1
Изобретение относится к обработке деталей типа тел вращения абразивной лентой.
Известны станки для обработки деталей типа тел вращения, в которых прижим абразивной ленты к обрабатываемой поверхности осуществляется полировальниками, укрепленными на щтоках пневмоцилиндров, установленных на станине перпендикулярно абразивной ленте. Недостатком этих станков является ограниченная возможность обработки поверхностей, расположенных под углом к оси вращения детали.
Цель изобретения - обеспечение возможности поворота полировальника. С этой целью механизм поджима лент выполнен в виде системы пневмоцилиндров, при этом заготовка устанавливается в патрон одним из полировальников, а во время обработки полировальники поворачиваются вместе с абразивной лентой относительно обрабатываемой поверхности. Обработанная деталь удаляется направленными воздушными потоками.
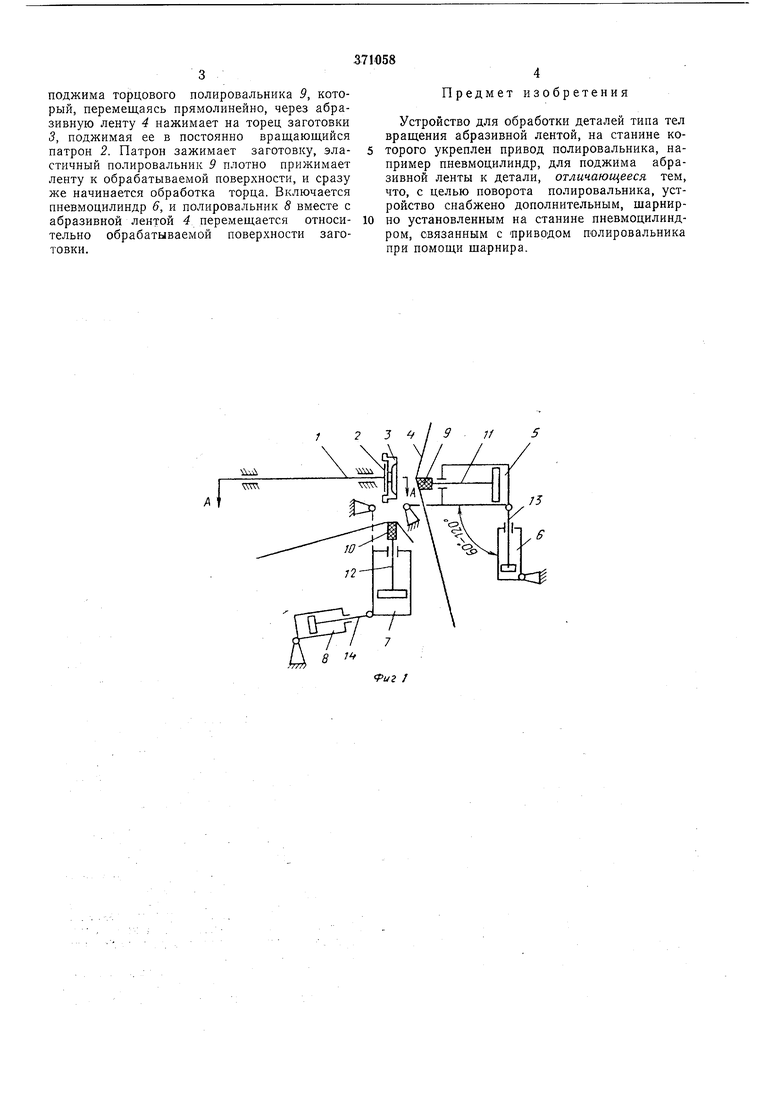
На фиг. 1 показана схема расположения основных узлов автомата, вид спереди; на фиг. 2 - схема воздущных потоков.
Автомат включает в себя щпиндельную бабку со щпинделем 1 и патроном 2 для зажима детали 3. Со стороны торца и периферии патрона расположены механизмы поджима абразивных лент 4, выполненные в виде
системы управляемых пневмоцилиндров 5 и 5, 7 и 5. Эластичные полировальники 9, 10 смонтированы на штоках //; 12 пневмоцилиндров
5,7 поджима абразивной ленты. К корпусам этих пневмоцилиндров под углом шарнирно
прикреплены штоки 13, 14 нневмоцилиндров
6,8 поворота полировальников. Корпус каждого нневмоцилиндра щарнирно закреплен на станине.
Параллельно шпинделю к шпиндельной бабке прикреплены сопла 16. На станине у торца патрона перпендикулярно соплам установлены сопла 17, а под шпинделем, под углом к соплам 16 и 17, установлены сопла 18. Впередп шпиндельной бабки в стороне от всех механизмов станка установлен приемник 19 готовых деталей.
Все пневмоцилиндры автомата и воздушные сопла приводятся в действие от не показанного на чертеже механизма управления, содержащего распределительный вал с кулачками и систему пневмоклапанов. Кулачок пневмоцилиндра 5 установлен по отношению к кулачку пневмоцилиндра 7 с углом разворота,
обеспечивающим установку детали в патрон торцовым полировальником 9 до начала работы полировальника 10.
Весь цикл обработки совершается за один оборот распредвала. Заготовка подается ь
зону обработки. Включается пневмоцилиндр
поджима торцового полировальника 9, который, перемещаясь прямолинейно, через абразивную ленту 4 нажимает на торец заготовки 3, поджимая ее в постоянно вращающийся патрон 2. Патрон зажимает заготовку, эластичный полировальник 9 плотно прижимает ленту к обрабатываемой поверхности, и сразу же начинается обработка торца. Включается пневмоцилиндр 6, и полировальник 8 вместе с абразивной лентой 4 перемещается относительно обрабатываемой поверхности заготовки.
Предмет изобретения
Устройство для обработки деталей типа тел вращения абразивной лентой, на станине которого укреплен привод полировальника, например пневмоцилиндр, для поджима абразивной ленты к детали, отличающееся тем, что, с целью поворота полировальника, устройство снабжено дополнительным, шарнирно установленным на станине пневмоцилиндром, связанным с приводом полировальника при помощи шарнира.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный автомат | 1970 |
|
SU352711A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ ЖЕСТКОСТИ НЕСУЩИХ ЭЛЕМЕНТОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2018 |
|
RU2687341C1 |
| Фрезерный станок | 1976 |
|
SU656747A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Шпиндельная бабка | 1987 |
|
SU1604505A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Токарный автомат | 1985 |
|
SU1332663A1 |

8
5
5 4
;/
- СР
п
/7
/У/////А////////////////////
