Изобретение относится к области литейного производства, в частности к пресс-формам для изготовления моделей из легкоплавкой массы в производстве литья по выплавляемым моделям.
Известна пресс-форма для изготовления моделей в производстве литья по выплавляемым моделям, включающая разъемные полуформы с вылолненными в одной ив них каналами, подводящими сжатый воздух в форму для выталкиваиия из последней готовой модели, в которых установлены порщневые подпружиненные порщни, перекрывающие каналы во время запрессовки модельвой массы.
Однако в тайкой пресс-форме не предусмотрена автоматизация процесса учета изготовленных моделей, что значительно снижает эффективность ее применени Я, особенно в автоматическом производстве.
С целью устранения указанного недостатка предлагаемая пресс-форма сн1абжена датчиком давления, связанным с полостью пресс-формы и с исполнительным механизмом счетного устройства, кроме того, датчик давления может быть выполнен в виде подвижного от модельной массы подпружинениого золотника, который через плавающий шарик механизма его фиксации соединен с порщневым подпружиненным клапаиом, а
через выполненную в подпружиненном золотнике кольцевую проточку, расположенную соосио с каналами для сжатого воздуха, и воздушную полость порщневогО подпружиненного клапана - с исполнительным механизмом счетного устройства.
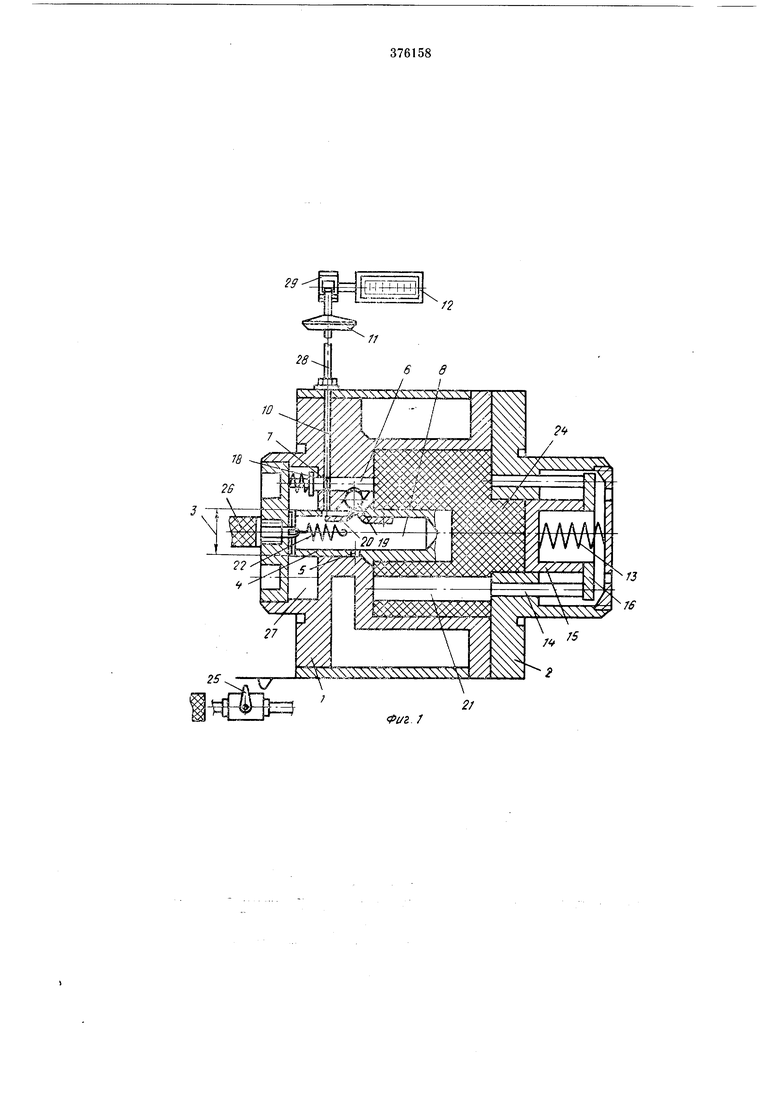
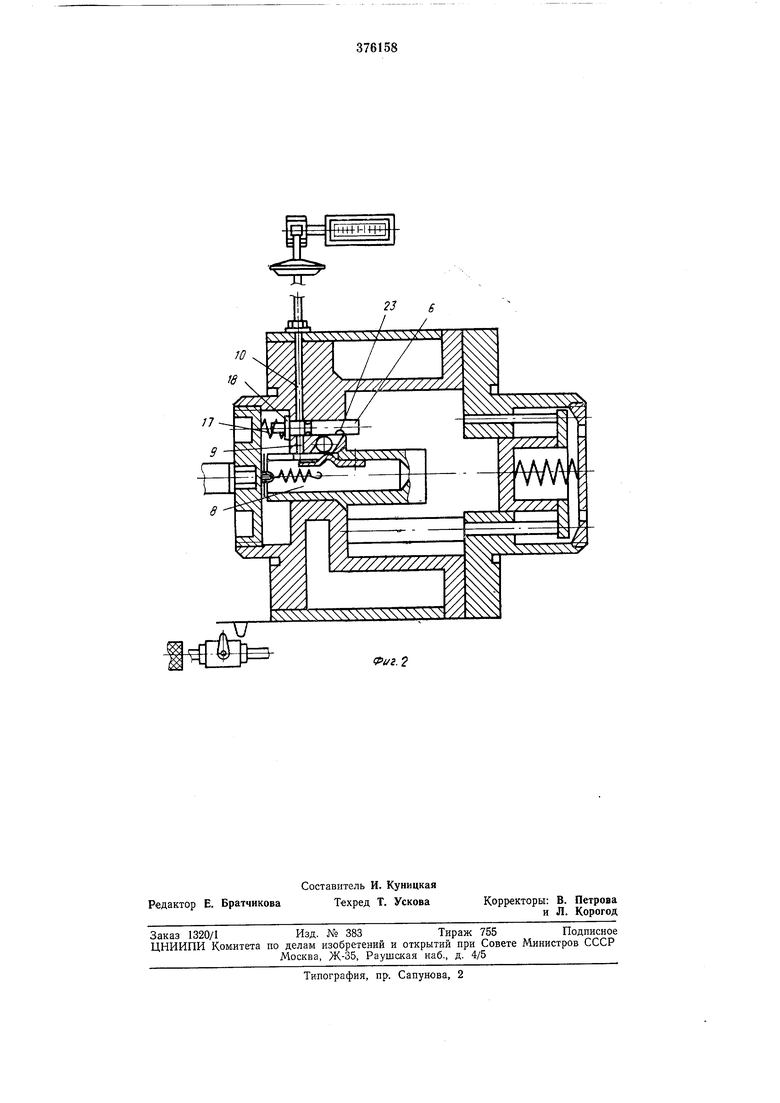
На фиг. 1 схематично изображена предлагаемая пресс-форма; на фиг. 2 - то же, в момент запрессовки модельной массы.
Пресс-форма содержит левую подвижную 1 и правую ненодвижную 2 полуформы.
В левой полуформе 1 выполнен канал 3 (число их зависит от габаритов и конфигурации модели), в котором установлен полый клапан 4 с коническим посадочным хвостовиком и с выходными каналами 5 (основные воздушные каналы), перекрываемыми в момент запрессовки модельной массы телом полуформы.
В этой же полуформе установлен датчик давления, выполненный в виде подвижного нодпружиненного золотника 6 с кольцевой полостью 7, соединяющей воздушную полость 8 клапана 4 через каналы 9 и 10 с силовым цилиндром // исполнительного механизма счетного прибора 12.
В правой полуформе выполнен ряд отверстий, в которых свободно перемещаются под действием пружины 13 упоры 14 и демпфер l, соединенные между собой общей рамкой 16. Пресс-форма работает следующим образом. При смыкании двух пресс-форм перед запрессовкой полости модельной массы под действием пружины 17 золотник 6 перемещается вправо до упора бурта 18 в тело полуформы, а шарик 19 механизма его фиксации утапливается и изгибает пр|ужину 20, укрепленэую на клапане 4. Это соответствует тому положению, при котором часть золотника 6 выступает в модельную полость формы. Упоры 14 соприкасаются с боковыми стержнями 21 и отводят демпфер 15 в крайнее правое положение. Клапа« 4 под действием пружины 22 находится в исходном положении и коническим по яском отделяет выходные каналы от модельной полости. При запрессовке модельной массы под давлением последней золотвик 6 перемещается влево, сжимая пружину 17 в положение, при котором щарик 19 фиксирующего механизма становится В выемку 23 золотника и закрепляет его в этом положении. Ко1льцевая полость 7 прей этом становится соосно с каналами 9 и 10. При снятии давления на модельную массу шарик 19 механизма фиксации удерживает золотник 6 от возможного перемещения его влраво, в незастывшую массу (модель), что предотвращает образование следов золотника на модели 24. После затвердевания модели воздух подается в пневмоцилиндр (на чертежах ве показан), перемещающий левую полуформу. При разводе полуформ / и 2 на определенное расстояние через переключатель 25 воздух подается по трубопроводу 26 в полость 27 и одновременно в полость 8 клапана и через канал 9, кольцевую полость 7 и канал 10 по трубопроводу 28 к цилиндру 11 исполнительного механизма, шток которого посредством храпового соединения 29 проворачивает диск счетного прибора 12 на одно деление. При подаче воздуха в полость клапана 4 давление сжатого воздуха преодолевает сопротивление пружины 22 клапана 4, и последний перемещается вместе с моделью вправо. Пружина 20 механизма фиксации перемещается вместе с клапаном 4 и освобождает шарик 19, который опускается вниз. Золотник 6 под действием пружины 17 перемещается вправо, перекрывая подачу воздуха к силовому цилиндру // исполнительного механизмЕ, и шток его под действием возвратной пружины перемещается в исходное положение Выходные каналы 5 приоткрываются, и воздух поступает в полость, образованную между моделью и телом полуформы. Под давлением воздуха модель удаляется из левой полуформы и при выходе из гнезда упирается в подпружиненный демпфер 15. При этом давление воздуха на модель превышает давление со- стороны демпфера, и модель отходит вправо, сжимая пружину 13. При дальнейшем разъеме полуформ давление воздуха ослабевает, и силы, действующие на модель справа и слева, уравно-вешиваются, и модель под действием собственного веса падает в ванну, Надежность работы пресс-формы можно дополнительно пояснить на следующих примерах. При смыкании, полуформ в случае отсутствия модельной массы и прекращения подачи воздуха в полость клапава последний возврашается в крайнее левое положение, прижимая выступом пружины 20 шарик 19 кзолотнику 6, которыйнаходится в правом положении и остается неподвижным; при случайной подаче воздуха клапан 4 перемещается вправо при неподвижном зологгнике 6, перекрывающем канал 10. В этом случае счетный прибор, не срабатывает. При отсутствии воздуха в полости клапана и запрессовки модельной массы пружина 22 удерживает клапав 4 в исходном положении, Зо-лотниж 6 перемещается при этом под давлением массы в левое положение до совпадения шарика /9 с выемкой 23. Предмет изобретения 1. Пресс-форма для изготовления моделей в производстве литья по въшлавляемым моделям, включающая разъемные полуформы с выполненными в одной из них каналами. подводящ.ими сжатый воздух для выталкивания из формы готовой модели, в которых установлены поршневые подпружиненные клапавы, перекрывающие каналы во время запрессовки модельной массы, отличающаяся тем, что, с целью автоматизации процесса учета количества изготовляемых моделей. она снабжена датчиком давления, связанным с полостью пресс-формы и с исполнительным механизмом счетного устройства. 2. Пресс-форма по п. 1, отличающаяся тем, что датчик давления выполнен в виде подвижного от модельной массы подпружиненного золотника, который через плавающий щариК механизма его фиксации соединен с поршневым подпружиненным клапаном, а через выполненную в подпружиненном золотнике кольцевую проточку, располагаемую соосно с каналами для сжатого воздуха, и воздущную полость порщневого подпружиненного клапана-с исполнительным мех-анизмом счетного устройства.
J.T
76
2/
Фиг. /
JO
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358061A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1970 |
|
SU260838A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1173621A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1971 |
|
SU305953A1 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1980 |
|
SU876262A1 |
| Устройство для приготовления и запрессовки модельной массы | 1989 |
|
SU1788922A3 |