Настоящее изобретение относится к области сварки, конкретнее, к устройствам для сварки кольцевых швов.
Известна установка для сварки кольцевых щвов, содержащая стол с наклонеой поверхностью для подачи изделий на вращатель с горизонтальной осью поворота, лежащей в плоскости, перпендикулярной направлению скатывания заготовки. Эта установка дает возможность подавать изделия на позицию сварки, вращать изделия во время сварки и передавать сваренное изделие на последующую технологическую операцию. Однако приваривать кольца к обоим коицам цилиндрических заготовок на ней невозможно. Известная установка не позволяет также производить сварку «в лодочку.
Для повышения производительности и качества сварки в предлагаемой установке наклонная поверхность стола разделена на две части, между которыми установлены поворотная в вертикальной плоскости плита, на одном конце которой закреплен вращатель, а на другом конце - неприводная роликоопора, и подъемно-поворотное устройство, являющееся продолжением плиты и снабженное опорой с полукруглыми пазами. Ось поворота вращателя совмещена с геометрической осью изделия, установленного на роликоопорах и в полукруглых пазах подъемно-поворотного устройства.
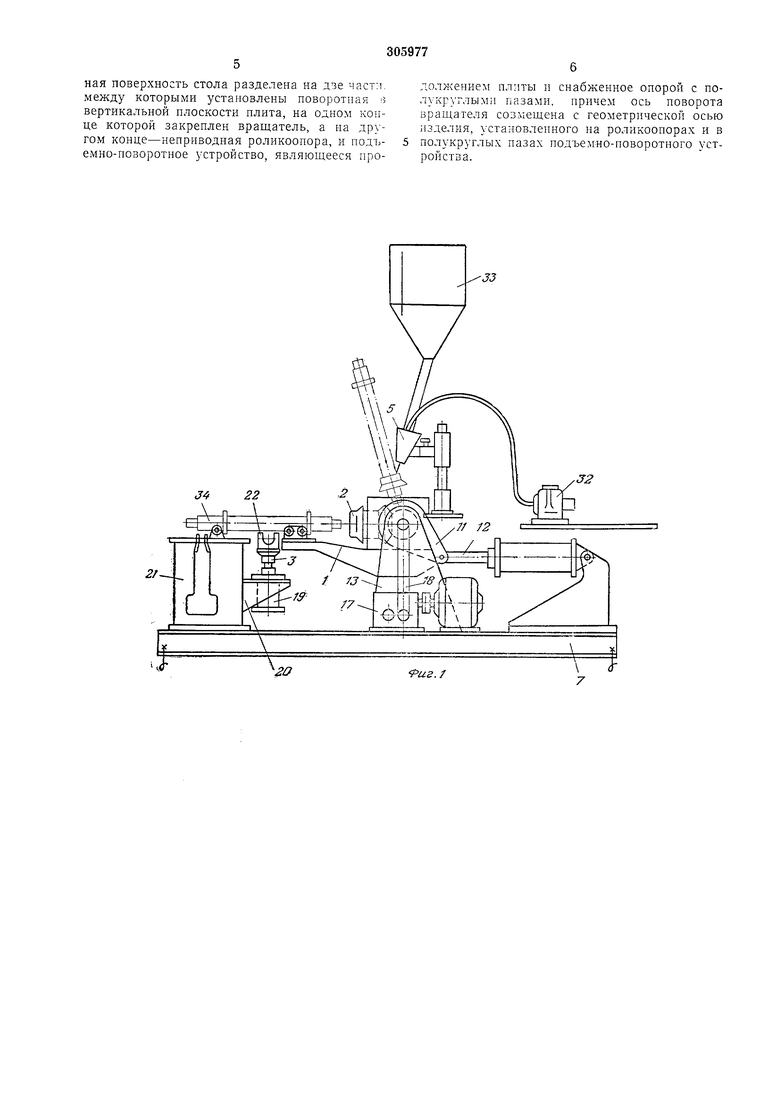
На фиг. 1 схематически изображена установка для сварки кольцевых щвов, общий впд;
на фиг. 2 - то же, вид в плапе; на фиг. 3 - то же, вид по стрелке А на фиг. 2.
Описываемая установка содержит поворотную плиту / с установленным на пей вращателем 2, под7-емно-поворотное устройство 3,
подающий механизм 4, сварочную головку 5, стол с наклонной поверхностьЕо а для подачи изделий к вращателю с упором 6 и наклопной поверхностью б для псредачп готовой после сварки заготовки от вращателя па последующую технологическую операцию п привод. Все перечисленные узлы п детали смонтированы на раме 7.
Поворотная илита / представляет собой металл 1ческую конструкцию, на суженной вытянутой части которой укреплены 1непрпводпые роликоопоры 8 со сферическим профилем поверхности катап 1я, а на противополол ной расщиренной ее стороне установлен вращатель 2, вмонт1 рованпый в корпус 9 плиты.
Для подъема, опускаипя и закрепления плиты в необходимом для сварки положении имеются щарнирио прикрепленный к раме плиты пневмоцилиндр 10 и рычаг //, один конец которого подвижно соединен со щтоком 12, а Плита подвешена на цапфах опорных стоек 13. Одна из цапф выполнена полой и через нее свободно пропущена полуось 14 вращателя 2. Последний приводится в движение от привода, состоящего из двигателя 15, муфты 16, редуктора 17, выходной конец вала которого постоянно соединен иосредством гибкого органа 18 с полуосью 14 вращателя. Подъемно-поворотное устройство, предназначенное для разворота цилиндрической заготовки, состоит из пневмоцилиндра 19, закрепленного на кронштейне 20 опорной плиты 21, м поворотной части 22, подвижно надетой на шток пиевмоцилиндра и имеющей диаметрально распололсенные полукруглые (по радиусу цилиндрической заготовки) вырезы для укладки и удержания ее при подъеме и развороте. Подъемно-поворотное устройство размещается меладу двумя наклонными позерхиостями а и б стола и установлено таким образом, что цилиндрическая заготовка располагается в полусферических вырезах поворотной чаши средней своей частью, а геометрическая ось вращения изделия находится на продолЖСП1111 оси вращения вращателя. Подающий .механизм 4, предназначенный для съема цилиндрической заготовки с наклонного входного стола и подачи на подъемно-качающийся стол с одновременной передачей после сварки готового изделия с поворотной плиты / па поверхность б стола, состоит нз упора 6, прикрепленного к стенкам стола с наклонной поверхностью а, и одноплечего дозирующего рычага-съемника 23, один конец которого подвижно через ось 24 прикреплен к стенкам стола с наклонной поверхностью б, а другой рабочий конец, имеющий в верхней части две съемные, иереднюю 25 н заднюю 26, губки, щарнирно соединен со штоко.м пнев.моцилиндра 27, который подвижно прикреплен к основанию с наклонной поверхностью а. Направляющие 28 поддерживают заготовку после скатывания ее с передней губки 25, а направляющие 29 - с задней губки 26. Выталкиватель рычажного типа, служащий для высвобождения заготовки из вращателя, содержит рычаг 30 с рукояткой 31. Рычаг шарнирно прикреплен к корпусу 9 плиты возле вращателя. Сварочпая аппаратура содержит щланговый иолуавто.мат ПШ-54 32, устройство для подачи электродпой проволоки в зону сварки, бухтодержатель с электродной ироволокой и бункер 33 для флюса. Установка работает следующим образом. Подготовленные для сварки заготовки 34 накапливаются на наклонной поверхности а стола и удерживаются упором 6. При срабатывании пневмоцилиндра 27 дозирующий рычагсъемник 23 поднимается на высоту хода поршня пневмоцилиндра и передней губкой 25 приподнимает заготовку, а отсекателем передней губки отсекает и иридерживает носледующую заготовку. Поднятая заготовка по скошенной тывается к задней губке 26 и удерживается ее передней стороной. При обратном ходе поршня заготовка самостоятельно укладывается на роликоопоры поворотной плиты, а последующая заготовка подкатывается к упору 6. На заготовку со стороны вращателя надевается предназначенное для приварки кольцо 35, и включается пневмоцилиндр 10. Шток поршня выходит из пневмоцилиндра и через рычаг 11 поднимает вытянутую часть плиты с уложенной на ее роликоонорах заготовкой. Под действием собственного веса заготовка продвигается, своим концом упирается в патрон вращателя 2 и вместе с ним вращается, так как привод вращателя включен постоянно. Привод вращателя может включаться и отключаться для вращения и остановки каждой заготовки по мере надобности. Скорость вращения заготовки регулируется путем замены сменных шестерен 36. Как только заготовка установится под необходимым для сварки углом наклона к горизонтали (в рассматриваемой устаиовке этот угол принят равным 75°), приводится в действие сварочная аппаратура и производится сварка. После налол :ения кругового сварного шва сварочная аппаратура отключается, а пневмоцилиндр, включаясь а обратный ход, возвращает плиту / вместе с заготовкой, па которой приварено одно кольцо, в исходное положение. Выталкивателем рычажного типа заготовка удаляется из вращателя. При опускании вытянутой частп плиты подъемно-поворотное устройство оказывается между боковыми стенками плиты под средней частью заготовки. При включеиии пневмоцилиндра 19 шток вместе с поворотной частью 22 приподнимается и захватывает заготовку. Последняя разворачивается на 180°, на нее надевается второе кольцо, и процесс подъе.ма, сварки, опускания н выталкивания заготовки повторяется. После приварки к цилиндрической заготовке второго кольца и возвращения плиты в исходное, горизонтальное положение включается пневмоцилиндр 27 подающего механизма, и дозирующий рычаг-съемник, провернувшись относительно оси 24, принодни1мает губкой 26 готовое изделие, которое иод действием собственного веса скатывается по скошенной части губки 26 через нанравляющие 29 на наклонную поверхность б стола и передается па последующую технологическую операцию. Предмет изобретения Установка для сварки кольцевых швов, преимущественно для приварки колец к цилиндрическим заготовкам, содержащая стол с наклонной поверхностью для подачи изделий на вращатель с горизонтальной осью поворота, лежащей в плоскости, перпендикулярной направлению скатывания заготовки, отличающаяся тем, что, с целью повышения нроная поверхность стола разделена на две частп. между которыми установлены поворотная в вертикальной плоскости нлнта, на одном конце которой закреплен вращатель, а на другом конце-неприводная роликоонора, и подъемно-новоротное устройство, являющееся продолжением плиты и снабженное опорой с полукруглыми пазами, причем ось поворота вращателя совмещена с геометрической осью ;1зделия, установлеиного на роликоопорах и в полукруглых пазах подъемно-поворотного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1980 |
|
SU963777A1 |
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Поточная линия для сборки и сваркицилиНдРичЕСКиХ издЕлий и пЕРЕСТАНОВКииХ C ОдНОй ТЕХНОлОгичЕСКОй пОзицииНА дРугую | 1979 |
|
SU829382A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
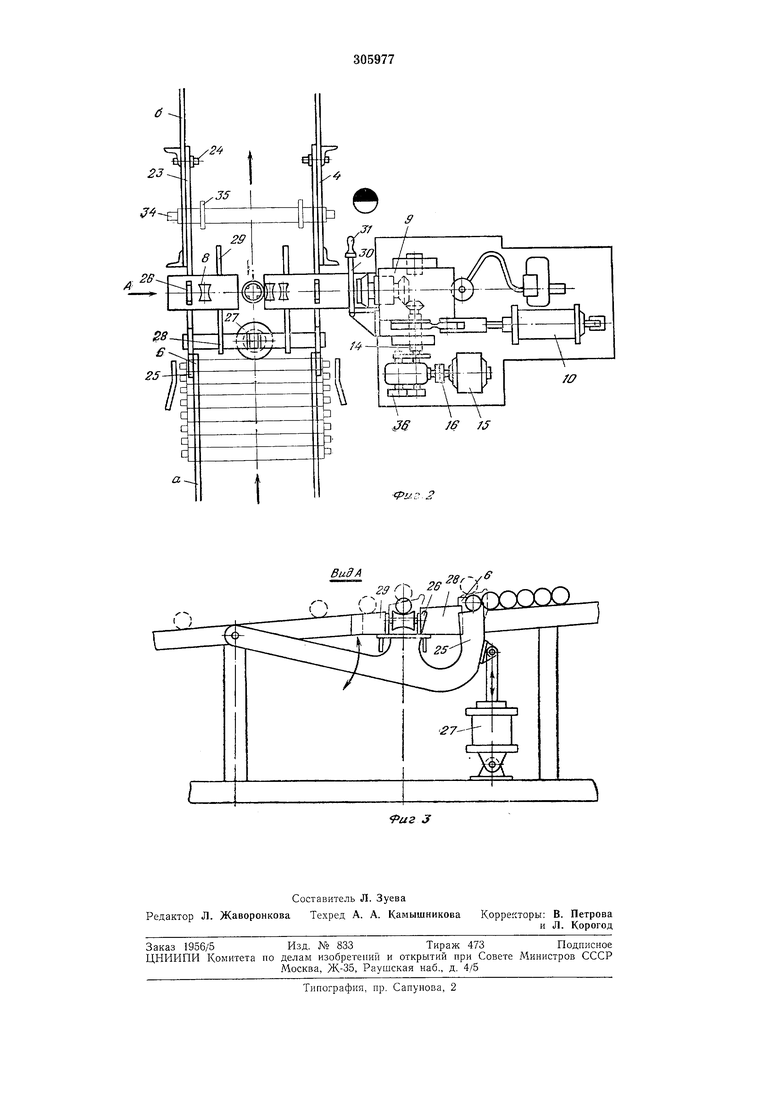
ВидА
fas 3
