Известны поточные линии для удаления дефектов € поверхности проката.
Предложенная линия отличается тем, что она снабжена уста«ОБлен.ным,и около каждого зачистного станка В|Строенны.м:и в рольганг манипуляторами для .выведения сляба из потока в рабочее (-в ертикальное) положение зачистки. Это обеспечивает подачу сляба к любОМу свободному станку в любой последовательности.
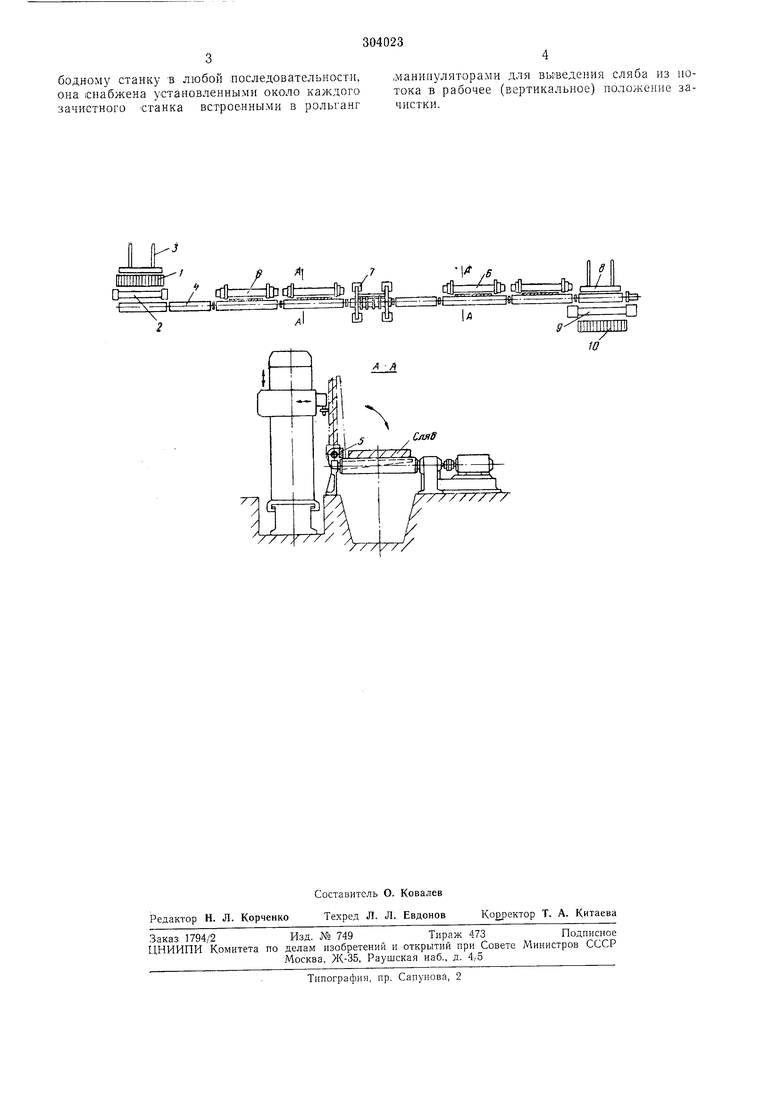
На чертеже показана схема описываемой поточной линии.
Поточная линия содержит размещенные по ходу технологического процесса стеллаж / для приема стопы, штабелирующий стол 2 для обеспечения поштучной выдачи слябов на линию рольгангов, сталкиватель 3 для сталкивания стоны со стеллажа на штабелирующий стол, а затем с него - на линию рольгангов линию рольгангов 4 для транспортировки слябов по ходу технологического процесса, манипуляторы 5 для уборК|И слябов с линии рольгангов с одновременной передачей их к станкам для зачистки новерхностных дефектов, станки 6, например фрезерные, для выборочной зачистки дефектов с двух граней сляба до ка.нто;вки и двух граней после кантовки на 180° на станках, установленных лосле кантователя, кантователь 7 для кантовки заготовок, сталкиватель 8 для сталкивания заготовок на штабелирующий стол, а затем с него - на стеллаж, штабелирующий стол 9 для штабелирования слябов в стопы и стеллаж 10 для ириема стоп со штабелирующего стола. Стопа мостовым краном загружается на стеллаж 1. Сталкиватель 3 сталкивает ее на штабел.ирующий стол 2, затем пощтучно каждую заготовку - на линию рольгангов 4. Линия рольганго.в транспортирует слябы с целью зачистки дефектов к станкам 6, расположенным кантователем 7, а лосле кантовки на 180° - к станкам 6, установленным после кантователя. Уборка слябов с линии рольгангов и передача их к станкам осуществляются манипуляторами 5, размещенными в потоке у каждого станка. Полностью зачищенные слябы транспортируются линией рольгангов 4 к штабелирующе.му столу 9 для щтабелирования в стопу и передачи ее сталкивателе.м 8 на стеллаж 10. Затем стола убирается со стеллажа мостовы.м краном на участок отгрузки слябов.
Предмет изобретения
Поточная линия для зачистки слябов, включающая стеллажи, штабелирующие столы, сталкиватели, установленные в начале и конце потока, линию рольгангов и станки для зачистки слябов, отличающаяся тем, что, с цебодному станку в любой последовательно1сти, она снабжена уСтановленны.мн около каждого зачистного станка встроенными в рольганг
манипуляторами для выведения сляба из потока в рабочее (вертикальное) положение зачистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штабелирования прямоугольных заготовок,преимущественно, слябов | 1973 |
|
SU499195A1 |
| Устройство для штабелирования прямоугольных заготовок | 1980 |
|
SU1036641A1 |
| Литейно-прокатный агрегат | 1988 |
|
SU1576227A1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ УДАЛЕНИЯ ДЕФЕКТОВ С ПОВЕРХНОСТИ ПРОКАТА | 1966 |
|
SU188466A1 |
| Устройство для уборки заготовок | 1980 |
|
SU963587A1 |
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Сталкиватель слябов | 1984 |
|
SU1146113A1 |
1 7//F/ ,В
