Известны двусторонние многошииндельные горизоитально-сверлильные станки для обработки деталей типа валов, устанавливаемых транспортным устройством в зажимное приспособление нротив силовых головок с инструментом.
Описываемый станок отличается от известных тем, что транспортное устройство выполнено в виде тележки, перемещающейся но копиру, имеющему горизонтальные и наклонные участки, выполненные подпружиненными, а зажимное приспособление выполнено переналаживаемым путем установки на портале пад позициями обработки деталей двух кареток с пружинами, переустанавливаемыми в зависимости от размеров обрабатываемых деталей. Это позволяет упростить обработку и транспортировку деталей различной длины и диаметров.
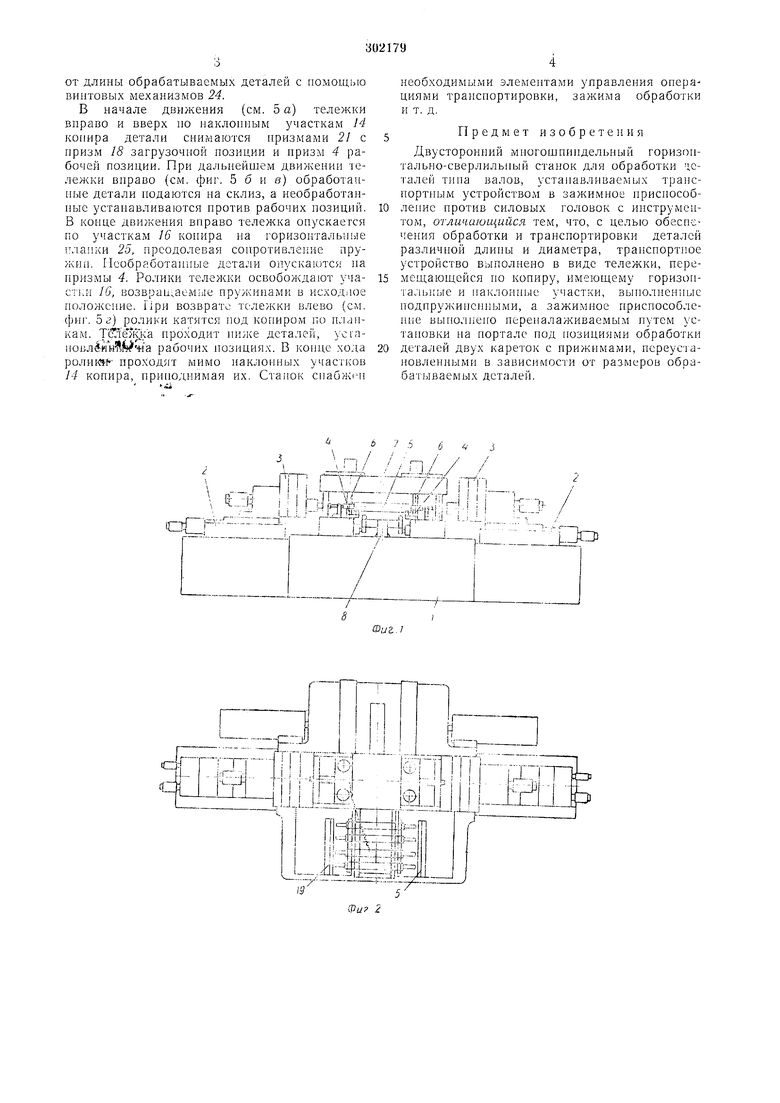
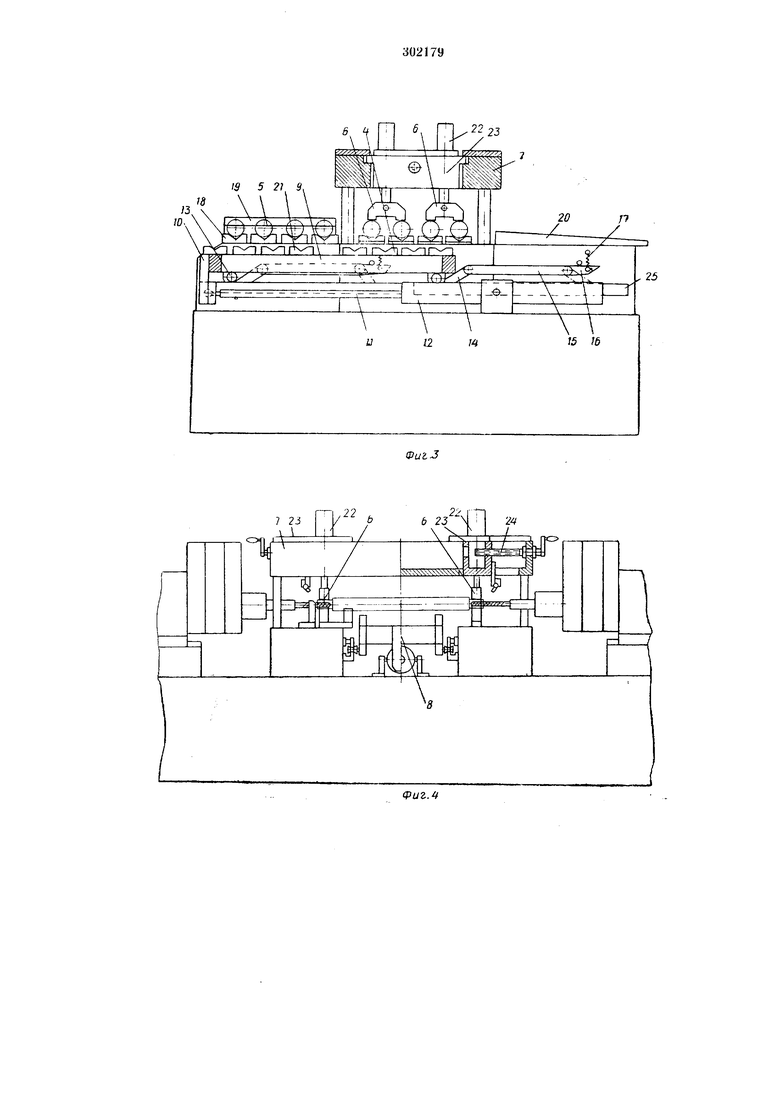
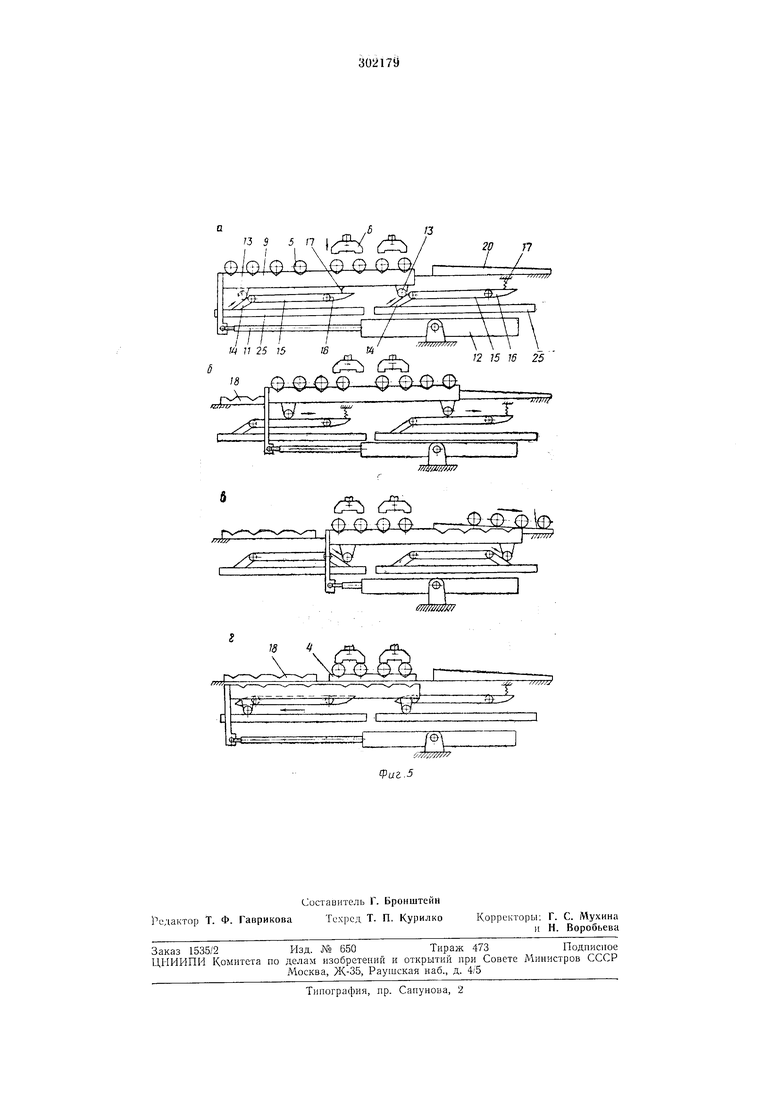
На фиг. 1 показан предложенный станок, боковая проекция; на фиг. 2 - то же, вид в плане; на фиг. 3 - схематичный разрез механизма транспортировки; на фиг. 4 - механизм зажима деталей; на фиг. 5 - схема работы транспортного устройства.
С двух сторон основания 1 станка установлены на силовых столах 2 многощииндельные головки 3 с инструментом. В средней части основания размещены опорные призмы 4 для
установки Деталей 5 в позициях обрабогки, приспособления 6 для зажима деталей, установленные па портале 7, и транспортное устройство 8. Призмы 4 могут переустанавлпваться для разных деталей. Транспортное устройство (см. фиг. 3) представляет собой тележку 9, связанную кронщтейном W со щтоком //, шарнирно закрепленного гидроцилиндра 12 и перемещающуюся на роликах 13 с ребордами
по копиру, состоящему из наклонных участков 14 и прямолинейных участков 15 и 16. Наклонные участки 14 и прямолинейные участки 16 выполнены поворотными относительно неподвижно закрепленных участков 15. Участки 16 удерживаются в горизонтальном положении пружинами 17. На загрузочной позиции детали устанавливаются на неподвижные призмы 18 между ограничительными плапками 19 (см.
фиг. 2). В позиции разгрузки детали, снятые с рабочих позиций, скатываются по наклонному склизу 20. Перегрузка деталей из загрузочной позиции в рабочую и из рабочей па склиз осун ествляется при движении тележки
по копиру с помощью закрепленных на ней призм 21. Приспособления для зажима деталей (см. фиг. 4), приводимые в движение гидроцилиндрами 22 помещены на каретках 23, установленных на портале и имеющих возот длины обрабатываемых деталей с помощью винтовых механизмов 24.
В начале движения (см. 5 а) тележки вправо и вверх но наклонным участкам 14 копира детали снимаются призмами 21 с призм 18 загрузочной позиции и призм 4 рабочей позиции. При дальнейшем движении тележкн вправо (см. фиг. 5 б и в) обработанные детали подаются на склиз, а необработанные устанавливаются против рабочих позиций. В конце движения вправо тележка онускаегся по участкам 16 копира на горизонтальн1)1е планки 25, преодолевая сонротивлепне пружип. Необработанные детали опускаются на призмы 4. Ролики тележки освобождают участки 16, возвраи;аемые пружинами в исход11ое положение. При возврате тслежкн влево (см. фи1. 5 г) ролики катятся под копиром по н.чанкам. T( проходит пиже деталей, усгапоилёин Уч-га рабочих позициях. В конце хода ролиьгя- проходят мимо иаклопных участ1а1в 14 копира, прнподнимая их. Станок снабжгН
неооходнмыми элементами управления операциями транспортировки, зажима обработки
и т. д.
Предмет изобретения
Двусторонний миогошниндельный горизонтально-сверлильиый станок для обработки ч,сталей типа валов, устанавливаемых транспортным устройством в зажимное нриспособление против силовых головок с ипструментом, отличающийся тем, что, с целью обеспечепия обработки и транспортировки деталей различпой длипы и диаметра, транснортиое устройство вынолнеио в виде тележки, переметающейся по копиру, имеющему горизонтальные и наклонные участки, вынолненные нодпружипенными, а зажимное нриспособленне BbiHo.uieno переналаживаемым путем установки на нортале под позициями обработки
деталей двух кареток с прижимами, переустановленными в зависимости от размеров обрабатываемых деталей.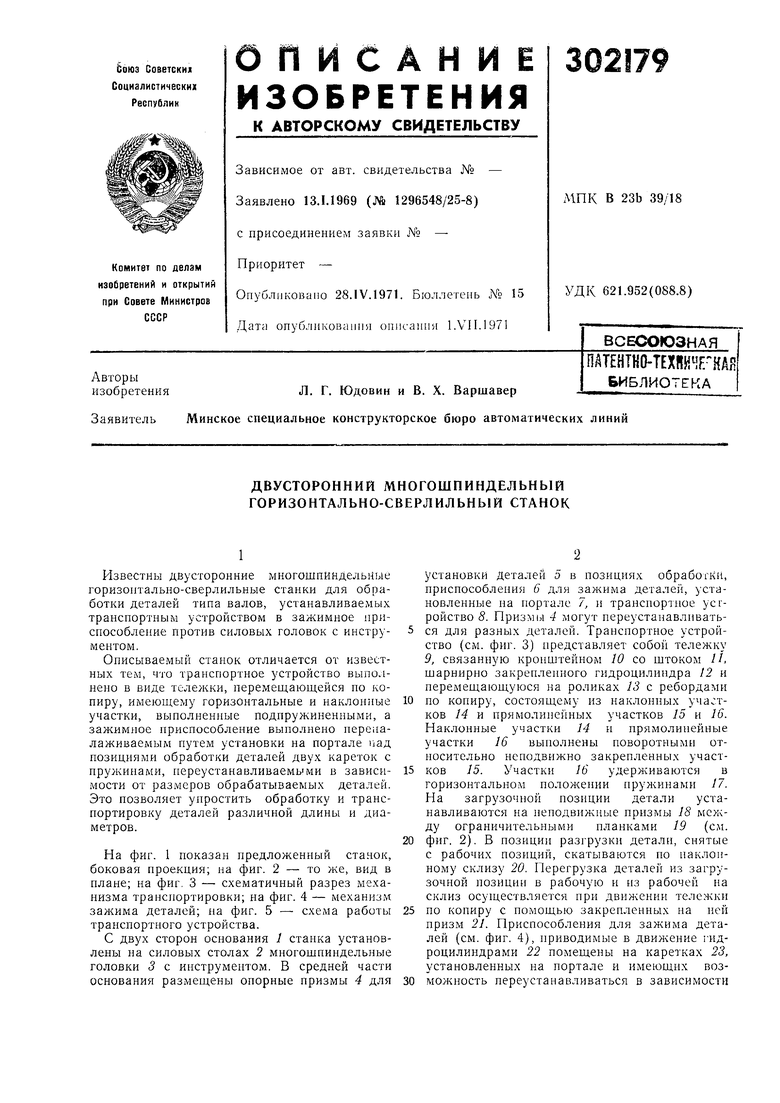
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ | 1972 |
|
SU426799A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Агрегатный станок | 1975 |
|
SU553088A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Агрегатный станок | 1980 |
|
SU895623A1 |
| Роторный станок | 1976 |
|
SU662321A1 |
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256526C2 |
.jrtf -/ F/ird-l I i Щ- Ш iii:ri {iL
6 : г--, / / /
/
/
-ii-:.:-:I-Do
-Г
- ..i ,
Ч1л,1Ш1.
,ч -..-.-.-.- H-tWii.4p±--4.o --. 7
Фи 2
in
