Изобретение относится к области кузнечного вроизводсгва.
Известны заготовки для поковок, состоящие из нескольк1их сва1риваемых давлением частей, предварительно соединяемых с зазором между сопрягающимися поверхностями, имеющими плоские и наклонные участки.
Недостаток так1их заготовок - неудовлетворительное качество сварного щва.
Для устранения выщеуказанното недостатка части предлагаемой заготовки соединены по краям, а ПЛОСКОСТЬ разъема |расположена перпендикулярно продольной оси заготовки, при этом зазор Выполнен увеличивающимся от края заготовки к центру.
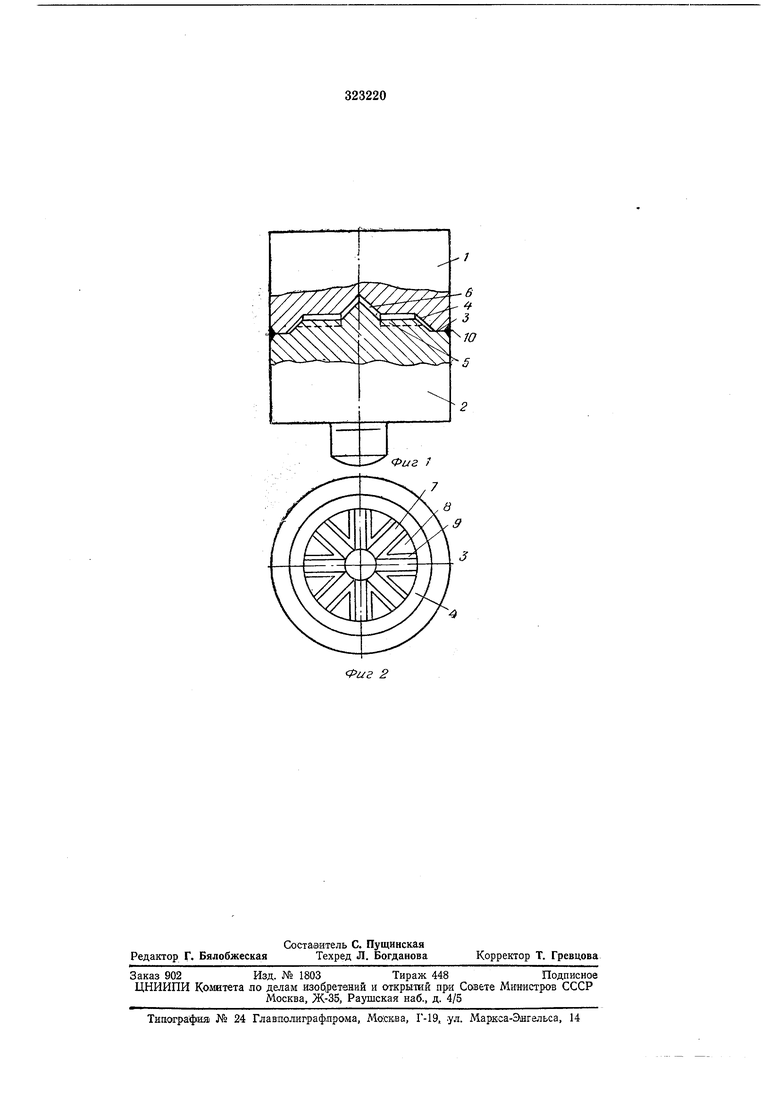
На фиг. 1 изображена предлагаемая заготовки, общий вид; на фиг. 2 - вид на деталь 2.
Заготовка для кузйечной сварки состоит из двух или нескольких деталей 1 и 2. На поверхности их соединения выполнены плоские 3, наклонные 4 участки на периферии, чередующиеся с такими же плоскими 5 и наклонными 6 участками в средней ее части. Зазор по месту соединения участков выполнен увеличивающимся от края к оси заготовки. Причем относительная велична зазора у плоских участков 5 больше, чем у наклонных 4 и 6. На плоском участке, расположенном в середине заготовки, выполнены, например, фрезерованием или
штамповкой, радиальные лазы 7, чередующиеся с выступами 8 и уклонами 9 в тангенциальном направлении. Детали заготовки предварительно сваривают вакуум-плотным швом 10.
Заготовку, предназначенную для Кузнечнюй сварк1и, нагревают до ковочной температуры, подают под пресс и осаживают. Детали 7 и 2 сближаются, причем деформация сжатия и сдвига распространяется от периферии к оси заготовки. Наклонные участки 4 способствуют увеличению схватывания металла в осевом паправлении, а развитая за счет 7, выступов 8 и наклонных участков 9 поверхность заготовки в средней ее части обеспечивает наличие интенсивных сдвигов деформации. Такая конфигурация поверхностей соприко-сновения соединяемых деталей способствует улучшению свариваемости заготовки.
Предмет изобретения
Заготовка для поковки, состоящая из нескольких соединенных с зазором частей, обращенные друг ,к другу поверхности которых выполнены ступенчатыми, отличающаяся тем, что, с целью повышения качества поковки, части заготовки соединены по краям, а плоскость разъема расположена перпендикулярно продольной оси заготовки, при этом зазор выполнен увеличивающимся от края заготовки к центру.
(риг 2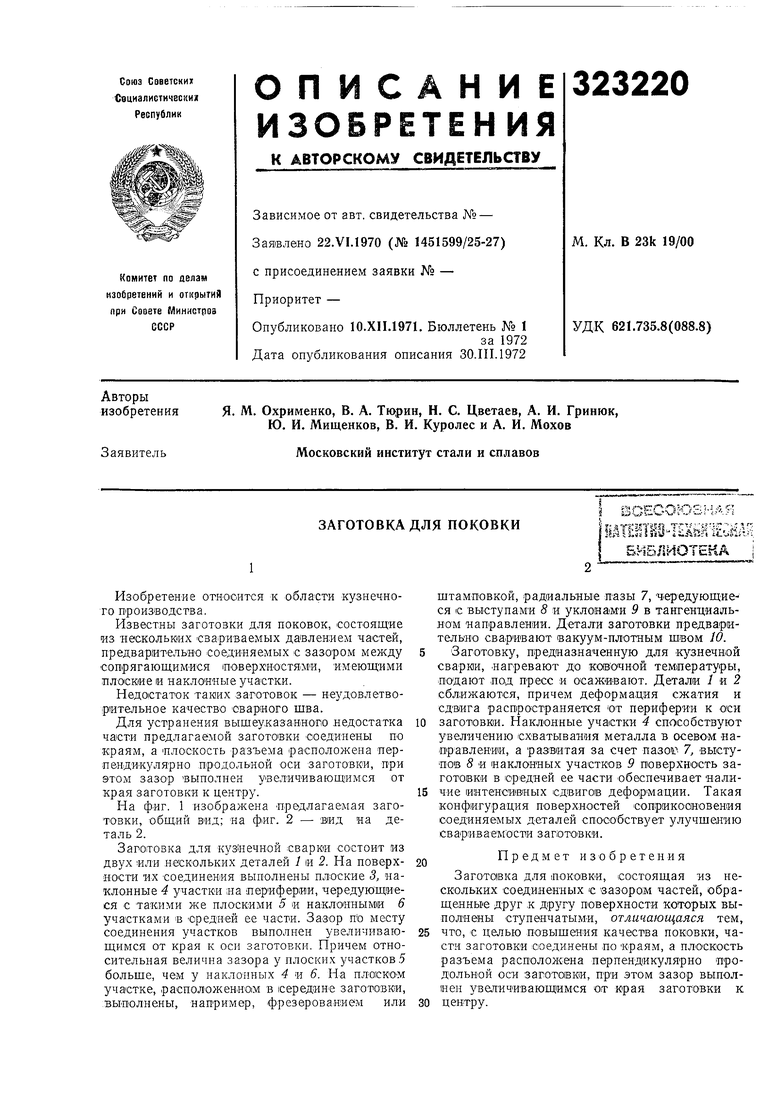
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| Кузнечный инструмент | 1979 |
|
SU837540A1 |
| Штамп для вытяжки кузовных деталей | 1987 |
|
SU1447482A1 |
| Способ получения осесимметричных заготовок и устройство для его осуществления | 1984 |
|
SU1281329A1 |
| ЗАГОТОВКА ДЛЯ КОВКИ ИЗДЕЛИЙ | 1970 |
|
SU276707A1 |
| Штамп для вытяжки с растяжением | 1990 |
|
SU1794544A1 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| Разъемное соединение | 1982 |
|
SU1668749A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |