Известны поточные линии гальванического, например, никелирования, состоящие из никелировочной ванны и приводного цепного транспортера с захватами для никелируемых предметов.
В предлагаемой поточной линии, в отличие от известных, с целью облегчения и оздоровления труда и снижения его трудоемкости при никелировании полуцилиндрических стереотипов, применены подающий стереотипы приводной рольганг; камера для очистки и обезл иривания стереотипов с вращающимися приводными щетками, снабженная приводным транспортирующим стереотипы рольгангом, трубопроводами с электромагнитными клапана-ми и соплами для подачи горячей воды, мелового раствора и холодной воды.
Поточная линия включает также триводной рольганг, передающий обезжиренные стереотипы на захваты цепного транспортера, в камеру с трубопроводом для промывки отникелированных стереотипов, снабженную приводным рольгангом, принимающим отникелированные стереотипы с крюков захватов цепного транспортера.
Для автоматизации включения и выключения электромагнитных муфт сцепления, используемых в приводе цепного транспортера и питающего рольганга, поточная линия снабжена контактными датчиками, взаимодействующими с перемещаемыми стереотипами.
В предлагаемой поточной линии в конце передающего рольганга может быть установлен центрирующий рычаг, приводимый в движение кривощипом через электромагнитную однооборотную муфту сцепления.
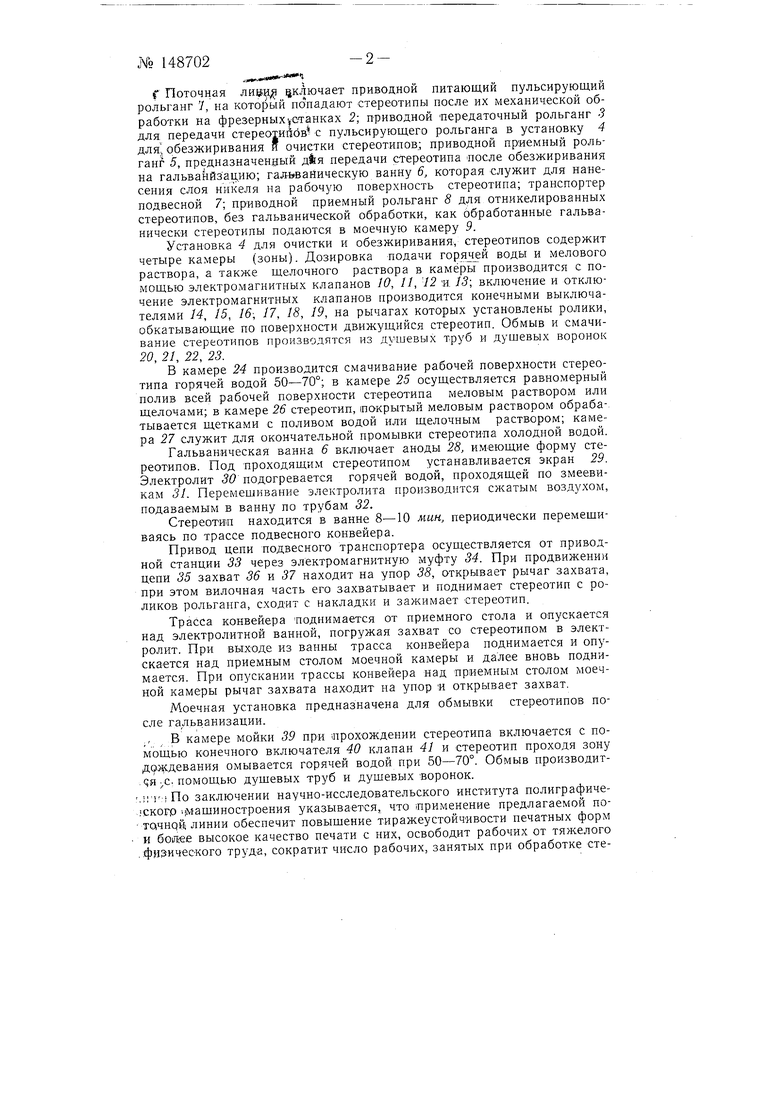
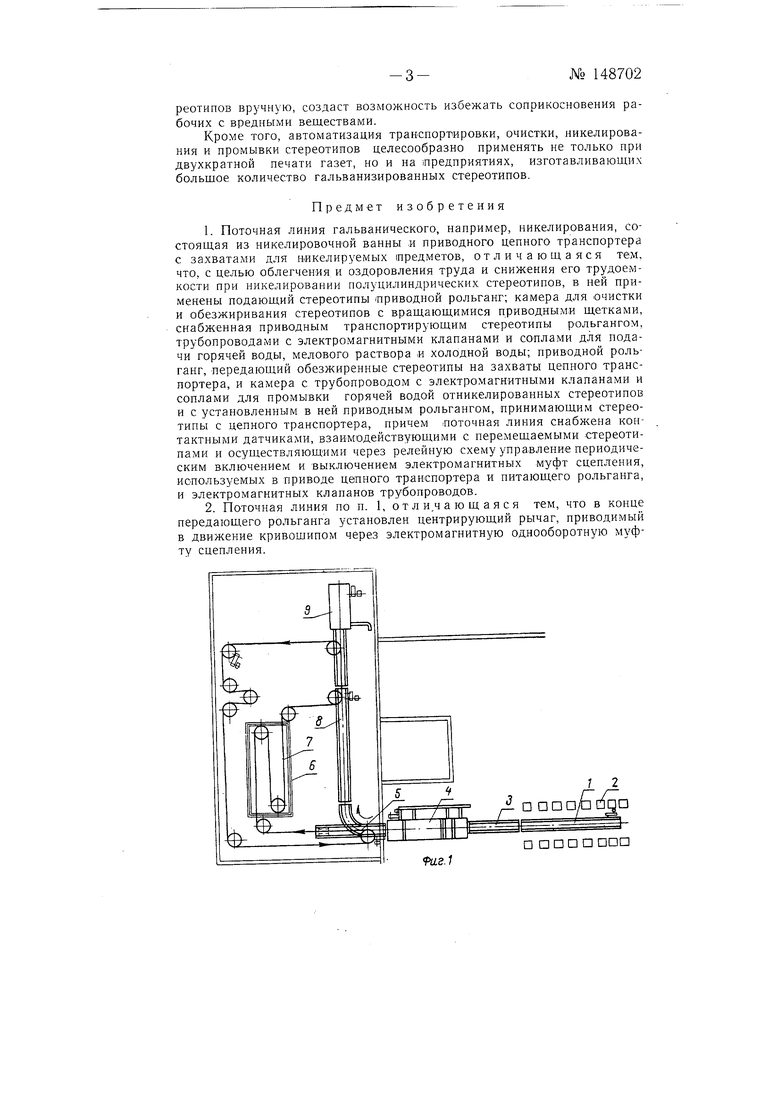
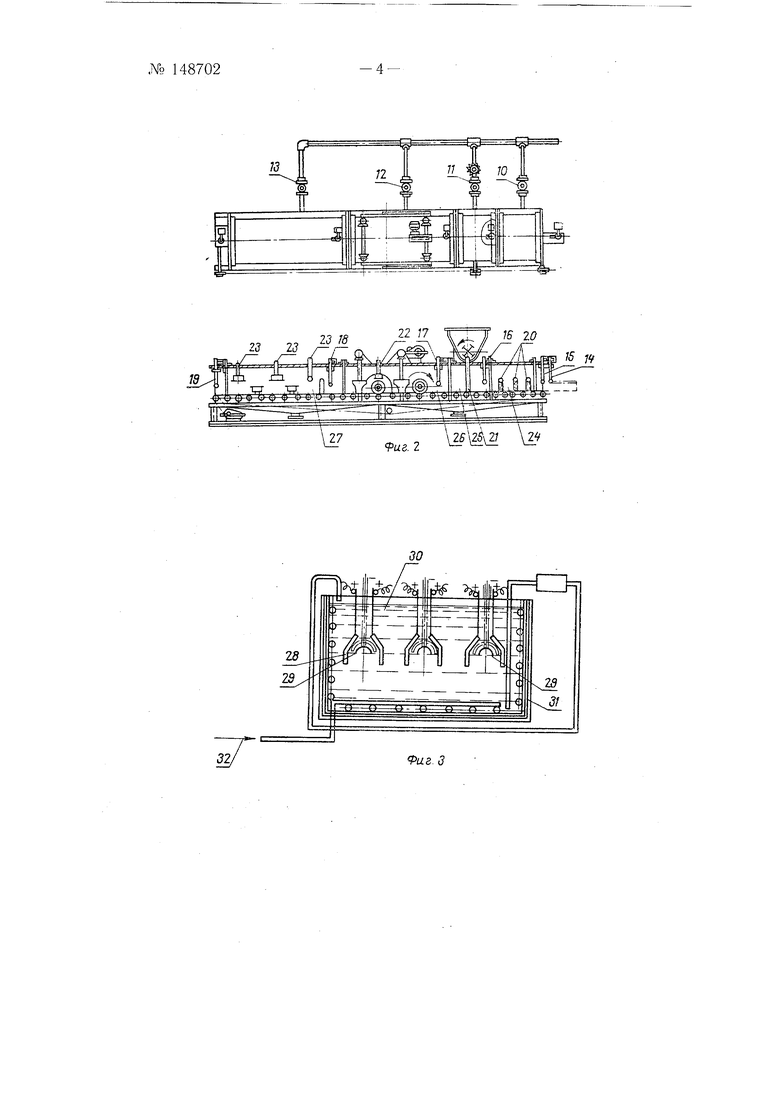
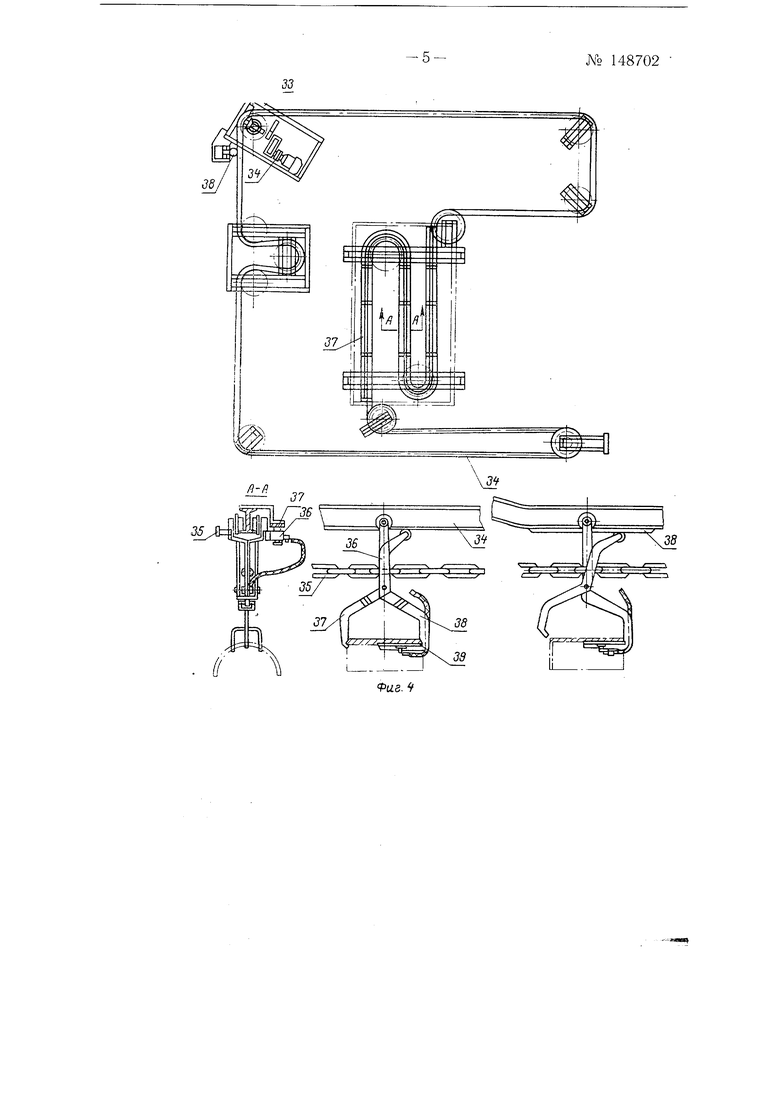
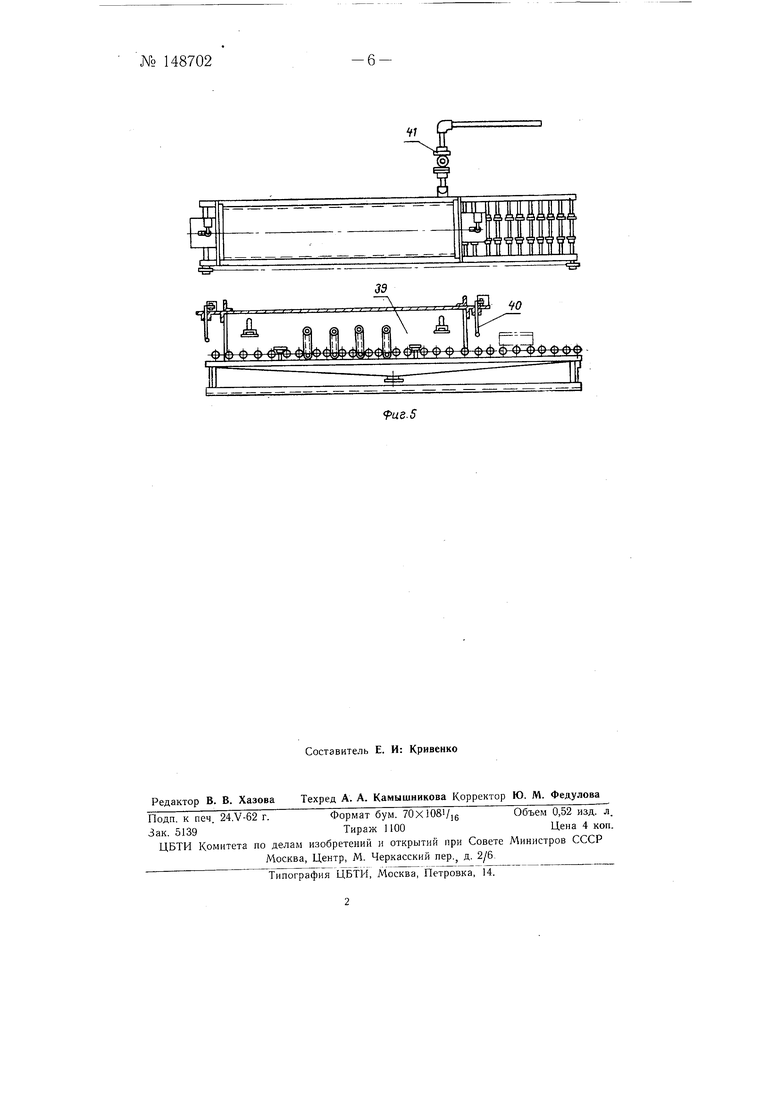
На фиг. 1 изображена схема размещения поточной линии; на фиг. 2-схема установки для обезжиривания стереотипов; в двух проекциях; фиг. 3-схема гальванической ванны; фиг. 4-схема подвесного транспортера; фиг. 5-схема моечной установки в двух проекциях. м . f Поточная лите ключает приводной питающий пульсирующий рольганг 7, на кото15ый попадают стереотипы после их механической обработки на фрезерных станках 2; приводной передаточный рольганг 3 для передачи стереотипов с пульсирующего рольганга в установку 4 для , обезжиривания и очистки стереотипов,; приводной приемный рольганг 5, предназначенный д4я передачи стереотипа после обезжиривания на гальванизацию; гал-ьваНическую ванну 6, которая служит для нанесения слоя никеля на рабочую поверхность стереотипа; транспортер подвесной 7; приводной приемный рольганг 8 для отникелированных стереотипов, без гальванической обработки, как обработанные гальванически стереотипы подаются в моечную камеру 9. Установка 4 для очистки и обезжиривания, стереотипов содержит четыре камеры (зоны). Дозировка подачи горячей воды и мелового раствора, а также щелочного раствора в камеры производится с помощью электромагнитных клапанов 10, 11, 12 и. 13; включение и отключение электромагнитных клапанов производится конечными выключателями 14, 15, 16; 17, 18, 19, на рычагах которых установлены ролики, обкатывающие по поверхности движущийся стереотип. Обмыв и смачивание стереотипов производлтся из душевых труб и душевых воронок 20, 21, 22, 23. В камере 24 производится с.мачивание рабочей поверхности стереотипа горячей водой 50-70°; в камере 25 осуществляется равномерный полив всей рабочей поверхности стереотипа меловым раствором или щелочами; в камере 26 стереотип, покрытый меловым раствором обраба-. тывается щетками с поливом водой или щелочным раствором; камера 27 служит для окончательной промывки стереотипа холодной водой. Гальваническая ванна 6 включает аноды 28, имеющие форму стереотипов. Под проходящим стереотипом устанавливается экран 29. Электролит 30 подогревается горячей водой, проходящей по змеевикам 31. Перемешивание электролита производится сжатым воздухом, подаваемым в ванну по трубам 32. Стереотип находится в ванне 8-10 мин, периодически перемешиваясь по трассе подвесного конвейера. Привод цепи подвесного транспортера осуществляется от приводной станции 33 через электромагнитную муфту 34. При продвижении цепи 35 захват 36 и 37 находит на упор 38, открывает рычаг захвата, при этом вилочная часть его захватывает и поднимает стереотип с роликов рольгапга, сходит с накладки и зажимает стереотип. Трасса конвейера поднимается от приемного стола и опускается над электролитной ванной, погружая захват со стереотипом в электролит. При выходе из ванны трасса конвейера поднимается и опускается над приемным столом моечной камеры и далее вновь поднимается. При опускании трассы конвейера над приемным столом моечной камеры рычаг захвата находит на упор и открывает захват. Моечная установка предназначена для обмывки стереотипов после гальванизации. , . В камере мойки 39 при прохождении стереотипа включается с помощью конечного включателя 40 клапан 41 и стереотип проходя зону Д9Ждевания омывается горячей водой при 50-70°. Обмыв производит ;я ;,с, помощью душевых труб и душевых воронок. пмПо заключении научно-исследовательского института полиграфичеСкогр -..машиностроения указывается, что применение предлагаемой поTQ4HqSi линии обеспечит повышение тиражеустойчивости печатных форм и бойее высокое качество печати с них, освободит рабочих от тяжелого фйЗичес-кого труда, сократит число рабочих, занятых при обработке стереотипов вручную, создаст возможность избежать соприкосновения рабочих с вредными веществами.
Кроме того, автоматизация транспортировки, очистки, никелирования и промывки стереотипов целесообразно применять не топько нри двухкратной печати газет, но и на предприятиях, изготавливающих больщое количество гальванизированных стереотипов.
Предмет изобретения
1. Поточная линия гальванического, например, никелирования, состоящая из никелировочной ванны и приводного цепного транспортера с захватами для никелируемых предметов, отличающаяся тем, что, с целью облегчения и оздоровления труда и снижения его трудоемкости при никелировании полуцилиндрических стереотипов, в ней применены подающий стереотипы /приводной рольганг; камера для очистки и обезжиривания стереотипов с вращающимися приводными щетками снабженная приводным транспортирующим стереотипы рольгангом , трубопроводами с электромагнитными клапанами и соплами для подачи горячей воды, мелового раствора и холодной воды; приводной рольганг, передающий обезжиренные стереотипы на захваты цепного транспортера, и камера с трубопроводом с электромагнитными клапанами и соплами для промывки горячей водой отникелированных стереотипов и с установленным в ней приводным рольгангом, принимающим стереотипы с цепного транспортера, причем поточная линия снабжена контактными датчиками, взаимодействующими с перемещаемыми стереотипами и осуществляющими через релейную схему управление периодическим включением и выключением электромагнитных муфт сцепления, используемых в приводе цепного транспортера и питающего рольганга, и электромагнитных клапанов трубопроводов.
2. Поточная линия по п. 1, от л и.ч а ю щ а я с я тем, что в конце передающего рольганга установлен центрирующий рычаг, приводимый в движение кривощипом через электромагнитную однооборотную муфту сцепления.
7 2
D D DуО ЩП
а ааапппп
Гиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСГСОЮЗНАЯ ' Типография издательства ЦК ВЛКСМ «Молодая гвардия» I ;:'?;|;';х(; :^;:ц;'",со1; ,;'_______^^, ,' j" -.А'" ;j •• ••• --.-\. | 1971 |
|
SU303213A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПОДАЧИ ГАЗЕТНЫХ СТЕРЕОТИПОВ | 1965 |
|
SU171407A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| ПОТОЧНАЯ ЛИНИЯ для МОЙКИ и СУШКИ СТЕКЛЯННЫХТРУБОК | 1968 |
|
SU207366A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2511732C2 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
23 Je
в 20
