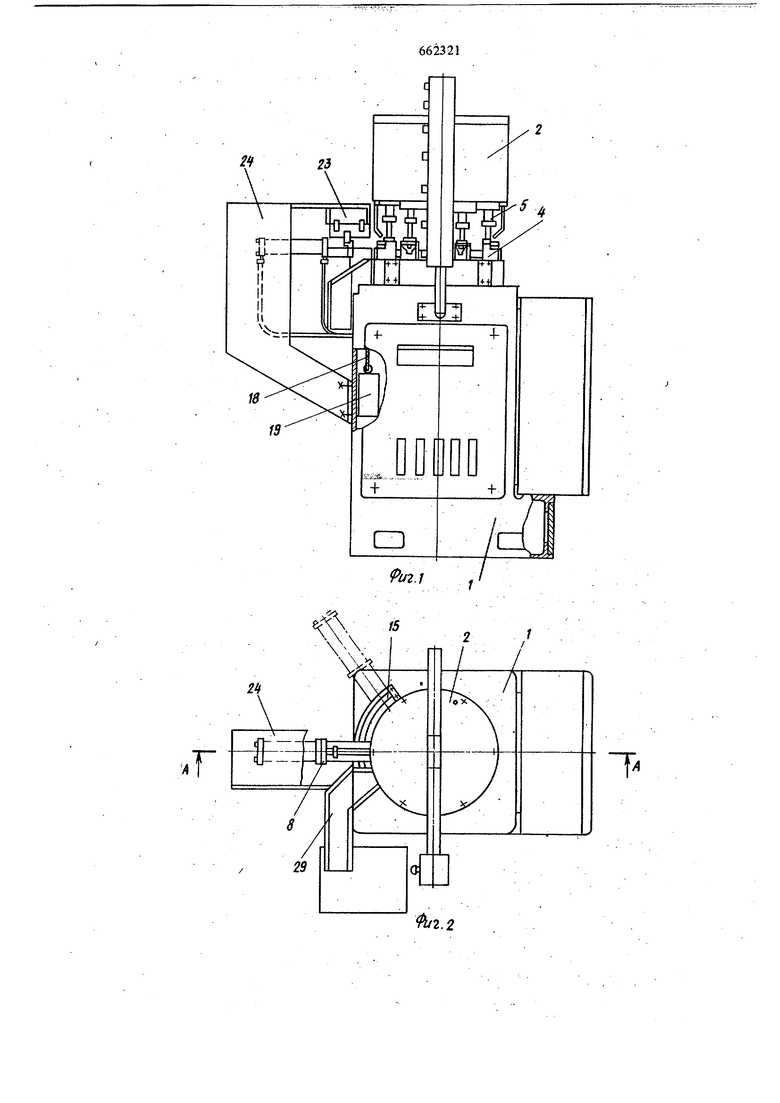
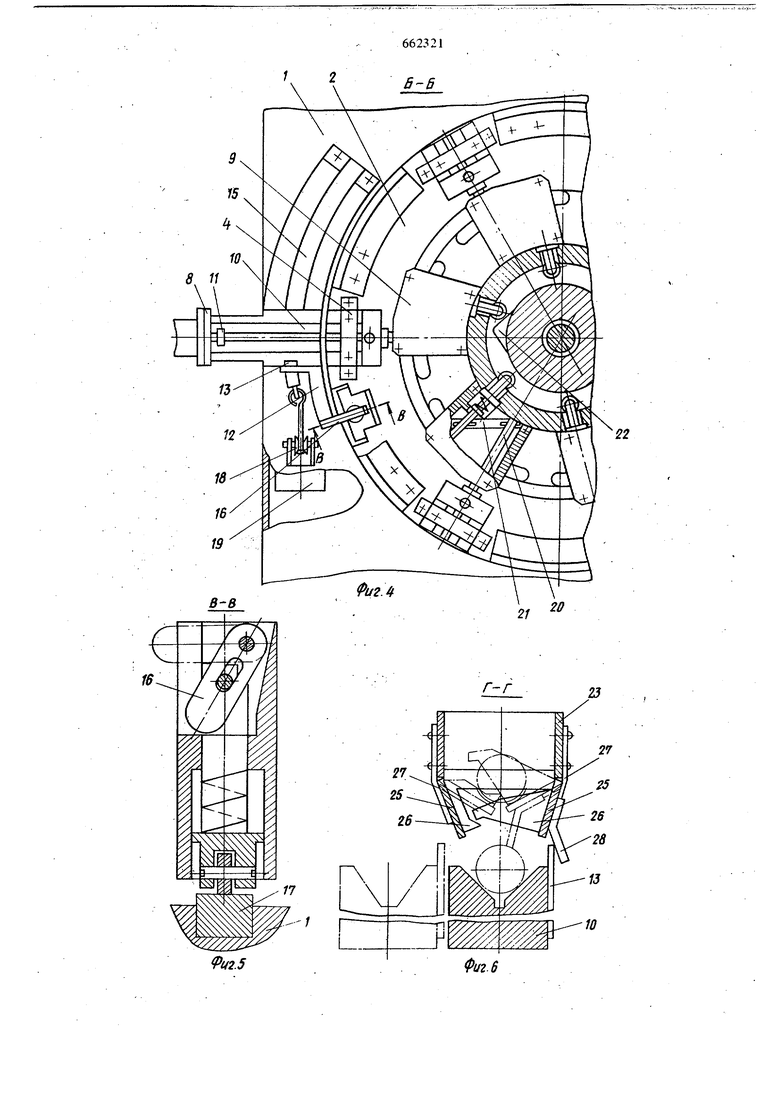
(54) РОТОРНЫЙ СТАНОК 36 правляющих 15 станины 1, расположенньк концентрично рабочему ротору 2. На роторе 2 шарнирно закреплены флажки 16, управляемые от копира 17. Направляющая призма 10 кинематически посредством трособлочного устройства 18, соединена с противовесом 19 обратного хода Разгрузочное устройство 9 включает в себя выталкиватель 20, систему рычагов 21 и неподййжный копир 22. Неподвижно закрепленный на станине 1 загрузочный бункер 23 содержит защитный кожух 24, две створки 25 с кулачками 26, две пластинчатые пружины 27 и упор 28, жестко . закрепленный па одной из створок 25. Роторный станок работает следующим образом. ., Рабочий кладет деталь в загрузочный бункер 23. Если-в это время щаговое загрузочное устройство 8 сопровождения досьшает предьщущую деталь в зажимное приспособление 4, то ось направляющей призмы 10 не совпадает с осью загрузочного бункера 23, И створки 25 закрыты под действием пластинчатых пружин 27. Деталь остается в бупкере 23 до подхода загрузочного устройства 8. При возврате загрузочного устрой ства 8 в исходное положение ось загрузочного бункера 23 совпадает с Осью направляющей призмы 10. При зтом ее упор 13 взаимодействует с упором 28 и, преодолевая сопротивление пластинчатых пружин 27, открывает с помощью кулачков 26 одновременно обе створки 25 (как noKaiaHo на фиг. 6). Деталь падает непосредственно па направляющую призму 10. Загрузка детали в зажимное приспособление 4 происходит при непрерывном вращении рабочего ротора 2. При подходе очередного зажимного приспособ ления 4 к зоне загрузки флажок 16 под воздействием копира 17 поворачивается в вертикальной плоскости, занимает горизонтальное положе ние и входит в зацепление с упором 12. При этом ось толкателя II совпадает с осью зажим ного приспособления 4, щаговое загрузочное устройство R сопровождения поворачивается син хронпо с рабочим роторо.м 2 на угол, обеспечивающий загрузку деталч, толкатель 11 досылает деталь в зажимное приспособление 4, а опорные ролики 14 катятся по направляющим 15 станины 1. После загрузки флажок 16 опус каетс)г, и освобожденное щаговое загрузочное устройство 8 посредством противовеса 19 обрат ного хода и трособлочного устройства 18 возвращается, в исходное положение. При дальнейщем повороте ротора 2 деталь автоматически закрепляется 6 зажимном приспооблении 4, просверливается и при подходе к зоне разгрузки освобождается. В зоне разгрузки выталкиватель 20 взаимодействует через систему рычагов 21 с неподвижным копиром 22 и выталкивает просверленную деталь из зажимного приспособления 4 на склиз 29 и далее в тару. При дальнейщем вращении ротора 2 освобожденное зажимное приспособление 4 подходит к зоне загрузки, флажок 16 под воздействием копира 17 поворачивается в горизонтальное положение и входит в зацепление с упором 12. Далее цикл повторяется. Формула изобретения.. 1.Роторный станок, например, для сверления радиальных отверстий в деталях типа стержень, содержащий ctaifiiHy с рабочим ротором, установлен11ые на роторе зажимные приспособления и инструментальные щпин.дели, привод вращения этих щпинделей и механизм .их подачи, щаговое загрузочное устройство сопровождения, а также выталкиватели деталей, загрузочный бункер и копир, отличающийся тем, что, с целью упрощения конструкции, на станине конценгрично рабочему ротору смонтированы направляющие, щаговое загрузочное устройство сопровождения выполнено в виде дризмы с толкателем, на которой жестко закреплены опорные ролики, контактирующие с направляющими, и упор, а на рабочем роторе щарнирно закрепЛен флажок. 2.Станок по П.1, отличающийся тем, что он снабжен противовесом, связанным с призмой посредством трособлочной системы, 3.Станок по П.1, отличающийся тем, что флажок кинематически связан с копиром. 4.Станок по П.1, отличающийся тем, что бункер неподвижно установлен на станине над призмой и содержит защитный кожух и две подпружиненные створки с кулачками, на одной из которых закреплен упор. Источники информации, принятые во внимание при экспертизе 1. Рабинович А.Н. и др. Сборочные мащины и липки непрерывного действия, Киев, 1965, с. 25:-26, рис. 12.
2f
Т
2.2
Риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный станок | 1980 |
|
SU906667A1 |
| Протяжной станок | 1980 |
|
SU891262A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Многопозиционный станок | 1984 |
|
SU1220735A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| Роторный станок | 1976 |
|
SU617242A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU343919A1 |