Известны ванны к установке для изготовления листового полированного стекла, в процессе которого его нижняя поверхность контактирует с расплавленным металлом, а верхняя - с расплавленным материалом, включающие электроды, установленные в расплавленном металле и расплавленном материале и электрическую цепь, соединяющую их с источником тока. Однако в известных ванпах расплавленный материал не удерживается на иоверхиости ленты стекла, за счет чего получается больщой расход расплавленного материала, а качество обработанной поверхности ленты стекла получается низким.
Предлагае.мая ванна снабжена расположенными у ее боковых степ друг против друга кромкоформующими устройствами с фигурными поверхностями и перегородками, например из графита, установленными поперек ленты стекла.
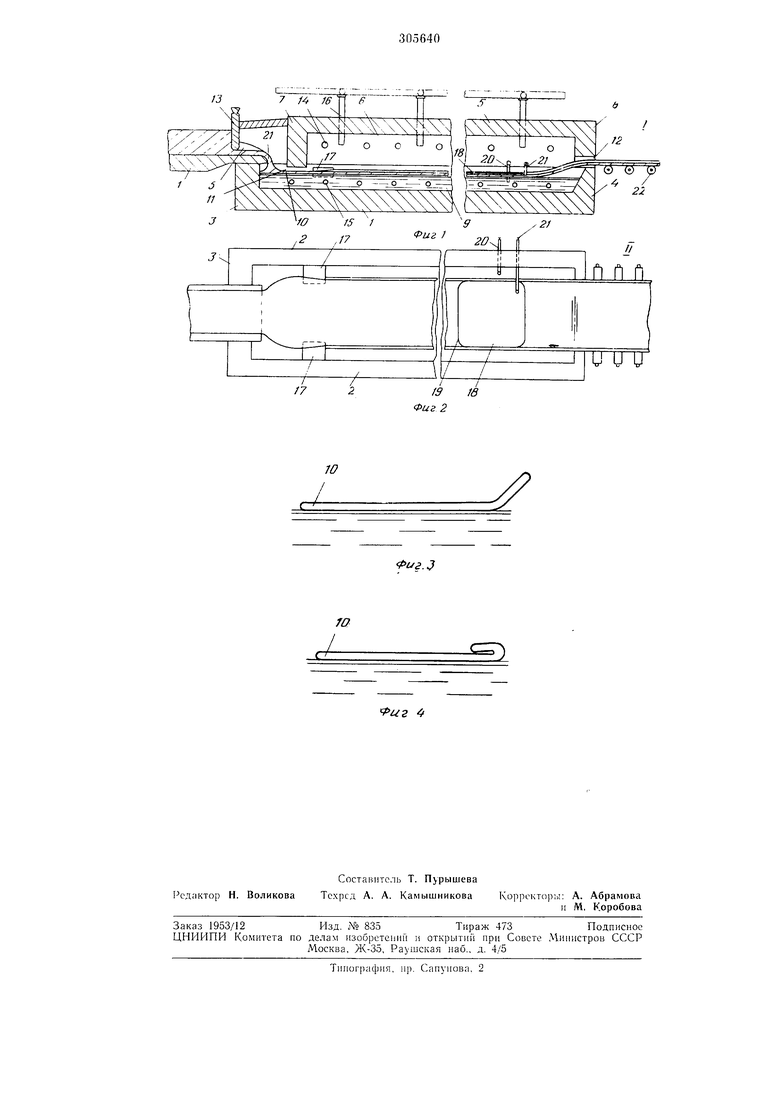
Па фйг. 1 изображена ванна, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - форма кромки полосы листового стекла в начальный момент прохождения полосы через кромкоформующие устройства; на фиг. 4 - форма кромки полосы листового стекла в момент вы|(Ьда поутосы из кро.мкофор.мующих устройств.
па покрывается сводом 5 с боковыми опорпымп стенками 6 сплощными торцевыми стенками - передней 7 и задней 8. В ванне находится масса расплавленного металла 9, например, олово или его сплавы, причем удельный вес металла 9 должен быть выще удельного веса стекла 10, подаваемого иа поверхность металла 9. Стекло 10 может быть в виде ленты пли в виде расилавлениой массы.
Стенка 7 свода 5 опущена почтп до самой поверхности массы металла 9 и образует с этой поверхностью входное окно 11. Стенка 8 свода 5 образует с задней стенкой 4 ванны выходное окио 12. Перед окном 11 установлена регулпровочпая заслонка 13, при помощи которой регулируется скорость подачи стекла 10 в ванну. Температура стекла 10 регулируется иа всем участке от окна // до окна 12 терморегуляторами 14, находящимися
в массе металла 9, и терморегуляторами 15, расположенными в пространстве между сводом 5 и поверхностью металла 9. В пространство между сводом 5 и поверхиостью расплавлеццого металла по трубопроводам 16,
пропущенным через свод 5, подается защитпый газ. По обеим сторонам ванны установлены кромкоформующие устройства 17 с фигурными поверхиостям-и, причем устройства 17 изготавливаются из материала, который Пример из графита. Кроме того, эти устройства имеют систему охлаждения (wa чертеже не показана), наиример водяную. В зоне между устройствами 17 и окном 12 ванны на верхней поверхности стекла 10 помещается расплавленный электропроводный материал 18 (наиример, олово или его сплавы), объем которого ограничивается ио бокам краевыми выступами стекла 10, образованными при прохождении стекла 10 через устройства 17 с последующим охлаждением. Задняя граница объема расилавлеииого электропроводного материала образуется за счет подъема полосы стекла 10 при прохождении через выходное окно 12 ванны, а передняя граница - при помощи перегородки 19, выполненной, например из графита, которая располагается поперек движения стекла 10 над его верхней поверхностью, не касаясь последней. Зазор между перегородкой 19 и верхней поверхностью стекла 10 таков, чтобы новерхностное натяжение материала 18 не позволяло ему вытекать за перегородку 19 через этот зазор. В расплавленный металл 9 помещен электрод 20, а в расплавленный материал /8 - электрод 21. Электроды 20 и 21 подключаются к источнику постоянного нанряжения (|на чертеже не показан). При выходе из окна 12 ванны обработанное стекло поступает на роликовый копвейер 22. Ванна работает следующим образом. Стекло 10 в расплавленном виде или в виде ленты через окно // ванны поступает на поверхность металла 9. Когда плавающее на поверхности металла 9 стекло 10 примет форму полосы, кромки этой полосы вначале проходят ио наклонным поверхностям устройств /7 и выгибаются по форме, показанной на фиг. 3. При дальнейщем прохождении полосы стекла Ю через устройство 17 кромки полосы стекла 10 полностью заворачиваются и прижимаются к полосе в положенном состоянии (как это показано на фнг. 4). Этп загнутые и сложенные кромки образуют ио всей длине полосы краевые выступы, которые придают полосе форму мелкого корытца. Такая форма обеспечивает удержание на поверхности полосы стекла 10 материала 18. Кромки полосы стекла 10 охлаждаются о устройства 17 и приобретают относительную жесткость. Ток, подводимый к электродам 20 и 21, проходит через толщу полосы стекла 10, заставляя олово (или другой металл) электролитически проникать из расплавленного материала 18 в верхний слой полосы стекла 10. Меняя полярность, можно покрывать оловом илИ другим металлом нижнюю поверхность полосы стекла 10. Далее эта полоса через окно 12 подается на конвейер 22, по которому стекло 10 поступает на операцию отжига. После операции отжига полоса листового стекла 10 освобождается от краевых выступов. Предмет изобретения Ванна к установке для изготовления лпстового полированного стекла, в процессе которого его нижняя поверхность контактирую: с расилавленным металлом, а верхняя - с расплавленным материалом, включаюн1ая электроды, установленные в расплавленном металле и расплавленном материале, и электрическую цепь, соединяющую их с источником тока, отличающаяся тем, что. с целью ограничения и удержания на поверхности ленты стекла расплавленного материала, вапна снабжена расположенными у ее боковых стен друг против друга кромкоформующими стройствами с фигурными поверхностями м перегородками, например, из графита, установленными поперек ленты стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 1972 |
|
SU332613A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU285650A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU283077A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU303292A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU307560A1 |
| Устройство для транспортирования в горизонтальном направлении листового стекла, отформованного на прокатной или другой машине | 1955 |
|
SU114373A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU310444A1 |
/7
II
fS IB
