стойке 11 и закрепленном штифтом 12. Стойка 11 закреплена на станине 1.
На шпинделе 9 установлен второй шкив 13, соеди ненный посредством ремня 14 со шкивом 15 вала, установленного в кронштейне 16, прикрепленном: к стойке 2.
Посредством шестерен 17, . р&гулятора скоростей 17 и редч-ктора 5 враш.ение передается шпинделю 4.
На поворотных плечах 33, установленных «а стойке И, помеш ены шлифовальные бабки, со€тояшие из подшипников 31 для валиков 32, несущих шлифовальные круги 30. Плечи 33 снабжены роликами 34, скользяпхими по крОМке шаблона 19. Посредством прикрепленных к плечам 33 тяг 36, перекинутых через блоки 37 и несущих на концах грузы 35, плечи постоянно прижаты роликами 34 к кромке шаб.тона 19, а шлифовальные круги 30 - к пачке 20 стекла.
На концах валиков 32 закреплены на шпонках 39 шкивы 38, связанные гибкой передачей 40 со ш-кивами 41, установленными на шпинделе 9, который приводится во враш,ение от электродвитателя 6 вместе со шкивами 8 и 13. Для устойчивости стойка И связывается тягами 42 со стойками 27.
Для обработки края стекла пачка 20 егО укладывается на шаблон 19 и закрепляется колодками 21. После этого включается электродвигатель 6 и шпинделю 4, вместе с шаблоном и пачкой, сообш,ается медленное вращение, скорость которого регулируется вариатором скоростей 17.
В это же время шлифовальные круги 30 посредством уже описанной ранее передачи приводятся в быстрое врашевие (примерно, 800 оборотов в минуту). Грузы 35 прижимают ролики 34 к пааблону 19 и соответственно шлифовальные круги 30 к шлифуемому ими краю пачки стекла.
Все листы стекла после выхода со станка имеют одинаковые размеры и фОрму.
Листы стекла с отшлифованными краями снимаются со станка и прямоугольные края ИХ закругляются путем приведения их в соприкосновение с поверхностью шлифовального круга или с движущейся непрерывной лентой, покрытой наждаком.
Для шлифовки и полировки фацета на стойку 11 устанавливается шарнирное плечо 33 (фиг. 3), несушее на конце наклонный валик 32 с шлифовальным камнем 30 и ролик 34, скользящий по шаблону 19. Плоскость 1ил.ифовальногО камня прижимается к стеклу 20 посредством пружины 43, а упор 44 ограничивает обработку сЬгпета.
Предмет изобретения.
Станок для шлифования кромки у фигурного листового стекла, отличаю щ и и с я применением поворотного плеча со шлифовальной бабкой, прижимаемой к шаблону, укрепле;кному на вращающемся шпинделе со шлк,фуемьв стеклом.
2S ШигЗ
34 19
ЩИГ
ЩЕ1:± О
S шиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для шлифования плоскостей граненой стеклянной посуды | 1940 |
|
SU60152A1 |
| Станок для шлифования и полирования стеклянных листов | 1939 |
|
SU55349A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Шлифовальный станок с периодически поворачивающимся столом | 1935 |
|
SU45508A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ДETAЛEV1 | 1971 |
|
SU303167A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Многошпиндельная машина для притирки пробок к стеклянной посуде | 1949 |
|
SU85859A1 |
| Устройство для шлифования сдвоенных кулачков | 1983 |
|
SU1159767A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |