Изобретение относится к области сварочной техники и может быть применено при изготовлении неразъемных втулочных соединений труб с трубами, труб со стержнями, а также листовых конструкций при помощи точечной и роликовой сварки в судостроении, авиастроении, машиностроении и строительной технике.
Известен способ односторонней контактной сварки, при котором свариваемые детали размещают между сварочными электродами и подкладкой. Недостатком такого способа соединения втулочных и листовых конструкций являются значительные потери мощности на шунтирование сварочного тока.
Предложенный способ отличается тем, что в детали, примыкающей к электродам, выполняют прорезь, расположенную между электродами. Это обеспечивает сокращение затраты энергии и улучшение качества соединения за счет уменьшения шунтирования тока.
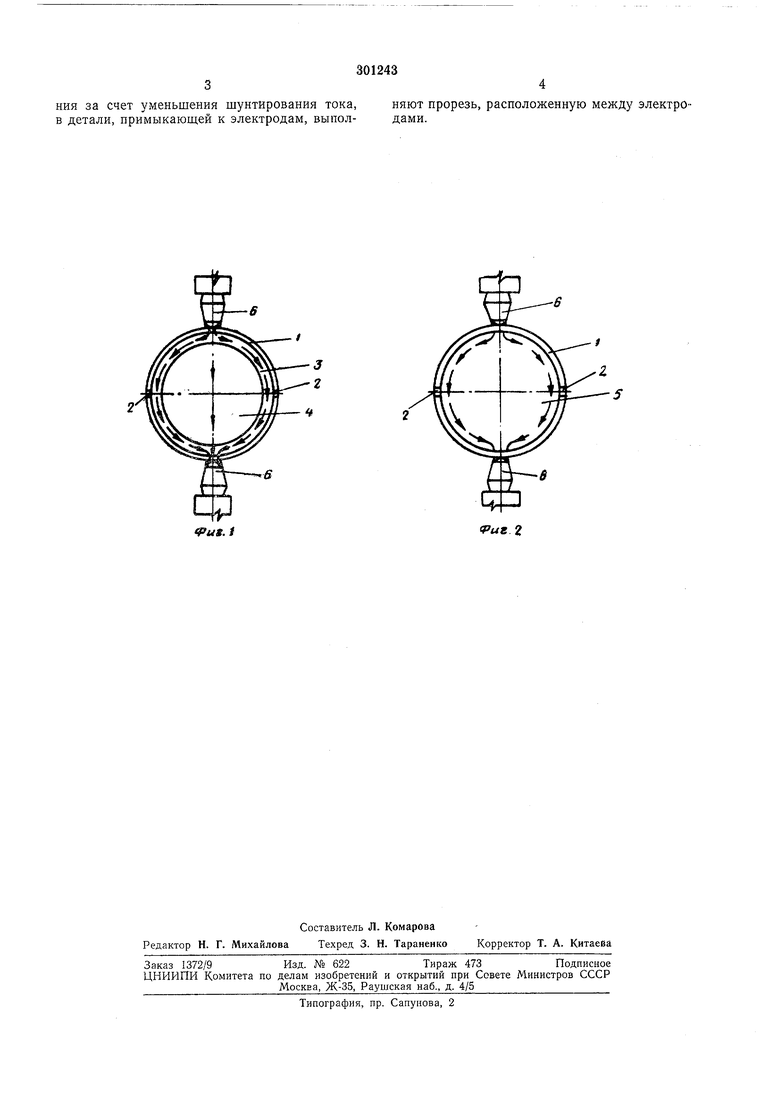
На фиг. 1 показана схема втулочного соединения труб; на фиг. 2 - схема втулочного соединения трубы со стержнем (путь тока при сварке обозначен стрелками).
При сварке втулочного соединения труб па наружной трубе / выполняют сквозные прорези 2, которые препятствуют шунтированию сварочного тока. Длина прорезей равна длине внутреннего участка трубы или втулки 3.
Внутрь трубы помещают стержень 4 из меди или бронзы.
Свариваемые детали - трубы 1 и 3, а также трубу / и стержень 5 (см. фиг. 2) помещают под электроды 6 точечной или роликовой контактной сварочной машины.
Сварные точки и швы могут выполняться вдоль и поперек соединений. В продольном направлении сварка может выполняться только на участке, ограниченном длиной прорезей 2, в поперечном направлении - по всему периметру соединения. При этом электроды 6 должны быть установлены по обе стороны прорезей.
Указанным способом могут свариваться втулочные соединения, имеющие различную геометрическую форму поперечного сечения, из металлов и сплавов, подлежащих контактной точечной и роликовой сварке.
20
Предмет изобретения
Способ односторонней контактной точечной и роликовой сварки преимущественно втулочных и листовых конструкций, при котором свариваемые детали размещают между сварочными электродами и подкладкой, отличающийся тем, что, с целью сокращения затраты энергии и улучшения качества соедииения за счет уменьшения шунтирования тока, в детали, нримыкаюшей к электродам, выполняют прорезь, расположенную между электродами.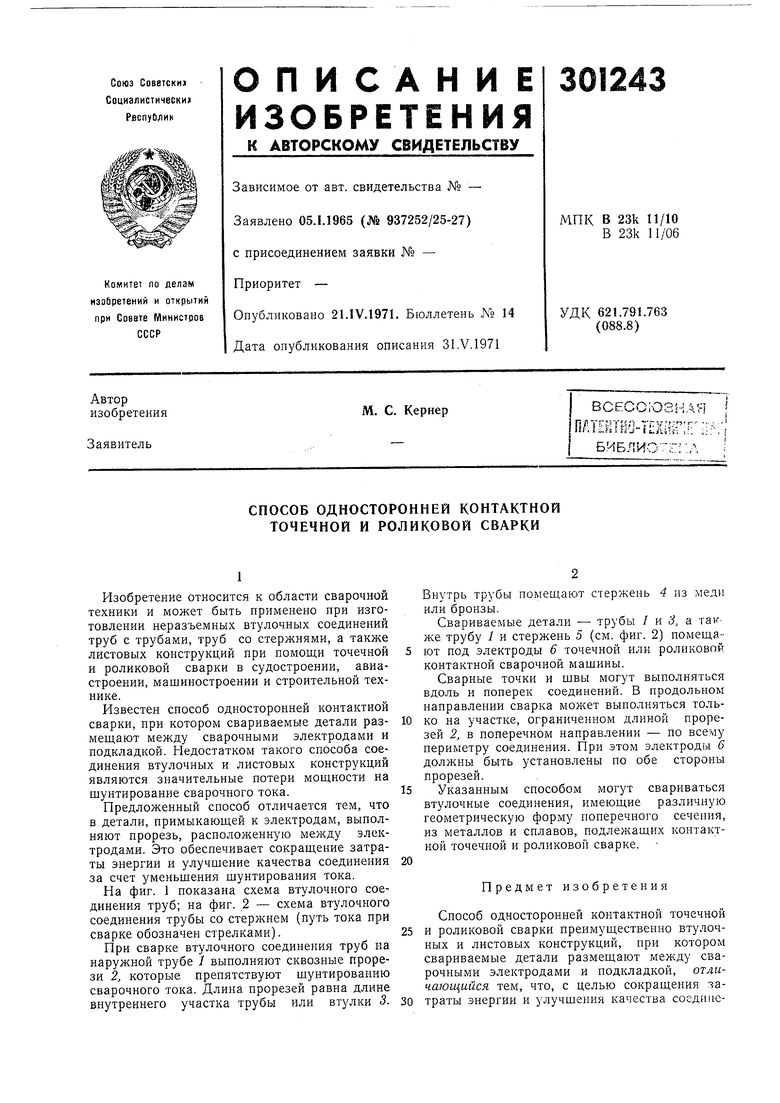
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления | 2017 |
|
RU2669138C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2269400C2 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2235626C2 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2226143C2 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Головка для контактной сварки | 1981 |
|
SU1013169A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |