Изобретение относится к устройствам для правки.
Известна установка для правки лопастей гребных или воздушных винтов, содержащая расположенные на станине штамп и механизм подачи винтов в зону правки.
Однако эта установка не обеспечивает высокого качества правки.
Цель предлагаемой установки - повысить качество правки.
Для этого механизм подачи винтов выполнен в виде каретки, установленной с возможностью перемещения по двум взаимно перпендикулярным направляющим, предусмотренным на станине, и расположенного на каретке с возможностью перемещения в направлении, перпендикулярном ее основанию, ползуна, нл котором закреплена посредством шаровой пяты оправка, служащая для установки винта; при этом в нижней плите штампа со стороны подачи винта выполнен паз для захода лопасти винта, расположенной под выпрямляемой, а на верхней плите - срез для размещения лопасти винта, расположенной под выпрямляемой. Поверхность рабочей полости штампа равна поверхности выпрямляемой лопасти.
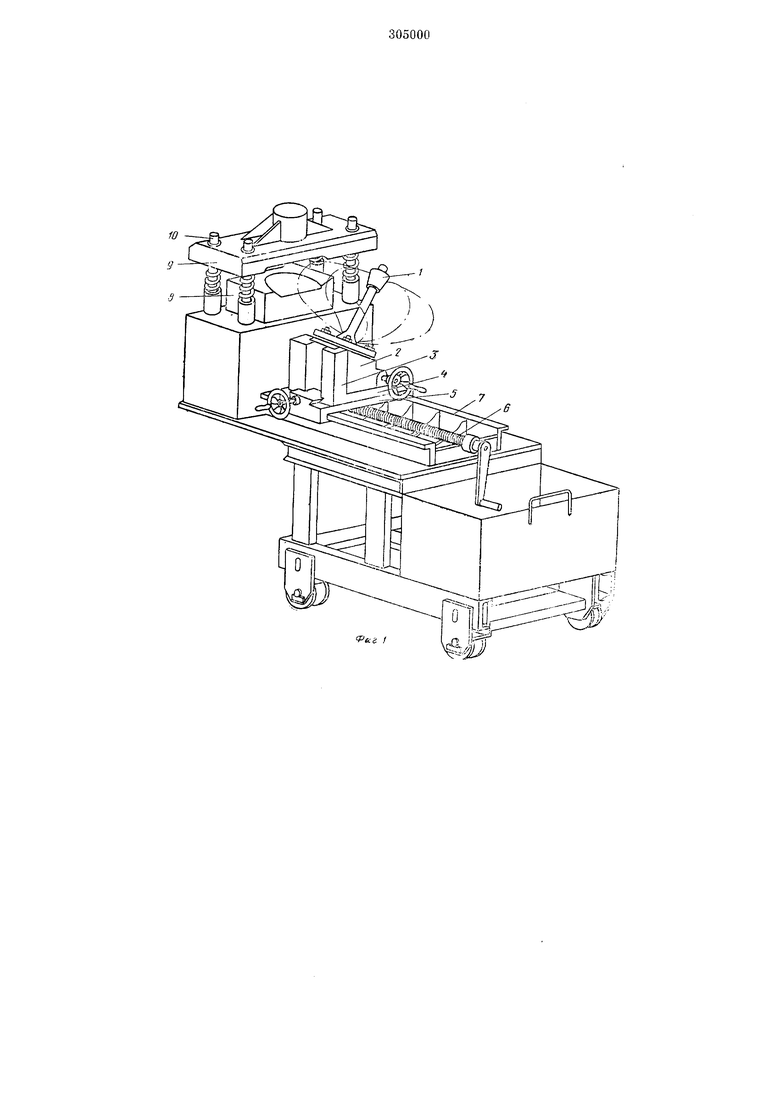
На фиг. 1 изображена тележка, на которой установлены механизм подачи винтов в зону правки и штамп на его несущей плите; на
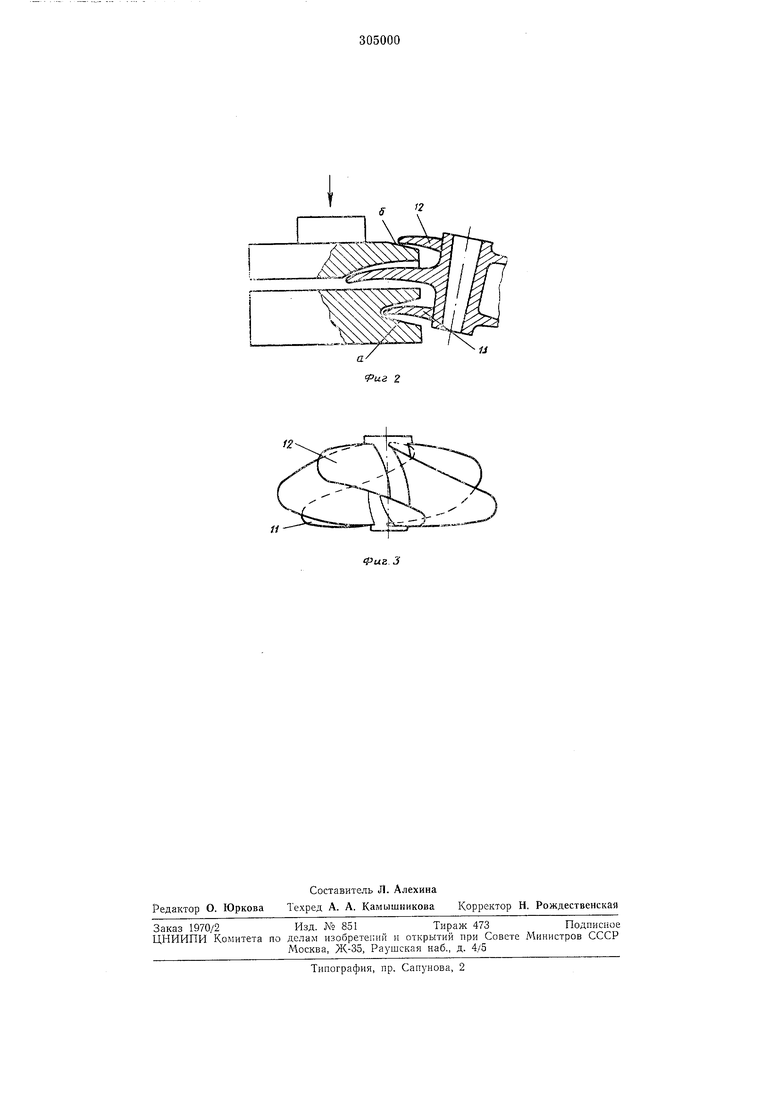
фиг. 2 - штамп; на фиг. 3 - винт с лопастями.
При правке винт устанавливают на оправке /, которая посредством шаровой пяты соедипена с ползуном 2, перемещающимся по направляющим 3 перпендикулярно основанию каретки 4. Каретка с возможностью поперечного перемещения установлена па суппорте 5, который в свою очередь с помощью винта 6
и ходовой гайки перемещается по продольным направляющим 7.
Такая совокупность перемещепий вызвана сложностью геометрии винтов с большим дисковым отношением, создающим перекрывание
лопастей друг другом.
Штамп выполнен в виде плиты S, установленной на подставке, и верхней плиты 9. На подставке установлены направляющие
колонки W с пружинами д.тя отжима верхней плиты. Внутри подставки штампа размещен рычажный механизм для подъема и опускания верхней плиты, необходимых при подаче винта, и штамп.
Для установки винтов с дисковым отношением больше единицы, т. е. когда лопасти иерекрывпк.т друг друга, у нижней плиты сделан глубокий паз а для свободного захода лопасти 11, а у верхней плнты сделан срез б (верхлопасти 12. При этом поверхность рабочей полости штампа равна поверхности вь прямляемой лопасти.
Винт, подлежащий правке, устанавливают на транспортирующем устройстве и центрируют конусами зажимной оправки. После этого в гнездо оправки устанавливают щагомер с самописцем СПК-1. На барабане самописца щагомера устанавливают необходимый чертеж-щаблон развертки винтовых линий в сечениях лопастей и производят запись фактических винтовых линий.
С помощью щупа щагомера наносят на нагнетательные поверхности лопастей установочные риски в соответствии с данными, выбитыми на нижней рабочей плите штампа «Удаление от оси винта.
На транспортирующем устройстве подвигают каретку до совпадения указательной стрелки каретки с делением шкалы суппорта в соответствии с данными, выбитыми на нижней плите штампа «Поперечная подача.
С помощью ходового винта подвигают суппорт транспортирующего устройства в сторону штампа до совпадения указательной стрелки суппорта с делением шкалы на параллелях в соответствии с данными, выбитыми на нижней рабочей плите штампа «Продольная подача. Эта операция может быть выполнена лишь совместно с подъемом и поворотом випта, а также опусканием верхней плиты штампа вниз.
При продольной подаче винта к штампу производят подъем винта в тех случаях, когда заводимая в штамп лопасть касается нижней рабочей плиты всасывающей поверхностью. Приподнятый на ползуне каретки винт фиксируют в нужном положении винтовым стопором.
При продольной подаче винта производят опускание верхней рабочей плиты с помощью рычажного механизма, размещеннного в подставке штампа.
Поворотом винта вокруг оси оправки и наклоном самой оправки добиваются такого расположения лопасти, при котором установочная риска на лопасти касается кромки пуансона или плоскости, проходящей через боковую поверхность пуансона штампа, обращенную к винту. Положение установочной риски нроверяют при помощи линейки, приложенной к боковой поверхности пуансона.
После нроверки ноложения винта производят предварительный обжим лонасти в штампе с созданием усилия 1-2 т. Затем проверяют положение лопасти в штампе при зажатом состоянии.
Убедившись в том, что удаление оси винть от щтампа, а также положение суппорта и каретки заданное, проверяют положение вхо дящей и выходяндей кромок относительно маг рицы и пуансона и отключают стопор ползуна Включают в действие силовой орган уста новки и доводят давление пуансона на лопасть до 50-70 т. Не снимая нагрузки, проверяют положение лопасти относительно пуансона и матрицы но установочной риске и по кромкам лопасти. Если положение лопасти нравильное, доводят давление пуансона до 100 т. Если положение лопасти изменилось, то нагрузку с лопасти снимают и после подъема пуансона на 10-15 мм над поверхностью
лонасти проводят корректировку ее положения
и повторяют нажим нуансона усилием в 100 г.
Винт носле снятия нагрузки с лонасти с
помощью суппорта транспортирующего устройства выводят из штампа в положение, удобное для обмера геометрии лопасти шагомером СПК-1. В гнездо оправки ставят шагомер СПК-1 и но чертежу-шаблону проверяют геометрию лопасти в пяти сечениях. Если запись фактически винтовых линий нопадает в поле допусков, то переходят к правке последующих лопастей. Если обнаруживаются при ироверке геометрии лопасти местные отклонения, то лонасть повторно заводят в штамп и
производят правку с применением специальных прокладок.
Предмет изобретения
1. Установка для правки лопастей гребных или воздушных винтов, содержащая расположенные на станине штамп и механизм подачи винтов в зону правки, отличающаяся тем, что, с целью повышения качества правки, механизм подачи винтов выполнен в виде каретки, установленной с возможностью неремещения по двум взаимно перпендикулярным направляющим, предусмотренным на станине, и расположенного па каретке с возможностью перемеидения в направлении, перпендикулярном ее основанию, ползуна, на котором закреплена посредством шаровой пяты оправка, служащая для установки винта, при этом в нижней плите щтампа со стороны подачи винта выполней паз для захода лопасти винта, расположенной под выпрямляемой, а на верхней плите - срез для размещения лопасти винта, расположенной над выпрямляемой.
2. Установка по п. 1, отличающаяся тем,
что поверхность рабочей полости щтампа равна 1/2-°/б поверхности выпрямляемой лонасти.
f&e I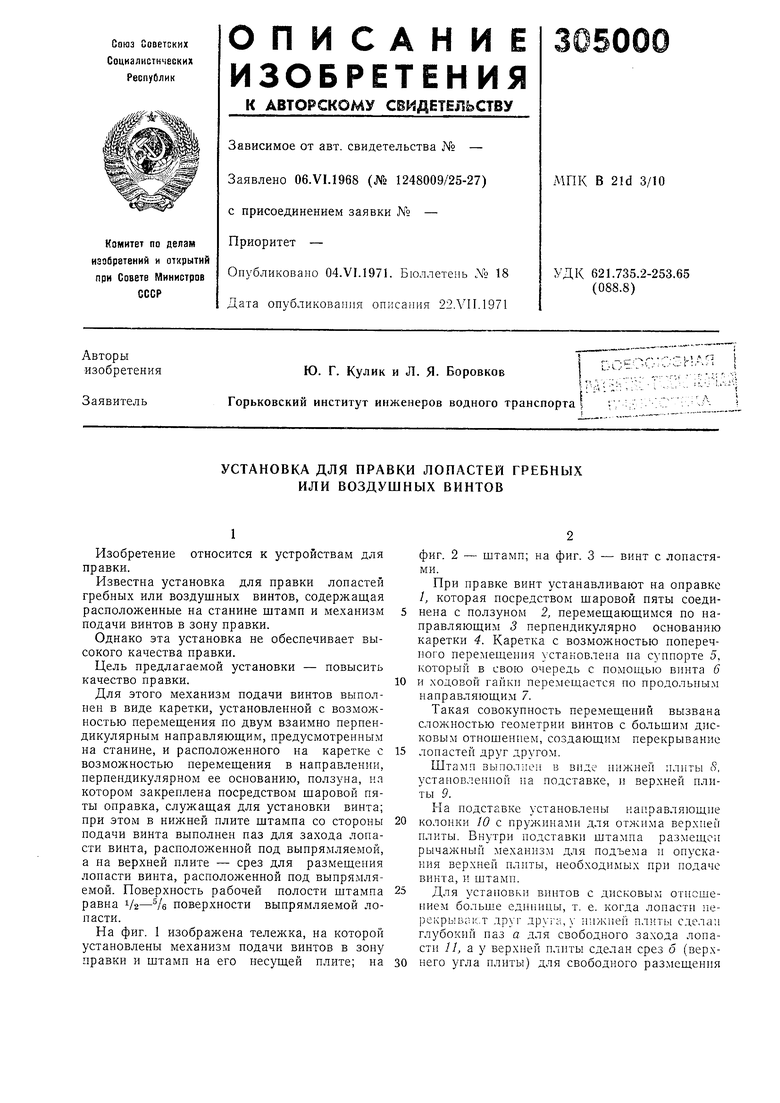
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Автоматический штамп | 1977 |
|
SU716664A1 |
| ШТАМП С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ ПОЛОЙ ЗАГОТОВКИ | 1968 |
|
SU210808A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для изготовления рулонных пружин | 1983 |
|
SU1148671A1 |
| Устройство для подачи проволоки | 1981 |
|
SU1136876A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |