(54) УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ПРОФИЛЕЙ ТИПА ШВЕЛЛЕРА
На раме 3 рольганга набора профилей установлен упор 17, предназначенный для выдачи сигнала на прекращение подачи профиля и перемещение укладчика, а также упоры 18 н 19 служащие для ограничения набора ряда профилей - перекантованного и неперекантованного соответственно - и выдачи сигнала на включение рольгангов 4 и 6. Упоры 18 и 19 - утопающие. Упор 19 - передвижной, выставляемый в определенное положение в зависимости от размера пакетируемого профиля при необходимости его кантовки.
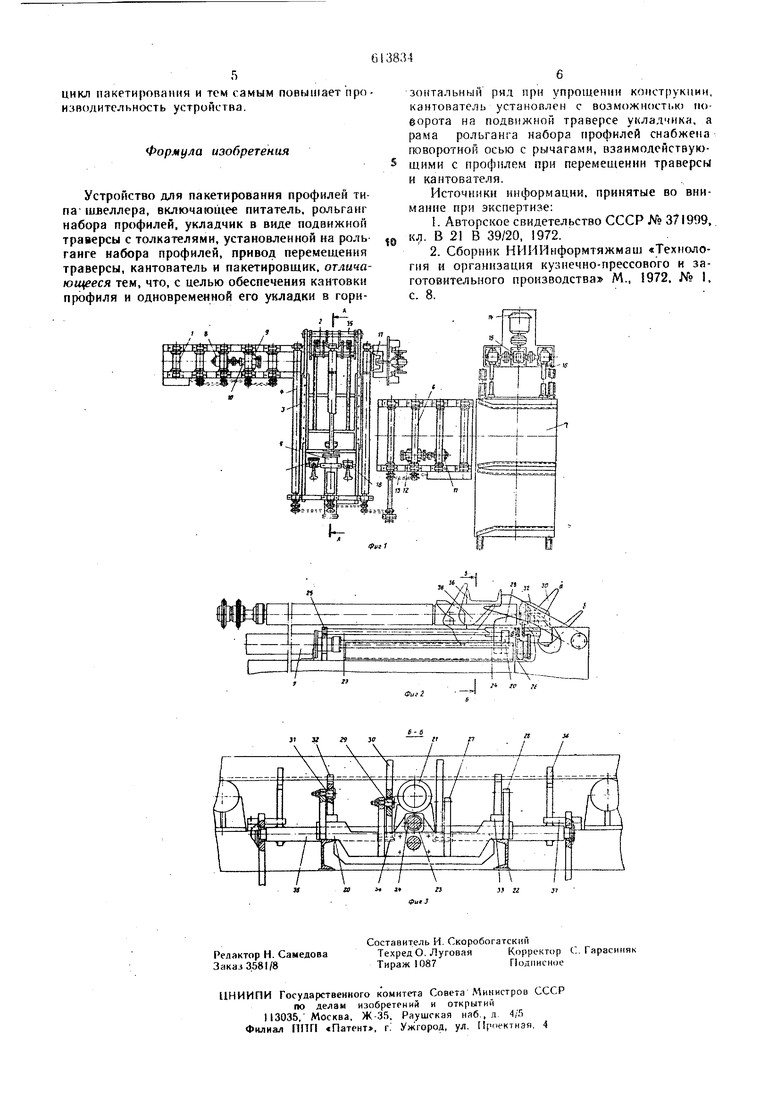
Укладчик выполнен в виде траверсы 20, установленной с возможностью возвратно-поступательного перемещения вдоль роликов 21 рольганга 4 по рельсам 22 и направляющей 23 через втулку 24, прикрепленную к траверсе. Направляющая 23 опираемся на планку 25 и швеллер 26, установленные на раме рольганга. На траверсе 20 жестко закреплены вильчатые рычаги 27 и 28. На осях 29 рычагов 27 посажены кантук щие собачки 30, а на осях 31 рычагов 28 - толкатели 32. Собачки 30 и толкатели 32 установлены с возможностью повороти вокруг оси. Количество их з aвиcит от длины щтабелируемого профиля. Расстояние между верщинами «а и «б зубьев собачек меньше высоты «Н кантируемого профиля. Толкатели 32 основанием опираются на планкиупоры 33, соединенные с вильчатыми рычагами 28. К кантующим собачкам 30 прикреплены планки-упоры 34. Упоры 33 и 34 предназначены для предохранения толкателей 32 и собачек 30 от опрокидывания под действием собственного веса.
-)
На раме рольганга 4 установлена поворотная ось 35, на которой жестко посажены рыча- , ги 36, удерживающиеся от опрокидывания планками 37. Рычаги 36 служат для поддержания профиля 38 при кантовке.
Предлагаемое устройство работает следующим образом.
По рольгангу-питателю 1 профиль продвигается до упора 17, который дает сигнал на прекращение подачи и включение пневмоиилиндра 5 укладчика 2.
При перемещении траверсы 20 укладчика толкатели 32 упираЪтся в профиль 38 и продвигают его по роликам 21 рольганга набора профилей на величину хода поршни пневмоцилиндра, после чего траверса 20 возвращается в исходное положение. Цикл повторяется до тех пор, пока не будет набран горизонтальный ряд профилей и передний в ряду профиль не дойдет до упора 18, который дает сигнал на остановку траверсы в переднем положении и включение рольгангов 4 и 6.
Набранный ряд профилей перемещается но рольгангам 4 и 6 на рельсовую тележку 7, стол которой по сигналу установленных на нем датчиков опускается на определенную величину так. что полки профилей располагаются на уров
;к рольгангов 4 и 6. При перемещении профилей по рольгангу 4, упор 18 утопает, а толкатели 32 служат направляющими.
Для обеспечения укладки профилей «в замок каждый четный ряд профилей набирается перекантованным. Кантовка профиля осуществляется при ходе траверсы 20 из переднего положения в заднее. Возвращение траверсы назад осуществляется от сигнала упора 17 при соприкосновении с ним профиля, нодвигающегося по рольгангу-питателю I.
При движении траверсы назад кантующие собачки 30 упираются в профиль 38 зубом «а и, продвигая его по роликам 21, прижимают к вертикальной стенке рычагов 36.
При дальнейщем перемещении траверсы за счет того, что профиль зажат между собачками 30 и рычагом 36, не имеющими возможности перемещения вдоль рольганга, собачки 30 начинают проворачиваться вокруг своей оси, приподнимая профиль зубом «б, а рычаги 36, проворачиваясь с осью 35, поднимаются вслед за профилем, поддерживая его. За счет того, что расстояние между зубьями «а и «б кантующих собачек 30 меньще высоты «Н профиля, последний укладывается внутри вилок кантующлх собачек в положении «на ребро и при
дальнейщем вращательно-поступательном движении собачек переворачивается полками вниз на ролики 21 рольганга, а кантующие собачки опускаются ниже уровня профиля и продвигаются в заднее исходное положение. Длина рычагов 36 подбирается таким образом, чтобы на всем протяжении кантовки ом обеспечивал поддержку профиля.
При ходе траверсы 20 в заднее положение толкатели 32, встречаясь с профилем 38, проворачиваются вокруг оси и утапливаются под
5 профиль, а пройдя профиль, за счет расположения оси вращения выще центра тяжести, возвращаются в исходное положение, ограничиваемое упорами 33. Траверса 20 продолжает двигаться в крайнее заднее положение и возQ вращается назад. При этом толкатели, упираясь в перекантованный профиль, продвигают его по роликам 21 на величину хода порщня пневмоцилинЬра 5.
Цикл продолжается до тех пор, пока 5 передний в набранном горизонтальном ряду профиль не дойдет до упора 19, который дает сигнал на включение рольгангов 4 и 6. Ряд перекантованных профилей перемещается на рельсовую тележку 7 с опускающимся столом, двигаясь в ранее ложен11ый на тележк ряд профилей. Беспрепятственное вдвигание профилей, один в другой обеспечивается за счет смещения упора 19 относительно упора 18 на задгчную величину в зависимости от размера профиля.
5Исполнение кантователя и укладчика в виде
единого механизма с общим приводом упроniaeT конструкцию устройства, кроме того, расположение поворотных кантующих собачек на траверсе укладчика обеспечивает возможность совмещения кантовки профиля с укладкой его в горизонтальный ряд, что сокраиьчет общий

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Кантователь | 1973 |
|
SU510285A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ ПОЛОСОВОГО ПРОКАТА | 1973 |
|
SU367919A1 |
| Пакетировочная машина для сортового проката андриенко | 1976 |
|
SU604602A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Кантователь | 1976 |
|
SU599873A2 |
