Изоб|ретеаие относится ,к производству выплавляемых моделей и может быть «спользовано в производстве литья под давлением.
Наиболее близким ж описываемому изобретению по технической сущности и достигаемому эффекту является (пресс-форма для изготовления моделей, содержащая подвижную полуфорМу € плитой толкателей и неподвижную лолуформу 1.
Однако для получения моделей большой высоты гили при Необходимости увеличения хода выталкивания моделей, необходимо увеличивать габариты пресс-форм.
С целью расширения иоменкл.атуры отливок предлагаемая пресс-форма снабжена дополнительной плитой, установленной за плитой толкателей, защелкой, связывающей упомянутые илиты и имеющей направляющее отверстие и клином, размещенным на неподвижной полуфо.рме с возможностью взаимодействия с направляющим отверстием защелки, а плита толкателей подпружинена относительно дополнительной плиты. Устройство, состоящее из защелки, удерживающей подпружиненную плиту выталкивателей, и отжимного кл-ИН-а, жестко закрепленного на неподвижной 1Полуфор)М:е, служит для вторичного импульсного толкания модели.
Источником энергии для импульсного толчка является потенциальная энергия сжатой
пружины или нескольких пружин, которые установлены между плитой выталкивателей и опорной плитой. Сила толчка регулируется подбором усилия прлжин }1 их количеством. Защелка прижимается к плите силой пружины, установленной на винте, соедпняюид,ем защелку с опорной плитой.
Перемещаясь своими направляющими штырями в гнездах опорной плиты, защелка отодвигается от плиты, освобождая подпрул иненную плиту выталкивателей.
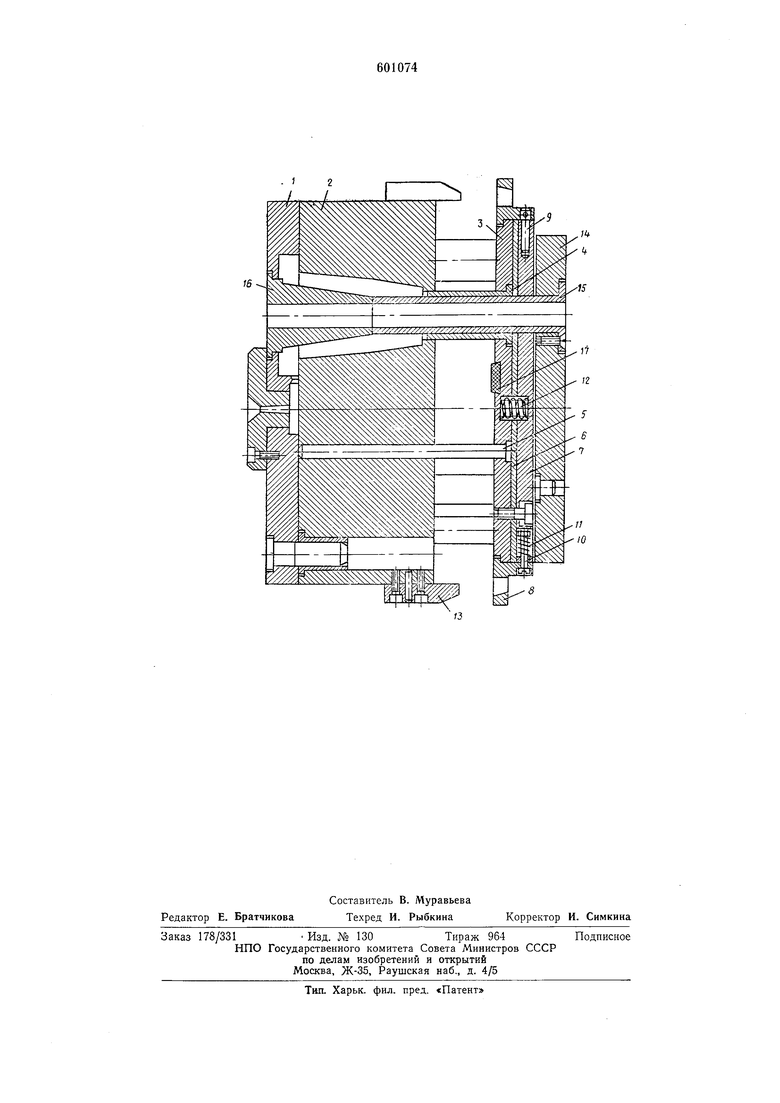
На чертеже изображена пресс-форма, общий -вид в р.азрезе.
Пресс-фор:ма содержит подвижную / и неподвижную 2 полуформы, оформляющие наружные контуры модели, плиту 3 выталкивателей, в которой установлепы трубчатые выталкиватели модели 4 и контртолкатели 5, прижимную плиту б , жестко связанную с плитой 7 выталкивателей, опорная плита соединена с плитой выталкивателей 3 защелкой 8 со специально выполненным в ней окном под
КЛИН.
Защелка установлена в гнездах опорной плиты при помощи направляющего штыря 9 и винта W с пружиной //.
и 1ежду опорной .плитой и выталкивателей установлены в гнездах импульсные пружины 2 сжатия.
Клин 13, взаимодействующий с защелкой, пр.икреплен к неподаижкой лолуфорМе.
В о сновании 14, жестко связанном с неподвижной полуформой, .размещены стержни 16, образующие € стержнями 16, установленными в но.движн.ой полуформе, внутреннюю полость ,мо,дел1И.
Для смягчения удара плиты выталкивателей э неподвижную матрицу служат демпферы 17 в виде эластичных элементо В, установленные в нлите .выталкивателей.
Пресс-форма работает сле,дующ:им об.разо.м.
После залрессовкй в пресс-форму модельной массы подвижная полуформа 1 отходит, оставляя модель в неподвижной полуфор,ме 2. При этом специальные толкатели стенда, На котором установлена Пресс-форма, упира ясь в олорную пляту 7, перемещают ее вместе с плитой 3 выталкивателей, которая удерживается защелкой 8. Отжимной клин 13, заходя в окно защелки, отжимает ее от плиты выталкивателей, освобождая при этом пружины 12. Резко разжимаясь, пружины толкают плиту 3, в -которой установлены выталкиватели 4, выталкивающие деталь из рабочей полости. Возвращают выталкивательную плиту на место контртолкатели 5, установленные в ,выталкивательной плите и упиоающиеся в подвижную полуформу /, при этом сжимается пуржина 12. Клин при обратмом ходе плиты выталкивателей выходит из защелки, и она под действием пружины // заходит на плиту выталкивателей, скрепляя ее с опорной плитой.
Изобретение позволяет изготавливать модели большей ВЫСОТЫ без увеличения габаритов пресс-формы и увеличить диапазон выталкивания моделей.
Кроме того, конструкция .пресс-фермы за счет небольших габаритов позволяет использозать ее на карусельном позиционном автомате и увеличить число гнезд в пресс-форме, что повыщает производительность автомата в
3 раза, и снизить брак по поломке моделей на 5%, что дает гадовую экономию на пред-приятии 7 тыс. руб.
Формула изобретения
Пресс-фор|Ма для изготовле1ния выплавляемых моделей, содержащая подвижную полуформу с ПЛ1ИТОЙ толкателей и неподвижную полуформу, отличающаяся тем, что, с
целью расширения номенклатуры отливок, она снабжена дополнительной .плитой, установленной за плитой толкателей, защелкой, связывающей упомянутые плйты и имеющей направляющее отверстие, и клином, размещенным на неподвижной полуфор|Ме с возможностью взаимодействия с направляющим отверстием защелми, а плита толкателей подпружинена относительно дополнительной плиты.
Источник информации, принятый во внимание п.ри экспертизе:
1. Инженерная монография. Литье под давлением, под ред. Л. И. Вивберга, «Мащиностроение, 1962, с. 178, рис. 94.
IB
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU822973A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU884849A1 |