1
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания резьб плашками на заготовках с высоко расположенным центром тяжести, например, на винтах с удлиненной-цилиндрической ГОЛОВКОЙ.
Цель изобретения - повышение производительности и расширение технологически возможностей за счет ори ентирования заготовок с высоко рас- положенн.1М центром тяжести.
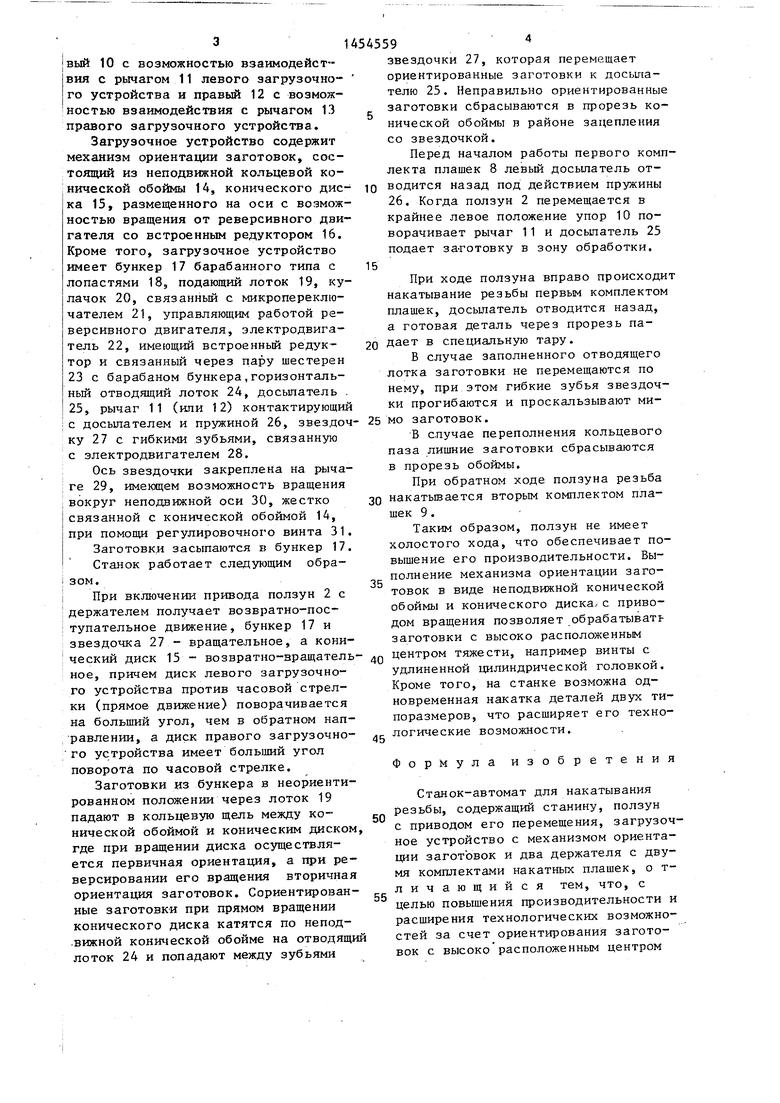
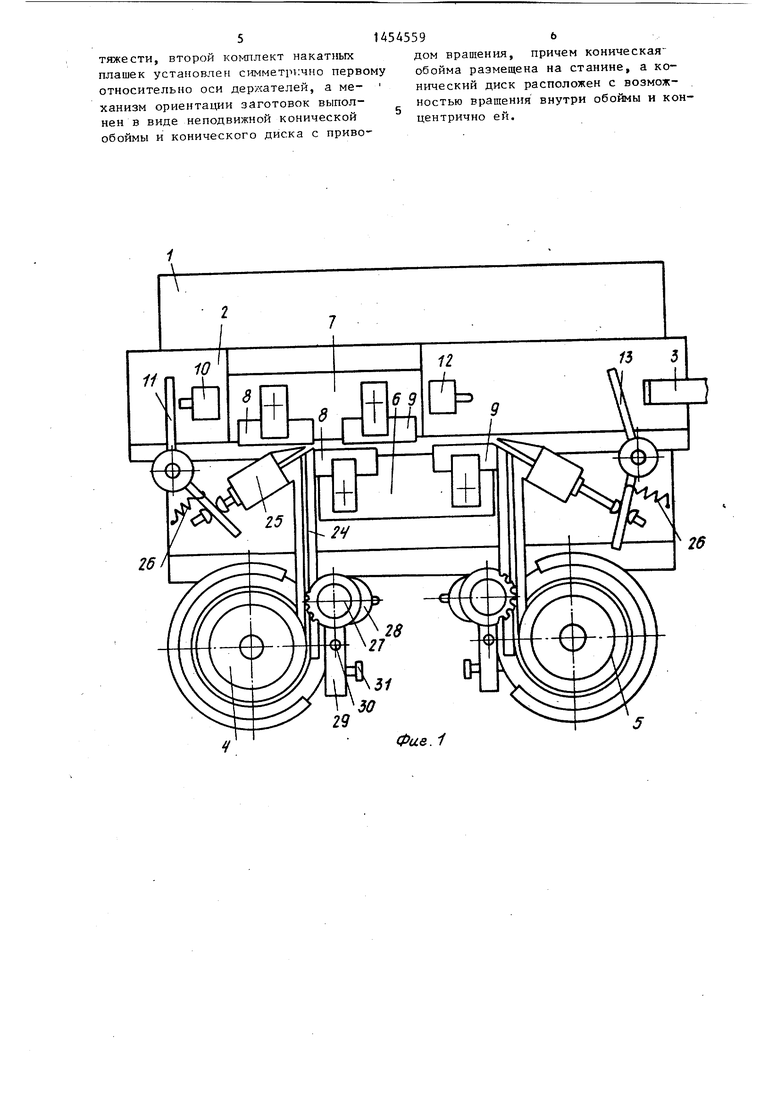
На фиг. 1 представлен станок, общий вид; на фиг. 2 - загрузочное устройство.
; 10
15
Станок-автомат содержит станину 1, на которой в ее направляющих установлен с возможностью горизонтального перемещения ползун 2, связанный с шатуном привода 3. На станине установлено два загрузочных устройства (левое 4 и правое 5, являющееся зеркальным отражением левого) и держатель 6. На ползуне 2 размещен держатель 7. В держателях укреплены два комплекта резьбонакатных плашек 8 и 9, причем второй комплект плашек 9 установлен симметрично первому относительно центральной оси держателей. На ползуне 2 расположены упоры - ле4
СП
СЛ
U54559
вый 10 с возможностью взаимодействия с рычагом 11 левого эагрузочно™ го устройства и правый 12 с возможностью взаимодействия с рычагом 13 правого загрузочного устройства.
Загрузочное устройство содержит механизм ориентации заготовок, состоящий из неподвижной кольцевой конической обоймы 14, конического диска 15, размещенного на оси с возможностью вращения от реверсивного двигателя со встроенным редуктором 16. Кроме того, загрузочное устройство имеет бункер 17 барабанного типа с лопастями 18, подающий лоток 19, кулачок 20, связанный с микропереключателем 21, управляющим работой реверсивного двигателя, электродвигатель 22, имеющий встроенный редуктор и связанный через пару шестерен 23 с барабаном бункера,горизонтальный отводящий лоток 24, досылатель 25, рычаг 11 (или 12) контактирующи
с досылателем и пружиной 26, звездо
ку 27 с гибкими зубьями, связанную с электродвигателем 28.
Ось звездочки закреплена на рычаге 29, имеющем возможность вращения вокруг неподвижной оси 30, жестко связанной с конической обоймой 14, при помощи регулировочного винта 31
Заготовки засыпаются в бункер 17
Станок работает следующим образом.
При включении привода ползун 2 с держателем получает возвратно-поступательное движение, бункер 17 и звездочка 27 - вращательное, а конический диск 15 - возвратно-вращателное, причем диск левого загрузочного устройства против часовой стрелки (прямое движение) поворачивается на больший угол, чем в обратном направлении, а диск правого загрузочного устройства имеет больший угол поворота по часовой стрелке.
Заготовки из бункера в неориентированном полшсении через лоток 19 падают в кольцевую щель между конической обоймой и коническим диско где при вращении диска осуществляется первичная ориентация, а при реверсировании его вращения вторична ориентация заготовок. Сориентированые заготовки при прямом вращении конического диска катятся по непод .вижной конической обойме на отводя лоток 24 и попадают между зубьями
звездочки 27, которая перемещает ориентированные заготовки к досьша- телю 25. Неправильно ориентированные заготовки сбрасываются в прорезь конической обоймы в районе зацепления со звездочкой.
Перед началом работы первого комплекта плашек 8 левый досылатель от- водится назад под действием пружины 26. Когда ползун 2 перемещается в крайнее левое положение упор 10 поворачивает рычаг 11 и досьшатель 25 подает заготовку в зону обработки.
При ходе ползуна вправо происходит накатывание резьбы первым комплектом плашек, досылатель отводится назад, а готовая деталь через прорезь падает в специальную тару.
В случае заполненного отводящего лотка заготовки не перемещаются по нему, при этом гибкие зубья звездочки прогибаются и проскальзывают ми25 мо заготовок.
В случае переполнения кольцевого паза лишние заготовки сбрасываются в прорезь обоймы.
При обратном ходе ползуна резьба 30 накатьгоается вторым комплектом плашек 9.
Таким образом, ползун не имеет холостого хода, что обеспечивает повышение его производительности. Выполнение механизма ориентации заготовок в виде неподвижной конической обоймы и конического диска, с приводом вращения позволяет обрабатывать заготовки с высоко расположенным центром тяжести, например винты с удлиненной цилиндрической головкой. Кроме того, на станке возможна одновременная накатка деталей двух типоразмеров, что расширяет его технологические возможности.
35
40
45
Формула изобретен
и я
Станок-автомат для накатывания резьбы, содержащий станину, ползун с приводом его перемещения, загрузочное устройство с механизмом ориентации заготовок и два держателя с двумя комплектами накатных плашек, о т- личающийся тем, что, с целью повышения производительности и расширения технологических возможностей за счет ориентирования заготовок с выеоко расположенным центром
тяжести, второй комплект накатных плашек установлен симметрично первому относительно оси дерх ателей, а ме- ханизм ориентации заготовок выполнен в виде неподвижной конической обоймы и конического диска с привоу
U54559ь
дом вращения, причем коническая обойма размещена на станине, а конический диск расположен с возможностью врашения внутри обоймы и кон- центрично ей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство к резьбонакатному станку с плоскими плашками | 1989 |
|
SU1708579A1 |
| Двухшпиндельный автомат для накатывания резьбы на шпильках | 1980 |
|
SU910295A1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| Резьбонакатной станок | 1978 |
|
SU740368A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании резьб. Цель изобретения - повышение производительности и расширение технологических возможностей за счет обработки заготовок с высоко расположенным центром тяжести, например на винтах с удлиненной цилиндрической . ГОЛОВКОЙ. Станок-автомат содержит станину, ползун, плашкодержатели, загрузочное устройство с механизмом ориентации заготовок и два комплекта резьбонакатных плашек, установленных в плашкодержателях симметрично относительно центральной оси. Механизм ориентации заготовок выполнен в виде неподвижной конической обоймы и конического диска с приводом вращения. Заготовки подаются в щель между конической обоймой и коническим диском, где при вращении диска осуществляется их ориентирование. При перемещении ползуна вправо производится накатывание резьбы одним комплектом плашек, а при его перемещении влево - другим комплектом. Таким образом ползун не имеет холостого хода, что обеспечивает повышение производительности устройства. 2 ил. f i (Л
22
го
2Ь
Фие. Z
i6
| Уик Ч | |||
| Обработка металлов без снятия стружки | |||
| М.: Мир, 1965, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
