Изобретение относится к области кузнечного производства.
Известны заготовки для поковок, сваривае-. мых давлением, состоящие из нескольких частей. Недостатком этих заготовок является неудовлетворительное качество металла в местах соединения частей заготовки.
Для повышения прочностных и пластических свойств по стыкам частей заготовок на соприкасающихся поверхностях частей заготовок выполнены сопрягающиеся между собой конусообразные выступы и впадины с углом конусности меньше прямого на величину угла трения. Угол конусообразного выступа меньше угла конусообразной впадины на величину не более 3°.
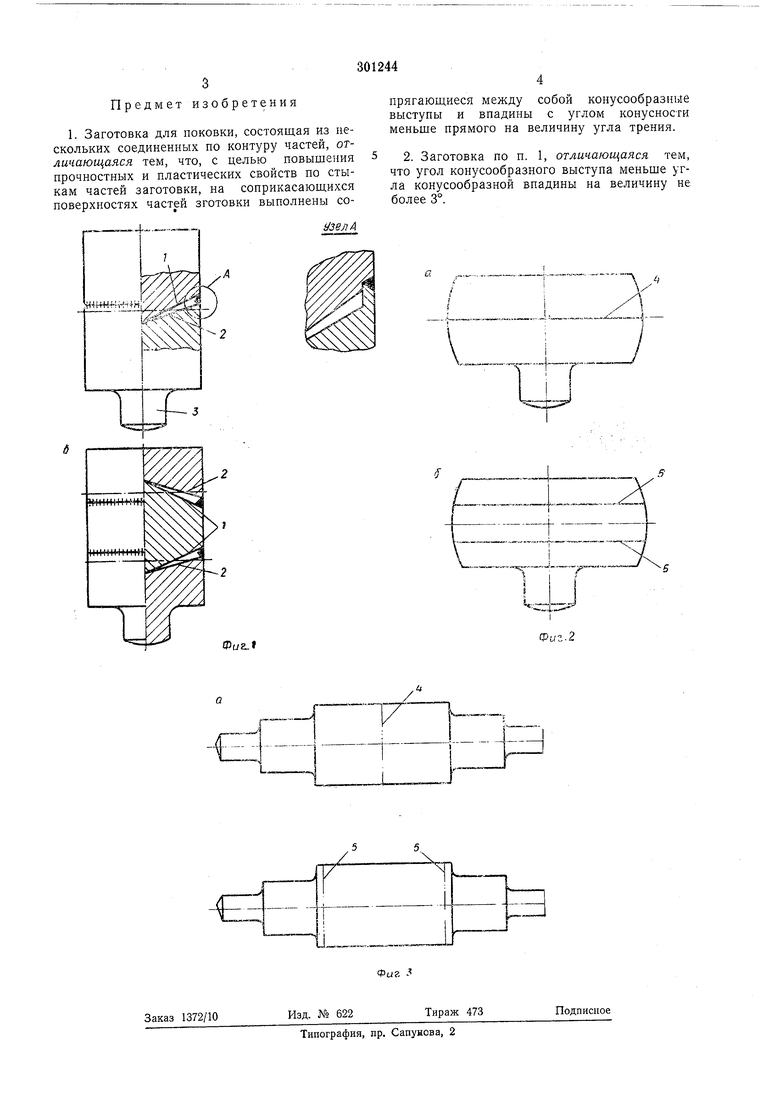
На фиг. 1 показана заготовка перед ковкой с одной (а) и двумя (б) соприкасаемыми поверхностями; на фиг. 2 - то же, после осадки; на фиг. 3 - откованные поковки.
Заготовка собирается из частей 1 и 2, на соприкасающихся поверхностях которых выполнены сопрягающиеся между собой конусообразные выступы на части 1 и впадины на части 2. Угол конусности меньше прямого на величину угла трения для материала заготовки при данных температурных условиях.
заготовки соединяются замковым устройством и провариваются с защитной атмосферой. В нижней части заготовки предусмотрена цапфа -3.
Собранная заготовка нагревается до ковочной температуры, подается под пресс и осаживается со степенью деформации 35-40VoПри этом конусообразные поверхности выпрямляются, переходя в плоские (см. фиг. 2). Поверхность соединения располагается в зонах различной интенсивности течения металла, что предопределяет разницу взаимных смещений по стыкуемым поверхностям и успешное соединение частей заготовки. Соприкосновение этих поверхностей начинается в центральной зоне и распространяется к периферии заготовки. При этом происходят дополнительные взаимные перемещения и возникают большие удельные усилия по поверхности сварки.
После осадки на 35-40% заготовка подвергается второму нагреву с выдержкой при ковочной температуре для прохождения процессов гомогенизации. Затем заготовка снова осаживается до общей степени деформации 50о/о (от исходной высоты), а потом куется до получения необходимой формы и размеров. Поверхность соединения располагается или в средней части бочки 4 или по ее концам 5
Предмет изобретения
1. Заготовка для поковки, состоящая из нескольких соединенных по контуру частей, отличающаяся тем, что, с целью повышения прочностных и пластических свойств по стыкам частей заготовки, на соприкасающихся поверхностях частей зготовки выполнены сопрягающиеся между собой конусообразные выступы и впадины с углом конусности меньще прямого на величину угла трения.
2. Заготовка по п. 1, отличающаяся тем, что угол конусообразного выступа меньше угла конусообразной впадины на величину не более 3°.
Узел А
4.---Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ПОКОВКИI асЕСОЮБ-'^дя | 1972 |
|
SU323220A1 |
| Инструмент для осадки заготовок | 1983 |
|
SU1088860A1 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| Способ изготовления многослойных полых изделий | 1985 |
|
SU1338957A1 |
| Способ изготовления изделий кольцевой формы | 1982 |
|
SU1134269A1 |
| Способ радиальной ковки | 1988 |
|
SU1637926A1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ЗАГОТОВКИ | 2008 |
|
RU2376098C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛАС ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙЧЕРЕЗ ДВЕ ВОЛОКИ | 1972 |
|
SU435028A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ получения осесимметричных заготовок и устройство для его осуществления | 1984 |
|
SU1281329A1 |