Известно устройство для накатывания резьбы на заготовках, включающее станину с размещенным на ней плашкодержателем с неподвижной плашкой и ползуном с подвижной плащкой.
Предлагаемое устройство позволяет наматывать резьбу на длинных заготовках с любой формой ненакатываемой части. Это достигается тем, что устройство снабжено щарнирно-рычажным механизмом для удерживания заготовки в процессе накатывания, выполненным в виде кривошипа, один конец которого щарнирно соединен с шатуном, а другой установлен поворотно на оси, параллельной оси накатываемой заготовки; свободный конец шатуна имеет головку с встроенной опорой для размещения быстросменной профильной втулки с заготовкой. С целью изменения положения шарнирно-рычажного механизма, кривошип выполнен из двух частей, взаимно перемещаемых параллельно оси кривошипа, а ось кривошипа размещена на регулируемой относительно станины стойке.
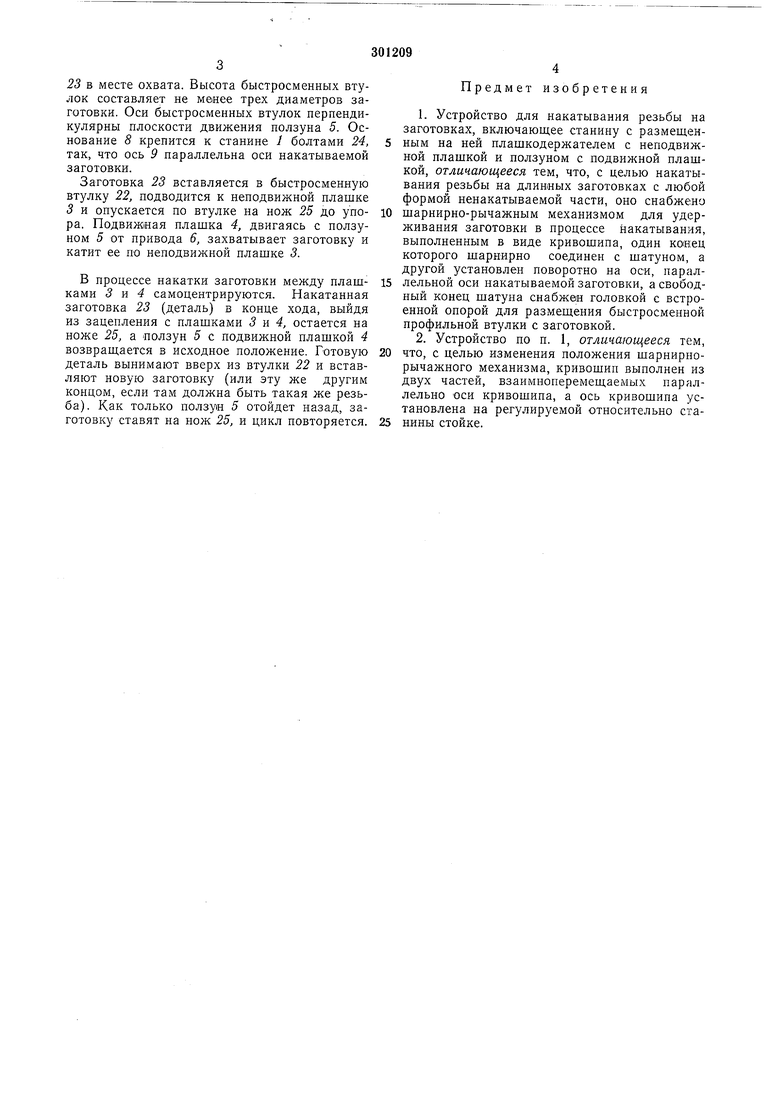
На фиг. 1 показано описываемое устройство; на фиг. 2 - то же, разрез по А-А на фиг. 1 и вид -по стрелке Б.
репляется на ползуне 5, который получает возвратно-поступательное движение от привода 6.
Для удерживания заготовки в процессе накатывания устройство снабжено шарнирнорычажным механизмом 7, состоящим из основания 8, на котором крепится ось 9 с буртиком; на ось надевается корпус 10 с запрессованной в него втулкой 11 и сверху крепится
0 шайбой 12 и гайкой 13. Для уменьшения трения от собственного веса рычагов на ось 9 надет подшипник 14. Втулка 11 свободно вращается на оси 9. К корпусу 10 крепится болтами 15 кривощип 16, который при настройке
5 в зависимости от длины накатываемой заготовки может передвигаться в вертикальном положении по шпонке 17 и соответствующим пазам в кривошипе 16. Кривошип и шатун 18 соединены между собой щарнирно.
0
На свободном конце шатуна 18 имеется го ловка 19, в которую вмонтированы подшипники 20 и постоянная опора с буртиком 21. Б опору вставляется быстросменная втулка 22 с буртиком, целая или разъемная в зависимости от формы и размера заготовки 23.
Внутренний диаметр (сторона квадрата, шестигранника и т. д.) быстросменных втулок 22 должен быть, равен диаметру (стороне квадрата, шестигранника н т. д.) заготовки
23 в месте охвата. Высота быстросменных втулок составляет не менее трех диаметров заготовки. Оси быстросменных втулок нерпендикулярны плоскости движения ползуна 5. Основание 8 крепится к станине 1 болтами 24, так, что ось 9 параллельна оси накатываемой заготовки.
Заготовка 23 вставляется в быстросменную втулку 22, подводится к неподвижной плашке 3 и опускается по втулке на нож 25 до упора. Подвижная плашка 4, двигаясь с ползуном 5 от привода 6, захватывает заготовку и катит ее по неподвижной плашке 3.
В процессе накатки заготовки между плашками 3 vi 4 самоцентрируются. Накатанная заготовка 23 (деталь) в конце хода, выйдя из зацепления с плашками 3 и 4, остается на ноже 25, а -ползун 5 с подвижной плашкой 4 возвращается в исходное положение. Готовую деталь вынимают вверх из втулки 22 и вставляют новую заготовку (или эту же другим концом, если там должна быть такая же резьба). Как только ползуе 5 отойдет назад, заготовку ставят на нож 25, и цикл повторяется.
Предмет изобретения
1.Устройство для накатывания резьбы на заготовках, включающее станину с размещенным на ней плашкодержателем с неподвижной плашкой и ползуном с подвижной плашкой, отличающееся тем, что, с целью накатывания резьбы на длинных заготовках с любой формой ненакатываемой части, оно снабжено
шарнирно-рычажным механизмом для удерживания заготовки в процессе накатывания, выполненным в виде кривошипа, один коиец которого шарнирно соединен с шатуном, а другой установлен поворотно на оси, параллельной оси накатываемой заготовки, а свободный конец шатуна снабжен головкой с встроенной опорой для размещения быстросменной профильной втулки с заготовкой.
2.Устройство по п. 1, отличающееся тем, что, с целью изменения положения шарнирнорычажного механизма, кривошип выполнен из двух частей, взаимноперемещаемых параллельно оси кривошипа, а ось кривошипа установлена на регулируемой относительно стаНИНЫ стойке.
А -А
uS6
17 /5 (В
Риг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К ПРОФИЛЕНАКАТНОМУ СТАНКУ | 2002 |
|
RU2240889C2 |
| Устройство для холодильного накатывания спиральных канавок на трубе | 1976 |
|
SU654337A1 |
| ПРОФИЛЕНАКАТНЫЙ СТАНОК | 2004 |
|
RU2243055C1 |
| Станок-автомат для накатывания резьбы | 1986 |
|
SU1454559A1 |
| Станок-автомат для накатывания резьбы | 1976 |
|
SU738733A1 |
| Автоматический резьбонакатный станок | 1979 |
|
SU871944A1 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |

