113
Изобретение относится к литейному производству, в частности к оборудованию для литья по выплавляемым моделям.
Целью изобретения является повыше- ние геометрической точности моделей за счет подпрессовки модельного состава сжатым воздухом.
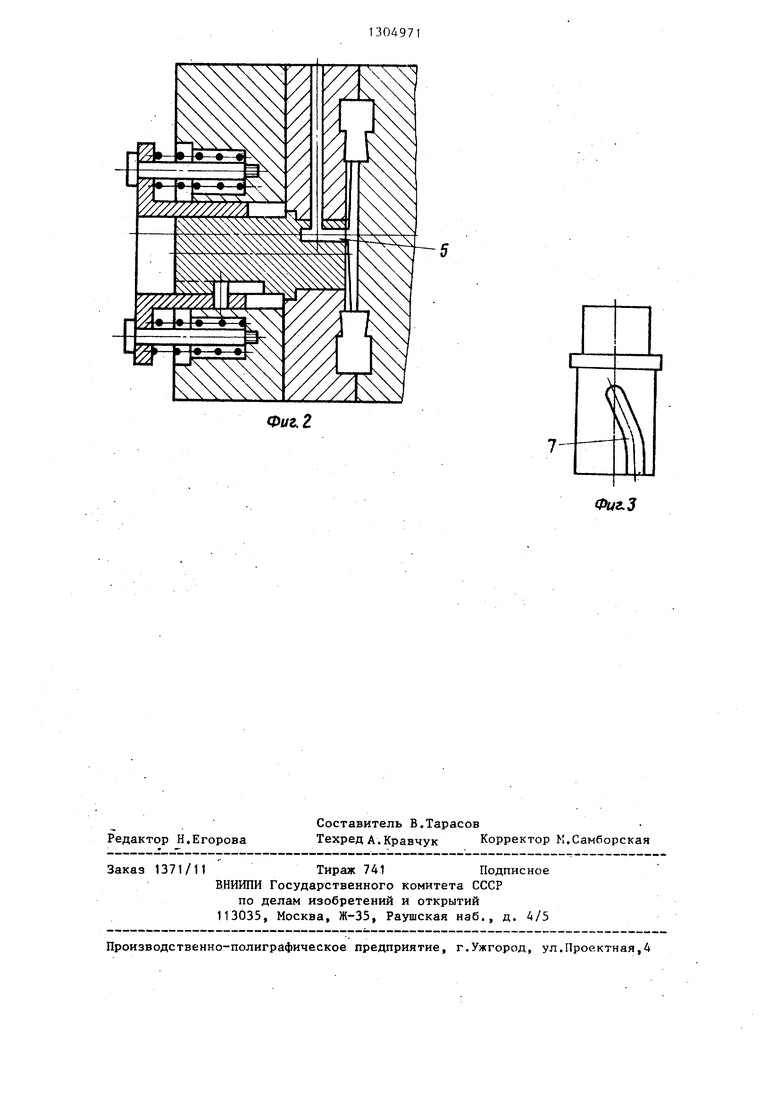
На фиг.1 изображена пресс-форма в положении заполнения ее модельной массойi на фиг.2 - то же, в положении подачи сжатого воздуха; на фиг.З - запрессовочная втулка.
Пресс-форма содержит подвижную и неподвижную полуформы 1 и 2. В подвижной полуформе установлена со смещением относительно оси пресс-формы запрессовочная втулка 3, которая имеет неосевой сквозной канал 4 для запрессовки модельного состава и канал 5 для подачи сжатого воздуха в литниковые каналы 6. Для поворота запрес- совочной втулки 3 последняя имеет наклонную фигурную прорезь 7, в которую входит штифт 8 подпружиненной копирной втулки 9, расположенной в основании 10 в подвижной полуформе 1 с возможностью возвратно-поступатель движения. Пружины 11 поджимают копирную втулку -9 до упора 12, В плите подвижной полуформы 1 выполнен канал 13 для подачи сжатого воздуха.
Пресс-форма работает следующим образом.
Пресс-форма устанавливается на карусельный агрегат. Воздушный канал 13 в основании подключается к воздушной сети автомата. Дополнительно в схему может быть введен кран, включаемый копирами.
Шприц автомата, сжимая пружины 11 перемещает копирную втулку 9 вправо. При этом штифт 8, перемещаясь на прорези 7 запрессовочной втулки 3, поворачивает ее до совмещения канала 4 для запрессовки модельного состава с осью пресс-формы и, следовательно, с отверстием шприца. Модельная масса заполняет формообразующую полость пресс-формы.
O
5
40
0
5
При отходе шприца пружины 11 перемещают копирную втулку 9 влево до упора 12. При этом штифт 8 копирной втулки 9 поворачивает запрессовочную втулку 3 до положения, когда канал 5 для подачи сжатого воздуха, вьшолнен- ный в запрессовочной втулке 3, совпадает с каналом 13 для подачи сжатого воздуха, выполненного в подвижной полуформе 1. В этот момент канал 5 совпадает с осью пресс-формы и., следовательно, с отверстием литниковых каналов 6,
Таким образом, подача сжатого воздуха начинается после перекрытия за- прессовочного канала. В противном случае возможно вытеснение сжатым воздухом расплавленной модельной массы.
Сжатый воздух, который подается после заполнения пресс-формы расплавленным модельнЕ)1м составом, подпрессо- вывае т его в рабочей полости, что обеспечивает затвердевание расплава под давлением и исключает коробление моделей, появления утяжин. Формулаиз обретения Пресс-форма для изготовления вьш- лавляемых моделей, содержащая подвижную и неподвижную полуформы с литниковыми каналами и с каналами для подачи сжатого воздуха и запрессовочную втулку со сквозным каналом для подачи модельного состава, отличающаяся тем, что, с целью повышения геометрической точности моде- . лей за счёт подпрессовки модельного состава сжатым воздухом, пресс-форма снабжена подпружиненной копирной-втулкой с закрепленным на ее внутренней поверхности штифтом, в запрессовочной втулке выполнены дополнительный канал для сжатого воздуха и фигурная прорезь на внешней боковой поверхности 45 для контактирования со штифтом копирной втулки, при этом запрессовочная втулка имеет возможность поворота относительно своей продольной оси и смещена относительно центральной оси 50 пресс-формы.
30
35
Фиг. 2
Редактор Н.Егорова
Составитель В.Тарасов
Техред А.Кравчук Корректор К.Самборская
Заказ 1371/11Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг,3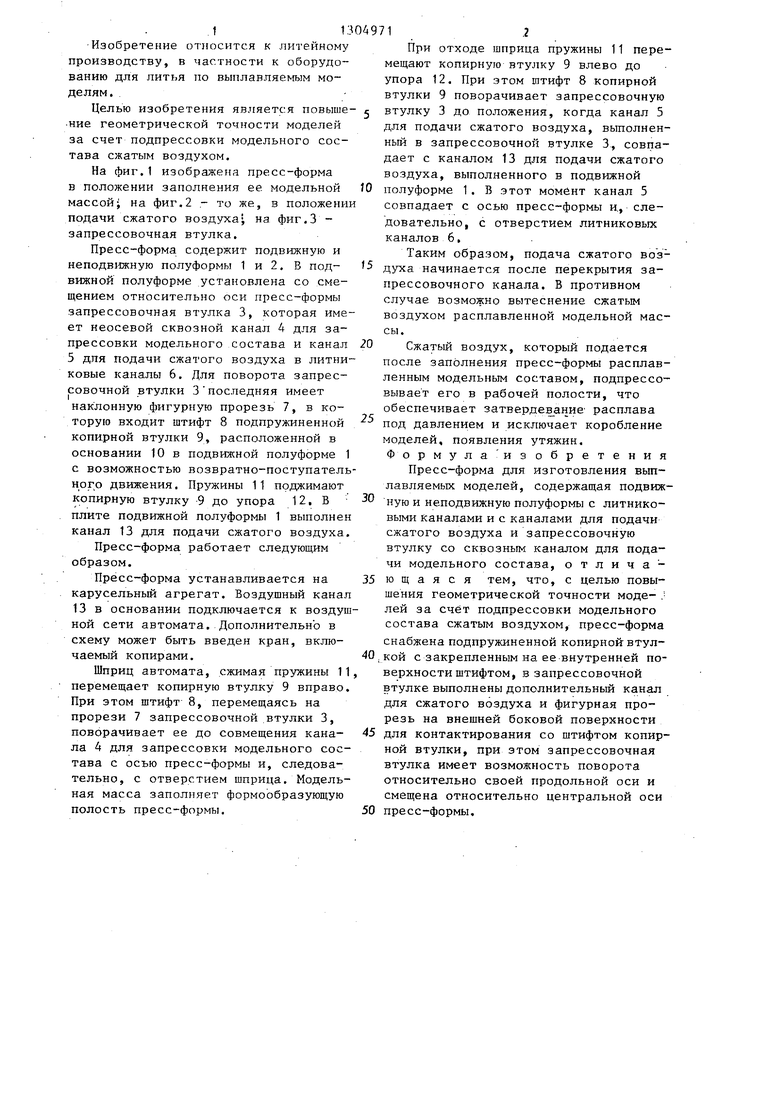
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1518080A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1447527A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Автомат для изготовления легкоплавких моделей | 1980 |
|
SU880608A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1258587A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1173621A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
Изобретение относится-к литейному производству, в частности к оборудованию для литья по выплавляемым моделям. Целью изобретения является повышение геометрической точности моделей за счет подпрессовки модельного состава сжатым воздухом. Пресс-форма содержит запрессовочную втулку 3 с двумя каналами 4 для модельного состава и для сжатого воздуха, Запрессовочная втулка 3 с фигурной прорезью 7 установлена в подпружиненной копирной втулке 9 со штифтом 8. При нажатии шприцем на копир- ную втулку 9 она смещается и, взаимодействуя штифтом 8 с прорезью 7, поворачивает запрессовочную втулку 3, при этом канал 4 подачи модельного состава совмещается с литниковыми каналами 6. При отходе шприца запрес- совочная втулка 3 совмещает с литнико- . выми каналами 6 канал для подачи сжатого воздуха, с помощью которого производится подпрессовка модельного состава в пресс-форме. 3 ил. ш (Л
| Литье по выплавляемым моделям | |||
| Под ред | |||
| Я.И.Шкленника и В.А.Озерова, М.: Машиностроение, 1984, с.163 | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
