Изобретение относится к устройствам для пакетирования профилей.
Известен агрегат для пакетирования профилей, содержащий расположенный параллельно формовочному стану рольганг для перемещения набора проф,илей и служащие для подачи профилей на рольганг щлепперы, в направляющих которых установлены с возможностью перемещения от одного привода цепи с щарнирно закрепленными на них захватами, а также укладчик пакета профилей, размещенный в конце рольганга. Такое устройство имеет сравнительно низкую производительность.
В предлагаемом агрегате повыщение производительности достигается за счет того, что он снабжен расположенным соосно с формовочным станом подающим рольгангом с установленным на нем регулируемым упором, а щлепиеры размещены над рольгангами с возможностью передачи профилей -с подающего рольганга на рольганг набора профилей. При этом на участках направляющих ценей, расположенных над подающим рольгангом, выполнены закрываемые приводными планками прорези, служащие для западания в них захватов цепей, расположенных от регулируемого унора на расстоянии, больщем длины перемещаемого профиля.
Предложенный агрегат отличается также тем, что он снабжен тележкой, служащей для установки укладчика пакета профилей и имеющей возможность перемещепия в направлеНИИ, перпендикулярном направлению движения рольгангов.
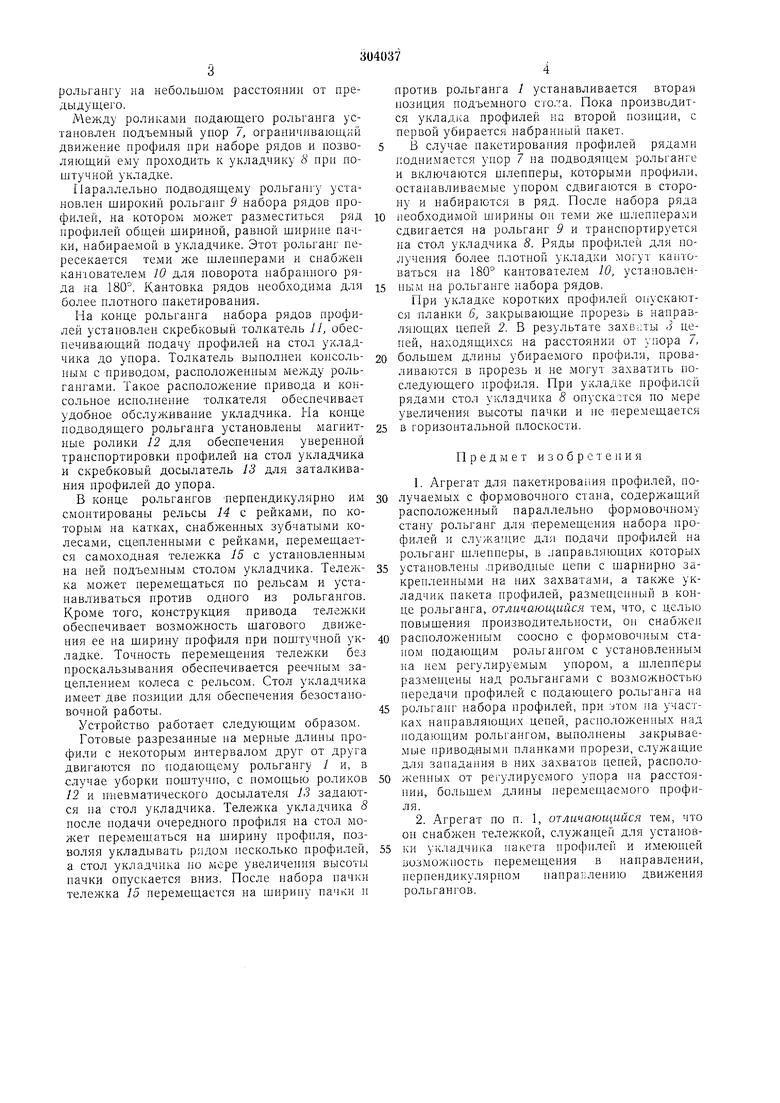
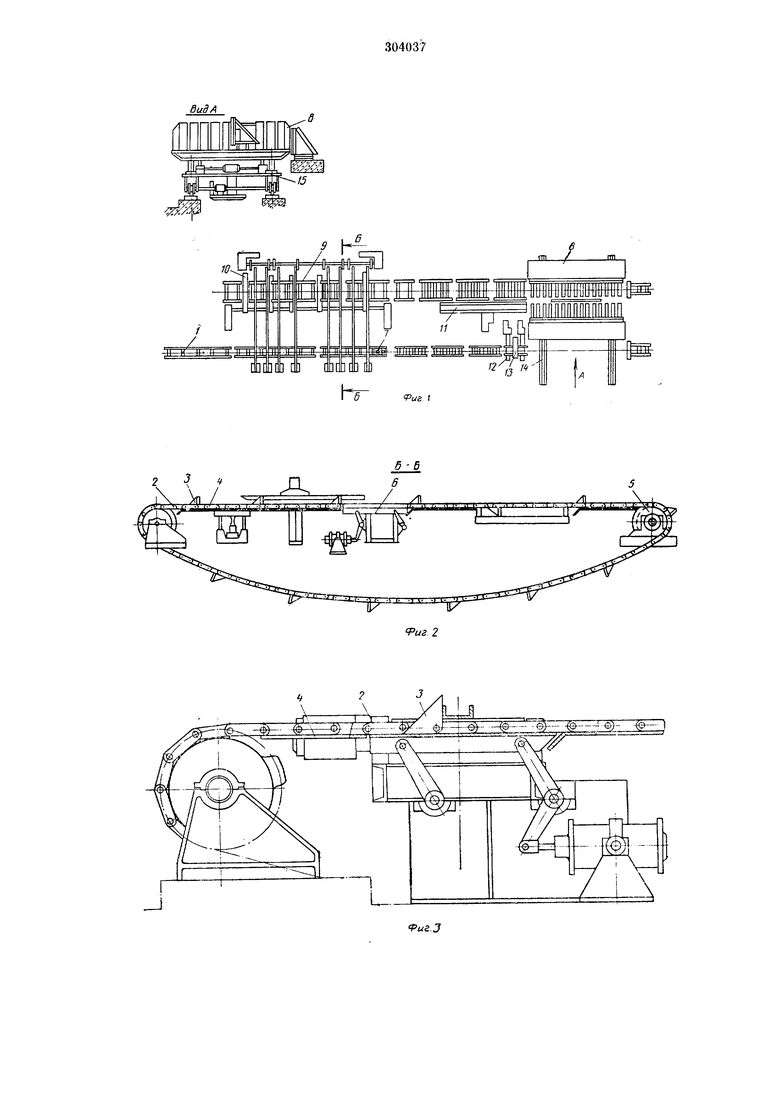
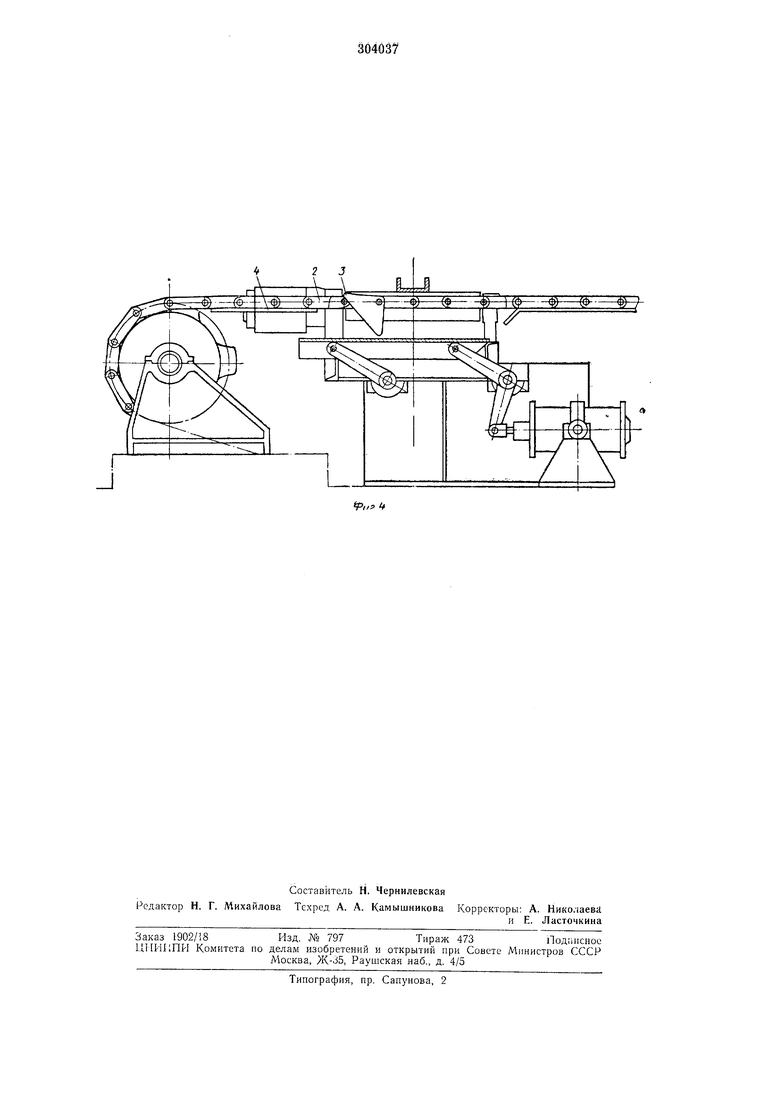
На фиг. 1 представлено описываемое устройство, общий вид и вид Л; на фиг. 2 - разрез щлеппера по Б--Б на фиг. i; на фиг. 3- узел, иллюстрирующий работу захватов, захваты в рабочем положении; на фиг. 4 - то же, захваты в опущенном положении.
Приводной подающий рольганг 1, установленный в одну линию с рабочими клетями формовочного стана (на чертеже не показан), пересекается щлепперами, имеющими цепи 2 с захватами 3, которые перемещаются по направляющим 4. Количество цепей определяется наибольшей длиной укладываемых профилей. Звездочки 5 всех цепей приводятся от одного трансмиссионного вала. В зоне подающего рольганга в направляющих цепей выполнены прорези, закрытые опускающимися
с .помощью пневматических цилиндров планка.ми 6. Прорези позволяют в зависимости от длины убираемых профилей включать в работу только захваты необходимых цепей, предотвращая тем самым возмол ность захвата
рольгангу на небольгиом расстоянии от предыдущего.
Между роликами иодающего рольганга установлен иодъемиый упор 7, огранипиваюплкй движение нрофиля при наборе рядов и позволяющий ему проходить к укладчику 8 при поштучной укладке.
Параллельно подводящему рольгангу установлен широкий рольганг 9 набора рядов профилей, на котором может разместиться ряд профилей общей шириной, равной ширине пачки, набираемой в укладчике. Этот рольганг нересекается теми л-се шлепперами и снабжен канювателем 10 для поворота набранного ряда на 180°. Кантовка рядов необходима для более нлотного пакетирования.
На конце рольганга набора рядов профилей установлен скребковый толкатель И, обеспечивающей лодачу лрофилей на стол укладчика до упора. Толкатель вынолпен консольным с приводом, расположенным между рольгангами. Такое расположение привода и консольное исполнение толкателя обеспечивает удобное обслулшвание укладчика. Ыа конце подводящего рольганга установлены магнитные ролики 12 для обеспечения уверенной транспортировки профилей на стол укладчика и скребковый досылатель 13 для заталкивания профилей до упора.
В конце рольгангов перпендикулярно им смонтированы рельсы 14 с рейками, по которым на катках, снабженных зубчатыми колесами, сцепленными с рейками, перемещается самоходная тележка 15 с установленным на ней нодъемным столом укладчика. Тележка может неремещаться по рельсам и устанавливаться против одного из рольгангов. Кроме того, конструкция нривода тележки обеспечивает возможность шагового движения ее на ширину нрофиля нри поштучной укладке. Точность перемещения тележки без проскальзывания обеспечивается реечным зацеплением колеса с рельсом. Стол укладчика имеет две позиции для обеспечения безостановочной работы.
Устройство работает следующим образом.
Готовые разрезанные на мерные длины профили с некоторым интервалом друг от друга двигаются по подающему рольгангу / и, в случае уборки поштучно, с помощью роликов 12 и пневматического досылателя Л5 задаются на стол укладчика. Тележка укладчика 8 после подачи очередного профиля на стол может перемещаться на ширину профиля, позволяя укладывать рядом несколько профилей, а стол укладчика но мере увеличения высоты пачки опускается вниз. После набора пачки тележка 15 перемещается на ширипу пачки и
против рольганга / устанавливается вторая позиция подъемного стола. Пока нроизвидится укладка профилей на второй позиции, с первой убирается пабранный пакет. В случае пакетирования профилей рядами поднимается упор 7 на нодводягцем рольганге и включаются шлепперы, которыми профили, останавливаемые упором сдвигаются в сторону и набираются в ряд. После набора ряда
необходимой ширины он теми же шлепперами сдвигается на рольганг 9 и транспортируется на стол укладчика 8. Ряды профи.тей для нолучепия более плотной укладки могут кантоваться на 180° кантователем Ю, установленным на рольганге набора рядов.
При укладке коротких профилей опускаются планки б, закрывающие прорезь в направляющих цепей 2. В результате J цепей, находящихся на расстоянии от упора 7,
больщем длины убираемого нрофиля, проваливаются в прорезь н не могут захватить последующего нрофиля. При укладке профилей рядами стол укладчика 8 опускаггся по мере увеличения высоты пачки и не перемещается
в горизонтальной нлоскости.
Предмет изобретения
1.Агрегат для пакетирования профилей, получаемых с формовочпого стана, содержащий
расположенный параллельно формовочному стану рольганг для перемещения набора нрофилей и служащие дли подачи профилей на рольганг шлепперы, в направляющих которых
устаповлены приводные цепи с шарнирно закренленными на них захватами, а также укладчик накета нрофилей, размеп,енный в конце рольганга, отличающийся тем, что, с целью повыщения производительности, он снабжен
расположенным соосно с формовочным станом подающим рольгангом с установленным на нем регулируемым упором, а щлепперы размен1,ены над рольгангами с возможностью передачи профилей с подающего рольганга на
рольганг набора нрофилей, нри этом на участках направляющих цепей, расположенных над нодаюнщм рольгангом, выполнены закрываемые приводными планками прорези, служащие для западания в них за.хватов цепей, расположепных от регулируемого упора на расстоянии, больщем длины перемещаемо1о профиля.
2.Агрегат по н. 1, отличающийся тем, что оп снабжен тележкой, служащей для установки укладчика накета нрофилей и имеюп1ей возможность перемещения в направлении, перпендикулярном направлению движения рольгангов.
ВидА
H}
ЕЙ
10
jf
&3
ЯЖ
OQ OD d
frn/пл
Illllllllllllf
17
t1
l--ffi
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления профилегибочным агрегатом и устройство для его осуществления | 1988 |
|
SU1502148A1 |
| Устройство для пакетирования сортового проката | 1981 |
|
SU1052301A1 |
| Система управления профилегибочным агрегатом | 1981 |
|
SU952394A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ЛИСТОУКЛАДЧИК РОЛЬГАНГОВОГО ТИПА | 2002 |
|
RU2225767C2 |
| Система управления профилегибочным агрегатом | 1981 |
|
SU946710A1 |
| Устройство для изготовления деталей профилированием | 1981 |
|
SU965547A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРОКЛАДОК ПРИ ВАНИИ ШТАБЕЛЯ ДОСОКФОРМИРО- | 1968 |
|
SU211393A1 |
| ЛИНИЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ТРУБ | 2002 |
|
RU2225764C2 |
| Устройство для пакетирования профилей типа швеллера | 1976 |
|
SU613834A1 |
| Пакетировочная машина для сортового проката андриенко | 1976 |
|
SU604602A1 |
- ji ; : : - :---- gi -
