Известна конст|рукция пресс-форм в производстве литья по выплавляемым моделям с пневматическим выталкиванием готовой модели из формы, для чего одна из половин прессформы снабжена канала-ми, подводяидими сжатый воздух.
С целью устранения деформации модели з предлагаемой пресс-форме вторая полуформа снабжена демпферами, выполненными в виде подпружиненных стержней, соединенных между собой жесткой связью.
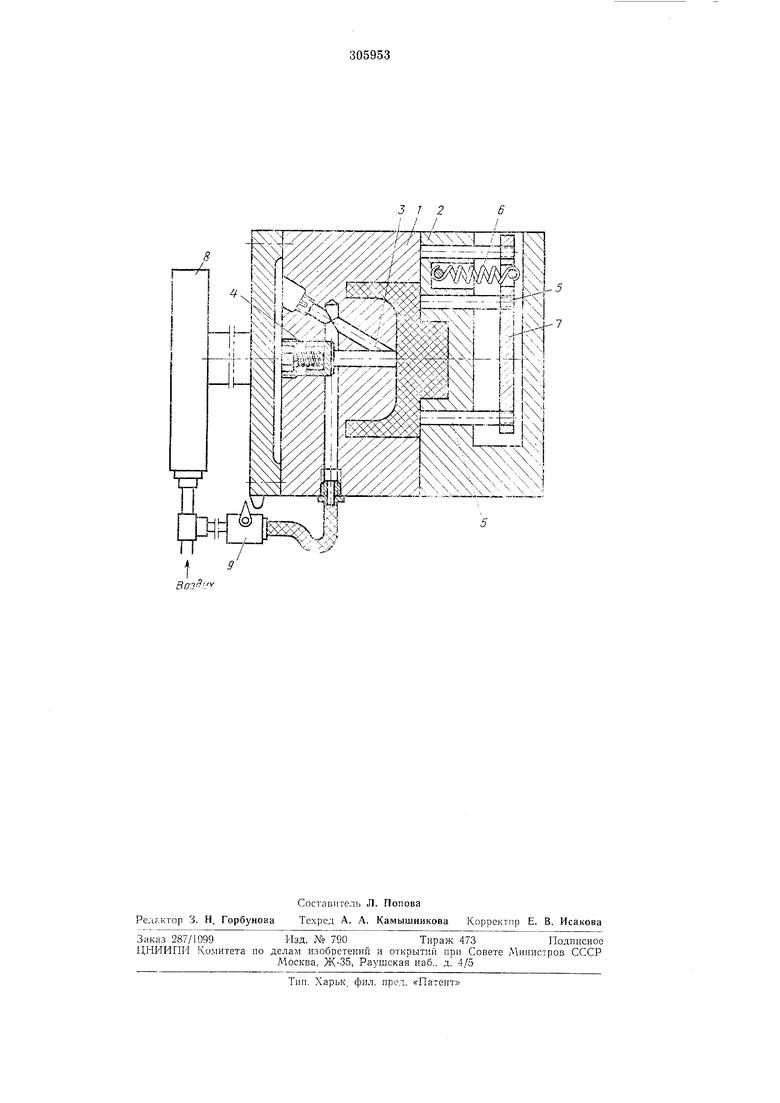
На чертеже 1изображена предлагаемая Пресс-фарма.
Она включает левую / и правую 2 полуформы, систему каналов 3, подводящих сжать й воздух, двухступенчатый подпружинеиныГ: поршень 4, стержни 5, Пружины 6, раму 7, пневмоцилиндр 8, переключатель 9.
После затвердевания модели пневмопилиндром перемещают левую половину пресс-формы. После развода полуформ на определенное расстояние через переключатель в центробежный канал подается воздух. Давление воздуха преодолевает сопротивление пружин, и поршепь 4 перемещается в левое положение, открывая канал, по которому сжатый воздух поступает под модель. За левой полуформой пол
действием энергии растянутых пружин одновременно перемещаются стержни, поддерживая модель. При выходе из гнезда левой полуформы модель под действием воздуха ется в подпружиненные стержни. При этом сила давления воздуха на модель лревыщает давление демпферов и последние отходят вправо, растягивая пруж,ину. При дальнейшем разъеме полуформ давление воздуха ослабевает и силы, действующие на модель справа п слева (т. е. со стороны воздушных каналов и демпферов), 1равновешиваются и модель под действием собственного веса падает в ванну.
15
Предмет и з о б р е т е н ,и я
Пресс-форма для изготовления моделей в производстве литья по выплавляемым моделям, включающая две полуформы, в одной из которых выполнены каналы, подводящие сжатый воздух для выталкивания из формы готовой модели, отличающаяся тем, что, с целью устранения деформац1ии модели, вторая полуформа снабжена демпферамп, выполненными в виде подпружиненных стержней, сосдииенных между собой жесткой связью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358061A1 |
| ПРЕСС-ФОРМА для ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1973 |
|
SU376158A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1970 |
|
SU260838A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1731420A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| СТЕРЖЕНЬ ДЛЯ ОФОРМЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МОДЕЛИ | 1971 |
|
SU320331A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |