Изобретение относится к гальйанлческим Покрытиям, преимущественно к поточным линиям для нанесения гальванических покрытий и предназначено, в частности для никелирования сгереотипов, применяемых на печатных машинах в полиграфической промышленЙОСТИ.
Известна аналогичная поточная л,иния, содержащая прийодные рольганги, установку для обезжиривания и промывки стереотипов, приЁодной цепной транспортер со стереотипными подвесками, загрузочное устройство, гальванованну, анодные камеры, ка.меру для промывки отникелированных стереотипов, разгрузочное устройство.
Расположение стереотипа на подвеске в процессе никелирования в горизонтальном положении с расположенными над ними электродами неудобно тем, что шлам, образующийся в процессе никелирования, осаждается на стереотипе, что делает его недоброкачественным.
Кроме того, расположение приводного цепного транспортера со стереотипными подвесками на разных горизонтальных уровнях способствует более быстрому износу узлов поточной линии.
Предлагаемая поточная линия отл.ичается от из1вестной тем, что она снабжена установленными на приводном рольганге электромеханическими защелками для поштучной подачи стереотипов в цикле, соответствующем шагу стереотипных подвесок. Каждая такая подвеска имеет вилку, выполненную с возможностью поворота относительно горизонтальной и вертикальной оси для установки стереотлпа в вертикальное положение и для правильной ориентации его относительно анодной камеры. Аноды последней в-ертикально закреплены на
анодной Подвеске, выполненной с возможностью перемещения по монорельсу IB процессе никелирования вместе со стереотипом с помощью стереотипной подВесйи, взаимодействующей с вилкой, закрепленной на подвеске
анодной камеры, а после никелирования - с помощью лриводного Шнека, взаимодействуюШего с роликом, закрепленным на анодной подвеске, для возвращения ее в исходное положение.
Кроме того, загрузочное и разгрузочное устройства выполнены в виде рольганга с неприводными роликами и стола, опускающегося для закрепления стереотипа на вилке с помощью неподвижных ,и подвижных захватов и поднимающегося для освобождения стереотипов после никелирования.
Приводной цепной транспортер со стереотипными подвесками может быть расположен
Эти отличия позволяют увеличить срок линии и улучшить качество отникелированных стереотипов.
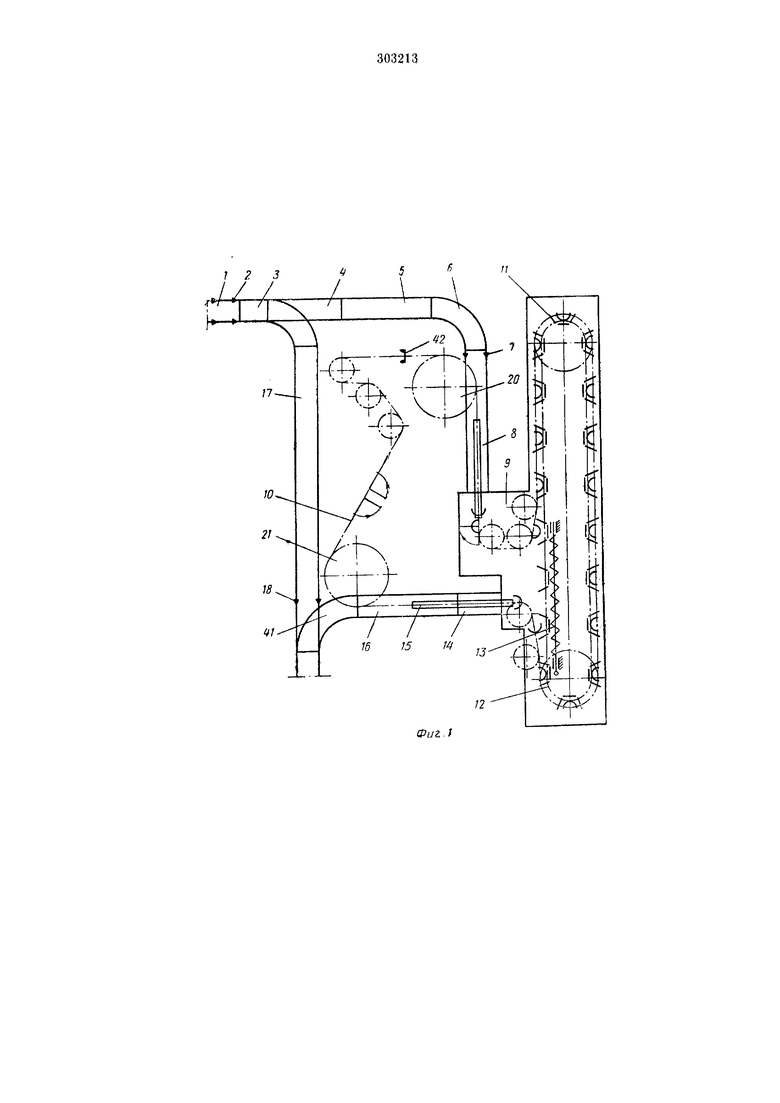
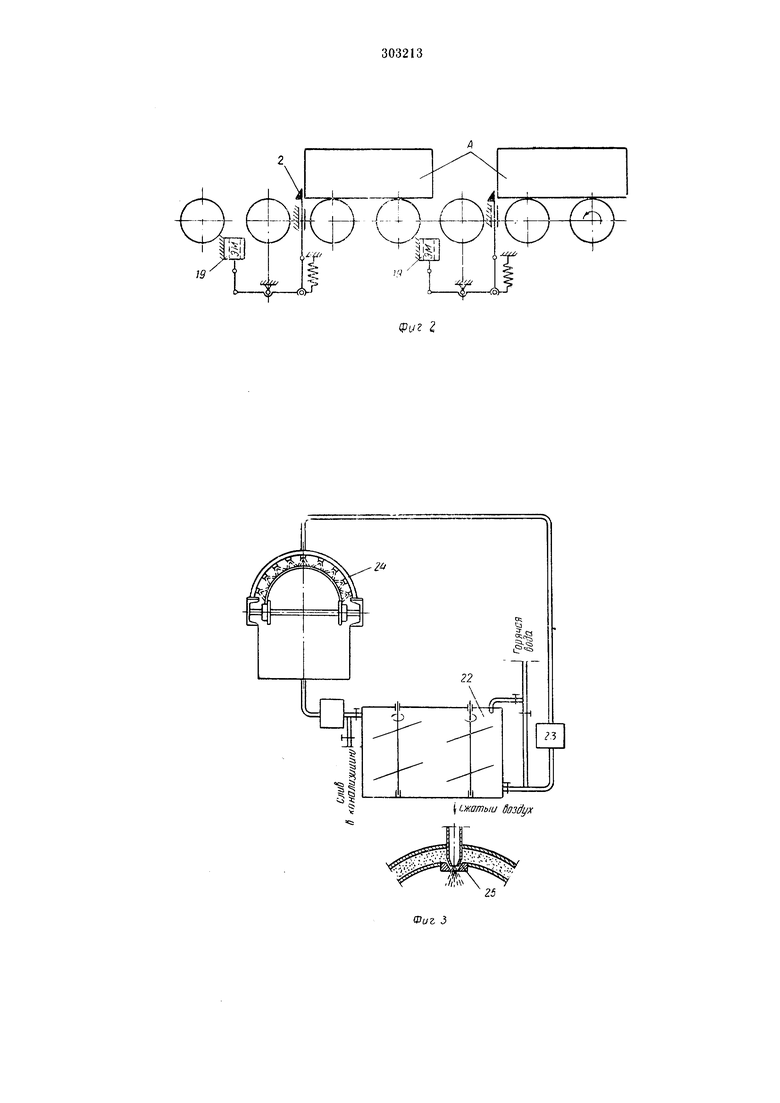
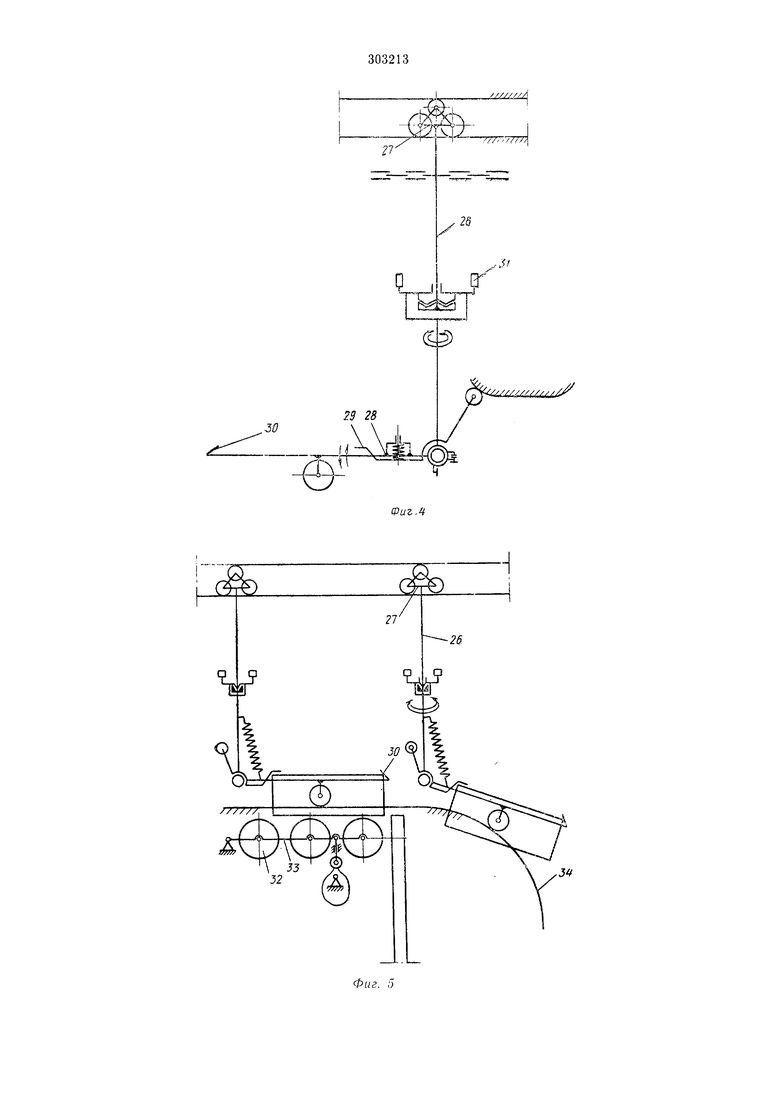
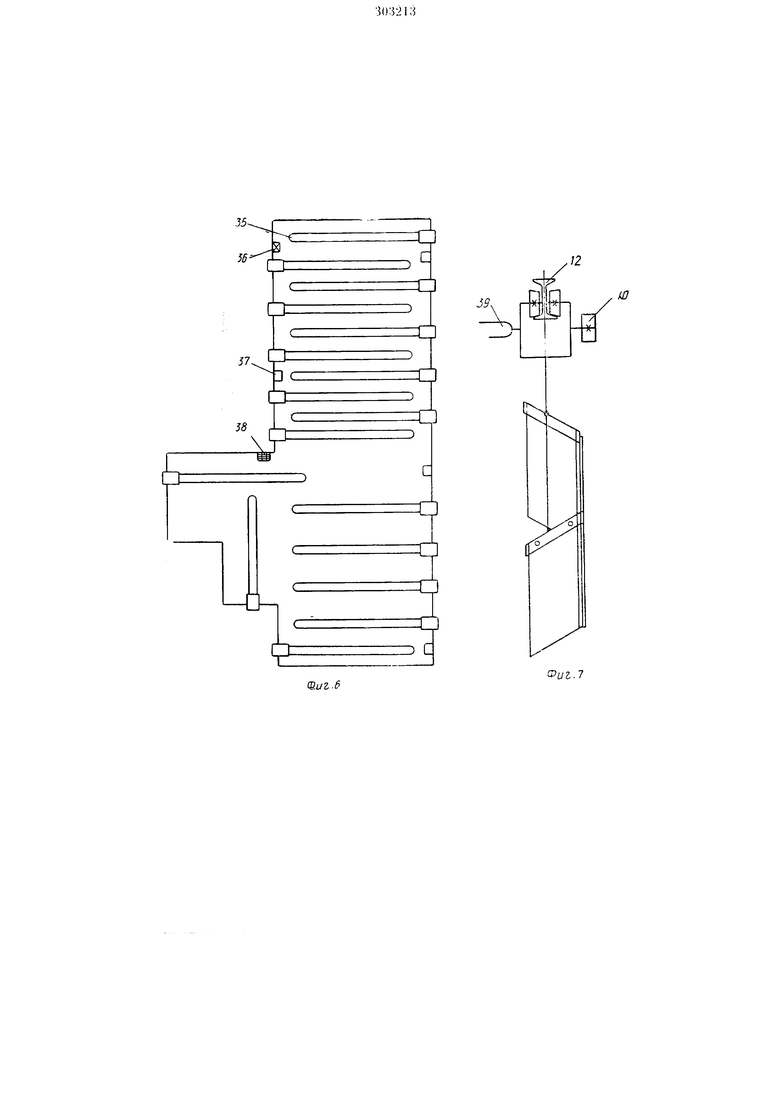
На фиг. 1 представлена схема предлагаемой поточдой линии; на фиг. 2 - электромеханические защелки для отделения стереотипов один от другого; на фиг. 3 - установка для обезжиривания и промывки стереотипов; на фиг. 4 - стереотипная подвеска; на фиг. 5 - с.хема подачи стереотипов в гальваноланну; на фиг. 6 - гальвановапна; на фиг. 7 - анодная лодвеска.
Поточная линия включает приводной питающий рольганг 1, на который стереотипы попадают после их механической обработки на фрезерных станках. На приводном рольганге расположены электромеханические защелки 2, служащие для отделения стереотипов в заданном цикле, соответствующему шаГУ стереотипных подвесок приводного ценного транспортера.
Ноточная линия включает стрелку 3, поз)воляющую подавать стереотипы в поточную линию или непосредственно к печатной мащине; приводной передаточный рольганг4, подающий стереотипы в установку 5 для обезжиривания и промывки стереотипов; приводной передаточный рольганг б, передающий стереотипы после промывки к корректирующим электромеханическим защелкам 7; загрузочное устройство 8; гальванованну 9; главный подвесной цепной транспортер 10; ПОДвески анодных камер 11, дв.ижущихся по внутреннему монорельсу 12, приводной шнек 13, который служит для подачи анодной камеры в исходное положение к месту соединения ее со стереотипной подвеской; приводной приемный рольганг 14 с камерой 15, для промывки отникелированных стереотипов, разгрузочное устройство 16; приводной рольганг 17 с электромагнитными защелками 18, позволяющий подавать стереотипы без никелевого покрытия к печатным машинам.
Работает поточная линия следующим образом.
Приводной питающий рольганг / отделяет поступающие стереотипы один от другого за счет разности скоростей на участках рольганга.
Электромеханические защелки 2 для подачи стереотипов в поточную линию в заданном цикле с щагом стереотипных подвесок, которые работают от электромагнитов 19, включаются которые автоматически от кулаков (не показаны), расположенных на валу звездочки 20, 0,5 оборота которой соответствует перемещению стереотипных подвесок на один щаг.
Стрелка 3 предназначена для подачи стереотипа в линию никелирования или непосредствепно к печатной машине. Переключение стрелки 3 от приводного передаточного рольганга 4 к приводному рольгангу 17 и обратно осуществляется пневматически. Если в машину необходимо подать стереотипы без
никелевого покрытия, то они стрелкой 3 пидаются на приводной рольганг, па котором ра1сположена пара электромагнитных защелок 18, имеющих привод от кулаков на валу приводной звездочки 21. Стереотип выстаивает у защелок и подается к печатной машине точно между двумя стереотипными подвесками, идущими с разгрузочного устройства 16.
Уста}1овка 5 для обезжиривания и промывки стереотипов А содержит камеру для обезжиривания и камеру для про.мывки Стереотипов, аналогичную камере обезжиривания. Меловой раствор из бака 22 подается jiacoco-м 23 в трубчатые блоки 24. Из последних меловой раствор в смеси с сжатым возду.ко.м разбрызгивается форсунками 25 на рабочую поверхность стереотипов.
Использованный меловой раствор возвращается в бак 22. Для перемешивания мелового раствора предусмотрены мешалки с механическим ириводом. После обезжиривания стереотипы промываются водой в моечной камере.
Стереотип, подойдя к защелкам 7, выстаивает и подается в загрузочное устройство строго между двумя стереотипными подвесками, движущимися по приводному цепному транспортеру. Стереотипная подвеска 26 имеет каретку 27, перемещающуюся по монорельсу, и вилку 28 с двумя парами захватов 29 и 30. Захваты 29 подвижные, захваты 30 неподвижные.
В процессе работы вилка 28 поворачивается на 180° с промежуточным пололсепием 90°. Поворот осуществляется лри помощи горок (не показаны), располагающихся вдоль главного конвейера, и иальцев 31 па стереотипной подвеске.
В загрузочном устройстве стереотипы приводными роликами рольганга выталкиваются на неприводные рол.ики 32, где стереотип останавливается. Стереотипная подвеска 26 вилкой 2S заходит под стоящий стереотип и открытыми ПОДВИЛ4НЫМИ захватами 29 толкает его на опускающийся стол 33, доталкивая стереотип до пеподвпжных захватов 30. Затем стол опускается, и подвил ные захваты 29 зал имают стереотип. Стереотипная нодвеска со стереотипом опускается в гальванованну ио направляющей 34 и под тяжестью стереотипа припимает вертикальное пололсепие. После опускания в ванну подвеска со стереотипом разворачивается на 90° для того, чтобы правильно расположить стереотип относительно анодов.
Гальваническая ванна 9 включает электронагреватели 55, располол енные по одну сторону, прибор - показатель рН 36, термометры 37, показатель уровня 38. Электролит подогревается до необходимой температуры электропагревателямл 35, а перемешивается путем анодных камер и подвесок со стереотипами.
Подвески анодных камер // находятся над ванной 9. Аноды зыкрепляются па них с помощью зажимов в вертикальном положении и постоянно находятся IB электролите.
Анодная камера проходит по внутреннему монорельсу 12 с помощью стереотипной подвески 26 сл едующим образом.
Стереотипная подвеска заходит в вилку 39, неподвижно стоящей анодной камеры и увлекает ее за собой. Это обеспечивает постоянное расстояние между анодами и стереотипом в процессе никелирования.
Стереотип находится в ванне 10 мин, перемещаясь В ней при Еикедировани.и с постоянной скоростью. По окончании никелиоования анодная камера // заходит роликом 40 в спираль приводного щнека 13, перемещается по.следним до исходного положения, а подвеска со стереотипом разворачивается на 90 и выходит из ванны ,и попадает на направляющую (не показана), которая возвращает стереотип с подвеской в горизонтальное положение и выводит стереотип на приводной приемный рольганг 14 с камерой 15. Последняя предназначена для промывки отникелированных стереотипов .и захватов при .помощи душевых труб, расположенных с внешней и внутренней сторон стереотипа. Проходя ЗОНУ дождевания, стереотип обмывается горячей водой с температурой 50-70°С.
Затем стереотипная подвеска 26 со стереотипом попадает на разгрузочное устройство 16, где она освобождается от стереотипа следующим образом.
Пара подвижных захватов 29 стереотипной подвески открывается, приводные ускоряющие ролики подают к нлм стереотип, освобождая его -ИЗ неподвижных захватов 30, поднимающийся стол разгрузочного устройства 16 поднимает стереотип над подвеской, которая уходит без стереотипа, а последний остается на неприводных роликах разгрузочного устройства. Следующая стереотипная подвеска выталкивает стереотип на приводной рольганг 41, который подает его к мащине.
Блокировка 42 предусмотрена для остановки .привода гальванолинии пр.и отклонении от горизонтального положения вилки 28 стереотипной подвески.
Предмет изобретения
1. Поточная линия для нанесения гальванического покрытия, например никелевого, на стереотипы, имеющая приводные рольганги, установку для обезжиривания и промывки стереотипов, прлводной цепной транспортер со стереотипными подвесками, загрузочное устройство, гальванованну, анодные камеры,
камеру для промывки отникелированных стереотипов, разгрузочное устройство, отличающаяся тем, что. с целью улучщения качества покрытия и увеличения срока линии, она снабжена установленными на приводном
рольганге электромеханическими защелками для поштучной подачи стереотипов в цикле, соответствующем шагу стереотипных подвесок, каждая из которых имеет ВИЛКУ, выполненную с возможностью поворота относительно горизонтальной и вертикальной оси для установки стереотипа в вертикальное положение и для правильной ор.иента:Ц.ии его относительно анодной камеры, аноды которой вертикально закреплены на анодной подвеске,
выполненной с возможностью перемещен11я по монорельс в процессе никелирования .вмосте со стереотипом с помошью стереотипной подвески, взаимодействующей с в.илкой, закрепленной на подвеске анодной камеры, а
после никелирования - с помошью пр.иводного шнека, взаимодействующего с роликом, закрепленкьпг на анодной подвеске, для возвращения ее в исходное положение.
2. Поточная линия по п. 1, отличающаяся тем, что загрузочные и разгрузочные устройства выполнены в виде рольганга с неприводными роликами и стола, опускающегося для закрепления стереотипа на вилке с помощью
неподЕилчных и подвижных захватов и поднимающегося для освобол дения стереотяпа после никелирования.
3. Поточная линия по пп. 1 и 2, отличающаяся тем, что приводной цепной транспортер со стереотипными подвесками расположен на одном горизонтальном уровне.
S
L
ЧT- / .
Г/
rt-t.«2
.20
4t/k
-K
M/
/0,
,-k
t:p.E
w.
Z,
/ /
/5 W
/J
/2
т
1- 4-4-4-Ь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия гальванического, например, никелирования | 1960 |
|
SU148702A1 |
| Поточная линия для окрашивания изделий | 1985 |
|
SU1328270A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Конвейерный агрегат для мойкии КОНСЕРВАции | 1976 |
|
SU831691A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| УСТАНОВКА ДЛЯ ВЫПЛАВКИ МОДЕЛЬНОГО СОСТАВА И ОБЖИГА ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2305020C2 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА СТЕКЛЯННЫХ ТРУБ | 1971 |
|
SU303291A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПОДАЧИ ГАЗЕТНЫХ СТЕРЕОТИПОВ | 1965 |
|
SU171407A1 |
| Установка для нанесения покрытий на изделия | 1976 |
|
SU698521A3 |
,-5
02
777
.J/
-j-v-pj
Т
i
z/ //z/zz /
25 5
s
56
./2
Si
XZ7
JS
