Известен универсальный миогошпиндельный патронный автомат для обработки мелких деталей, имеющий шпиндельный блок, фиксируемый в нескольких иоложениях, и привод шпинделей на всех рабочих иозициях от одной ременной передачи.
На известном автомате невозможна фрезерная обработка деталей, продольные и поперечные суппорты.
С целью обеспечения возможности фрезерной обработки деталей одна из позиций выполнена с устройством, имеющим ролик, отводящий ремень от шпинделя, механизм фиксации щпииделя и фрезерную головку; с целью придания каждому инструменту в отдельности любой скорости продольной подачп и упрощения механизма подачи, оп выполнен в виде торцевого кулачка, толкатель которого кинематически связан с инструментальным шгшнделем; а с целью обеспечения возможности нроизводить отрезку деталей с ириводом от торцевого кулачка, отрезной шпиндель выполнен в виде полой гильзы, внутри которой перемешается конусный толкатель, приводимый от торцевого кулачка и воздействующий посредством рычага на поворотный резцедержатель с отрезным инструментом.
да шпинделей; на фиг. 3 - отрезной шпиндель.
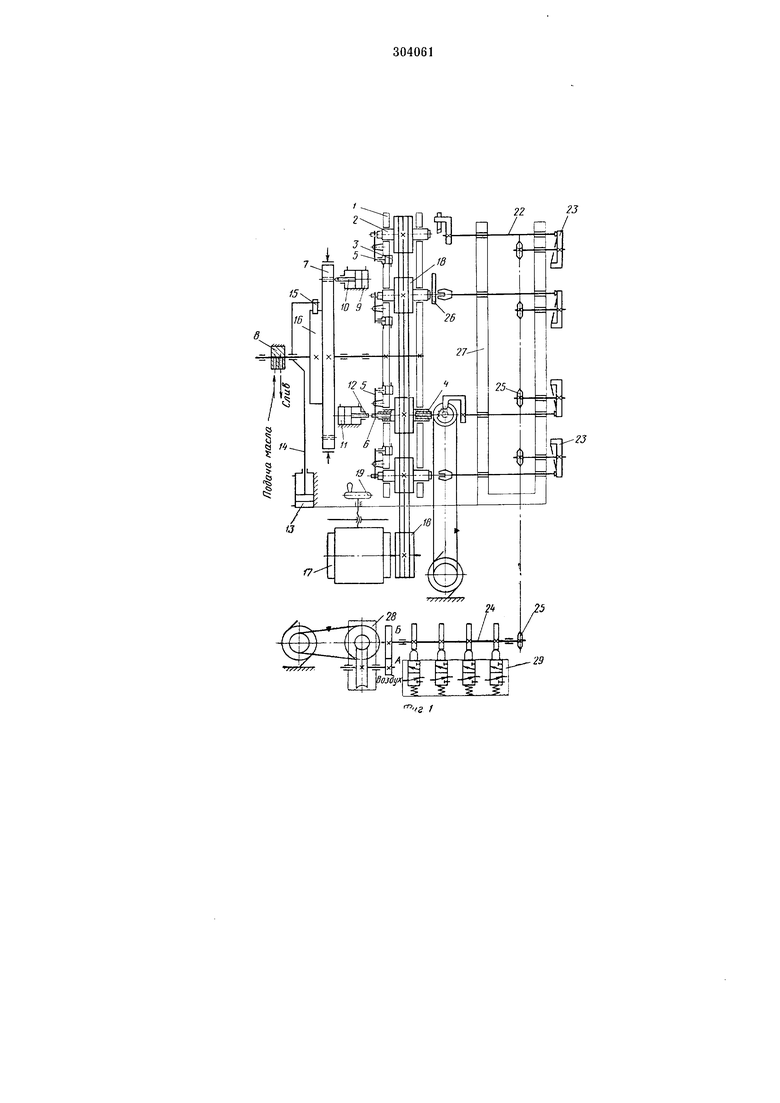
Автомат содержит следующие основные узлы; шниндельный блок, механизм поворота, узел привода шпинделей, обрабатывающий и распределительный механизмы.
Шпиндельный блок состоит из 2-х несущих дисков /, из которых смонтированы рабочие щпиндели 2. В шпиндельном блоке смонтироваиы гидроцилиндры 3, назначение которых - производить зажим ii разжим обрабатываемых деталей цапгами 4, которые приводятся в двпжеиие рычагами 5. Виутри цаиг помещаются выталкиватели 6.
Механизм поворота содержпт щестииозиционный рабочий диск 7, гильзу с каналами, по которым подается рабочая жидкость к гидроцилиндрам 3, золотник 8, осуществляющий распределенпе рабочей жидкости подающейся
от гидроагрегата (на фигуре не показан) но каналам гильзы; пиевмоцилиндр 9 с фиксатором 10 для точной установки рабочего диска 7, пневмоцилиндр 11 для выталкиваиия обработанной детали посредством штока 12, пневмоцилиндр 13, осуществляющий поворот щппндельного блока на 1/6 оборота посредством щтока 14, собачки 15 и храпового колеса 16.
ством шкивов 18 и трех клиновых ремней рабочие шпиндели. Натяжение ремней регулируется посредством натяжного устройства 19. В узел входит пневмоцилиндр 20 для закреилеиия шпинделя на фрезерной позиции IV и отводной ролик 21.
Обрабатывающий механизм содержит невраш,аюш;иеся шпиндели 22, на которых крепятся резцовые головки, фрезерные головки, сверла, метчики и другой обрабатывающий инструмент. Возвратио-поступательное движение рабочей подачи щпиндели получают посредством торцовых кулачков 23, последние получают вращение от распределительного вала 24 посредством деппой передачи со звездочками 25. Детали, подлежащие обработке, загружаются в магазин 26, укрепленный иа корпусе 27 обрабатывающего механизма.
Расиределительиый механизм, состоящий из червячного редуктора 28, двух сменных щестерен А и Б, распределительного вала 24 п системы золотников 29. Осуществляет комаиду всеми воздушными цилиндрами автомата. Время одного оборота распределительного вала соответствует циклу работы автомата и устаиавливается за счет сменных щестерен А и Б.
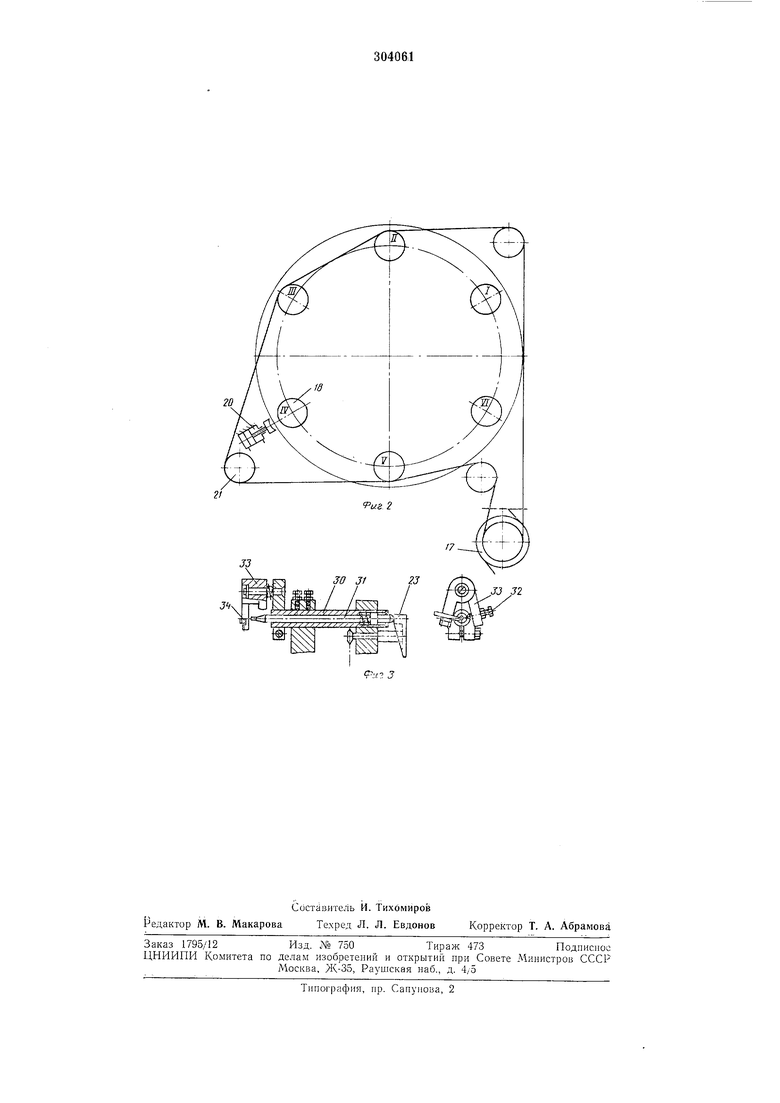
Для осуществления отрезных работ иа автомате применяется специальный шниидель (см. фиг. 3), состоящий из гильзы 30, внутри которой пере.мещается конусный толкатель 31. Толкатель от торцевого кулачка 23 посредством рычага 32 воздействует на новоротный резцедержатель 33, с закрепленным в нем отрезным резцом 34, который и производит отрезку детали.
Автомат работает следующим образом.
Обрабатываемые детали на позиции / из магазина 26 с номощью толкателя (на фигуре не показан), укреиленного на невращающемся шпинделе 22, направляются в зажимную цангу 4 рабочего шпинделя 2, который на позициях I, IV и VI не получает вращения. Цанга на позициях I и VI разжата, иа всех остальных позициях деталь зажата. Команду на зажим и разжим деталн дает золотник 9. На позициях П и III производится токарная
обработка детали. На позиции IV деталь фрезеруется. Приводной ремень отводится от щнинделя, который для закреиления от поворота прижимается с номощью нневмоцилиндра 20. Позиция V предназначена для дальнейшей обработки детали, на ней может производиться зачистка заусенцев после фрезеровки, сверления, нарезания резьбы и т. д. В иозиции Vi ироизводится вьирузка детали с
иомощью выталкивателя 6 носредством нневмоцилиндра //.
При необходр1мостн все четыре рабочие позиции И-V можно исиользовать для токарной обработки. Для этого ремень снимается с
отводного ролика 21 и вводится в соприкосновение со шкивом 18. Натяжение освооодившегося ремня производится натяжным устройством 19.
Н р е д м е т изобретения
1.Универсальный многошпиидельный иатронный автомат для обработки мелких деталей со шпиндельным блоком, фиксируемым в нескольких ноложеннях, и с приводом шпинделя иа всех рабочих нозициях от одной ременной передачи, отличающийся тем, что, с целью обеснечения возможности фрезерной обработки деталей, одна из нозиции выполнена с устройством, имеющим ролик, отводящий
ремень со шпинделя, механиз.м фиксации шпинделя и фрезерную головку.
2.Автомат по п. 1, отличающийся тем, что, с целью придания каждому инструменту в отдельности любой скорости продольной подачи
и упрощеиия механизма подачи, он выполпеп в виде торцевого кулачка, толкатель которого кииематически связан с инструментальным щцинделем.
3.Автомат но пи. 1 и 2, отличающийся тем, что, с целью обеспечения возможности производить отрезку деталей с приводом от торцевого кулачка, отрезной щиинде.ть вынолнен в виде иолой гильзы, внутри которой перемещается конусный толкатель, ириводимый от
торцевого кулачка и воздействующий поср едством рычага на поворотный резцедержатель с отрезпым инструментом.
20
34
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный автомат для нарезания резьбы | 1974 |
|
SU536904A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Токарный автомат | 1970 |
|
SU352711A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ТЕЛ | 1973 |
|
SU371058A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |