(54) УСТАНОВКА ДЛЯ СВАРКИ
Изобретение относится к сварочному производству, в частности к сварке кольцевых швов при изготовлении изделий типа валов с кольцами (фланцами).
Известна установка для сварки кольцевых швов, преимущественно для приварки колец к цилиндрическим заготовкам, содержащая поворотную в вертикальной плоскости плиту, на одном.конце которой закреплен вращатель , а на другом - неприводная роликоопора, подъемно-поворотное устройство и стол с наклонной поверхностью для подачи изделия на вращатель С
Однако данная установка не обеспечивает приварку колец или фланцев с двух сторон цилиндрических изделий .
Наиболее близкой по технической сущности и достигаемому результату является установка для- сварки, содержащая установленный на основании с возможностью наклона корпус с поворотным валом, ограничитель поворота вала и П-образную раму,.полка которой смонтирована на торце вала, а стойки снабжены соосно установленными на них опорами для изделия I2j.
Однако в извесной установке для наклона корпуса и для поворота вала применены индивидуальные приводы, что усложняет конструкцию. Кроме того, из-за отсутствия настройки положения П-образной рамы не обеспечивается сварка изделий различньвс габаритов, что снижает технологические возможности установки.
10
Целью изобретения является обеспечение сварки изделий различных габаритов и упрощение конструкции путем применения единого привода для наклона корпуса и поворота вала.
15
С этой целью в установке для сварки, содержащей установленный на основании с возможностью наклона корпус с поворотньм валом, ограничитель поворота вала и П-образную раму, 20 полка которой смонтирована на торце вала, а СТОЙКИ снабжены соосно установленными на них опорами для изделия, полка П-образной рамы установлена с возможностью перемещения вдоль торцовой поверхности вала, а огра- .
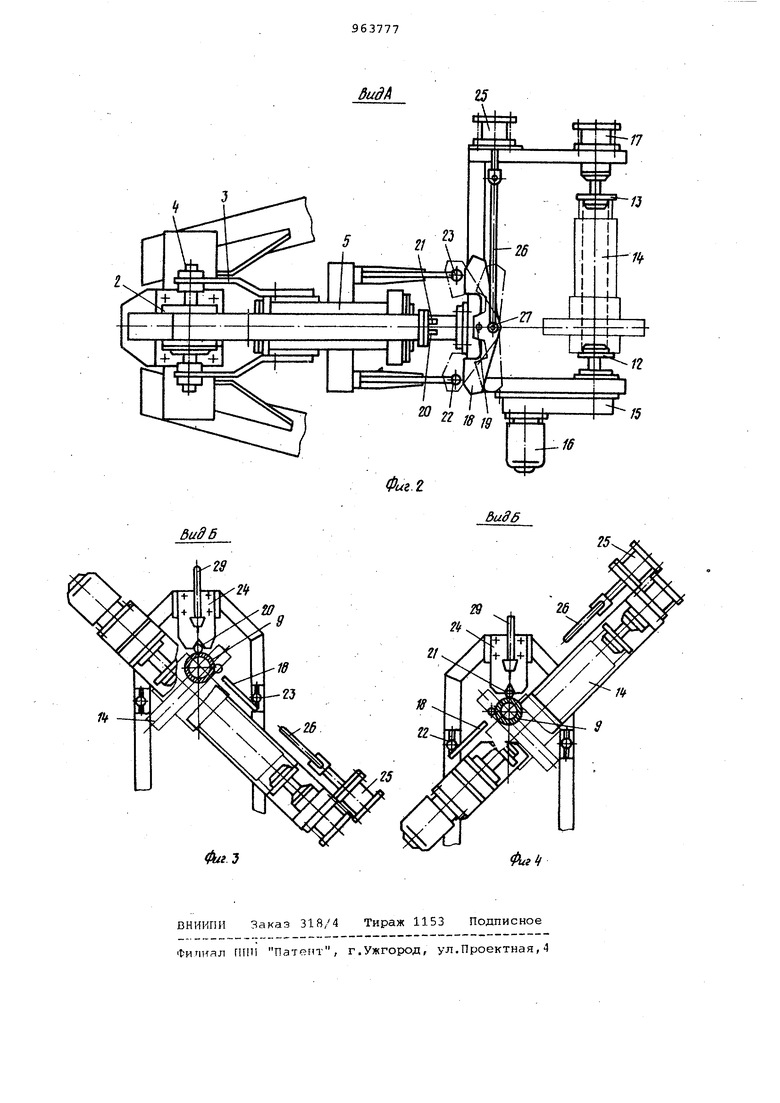
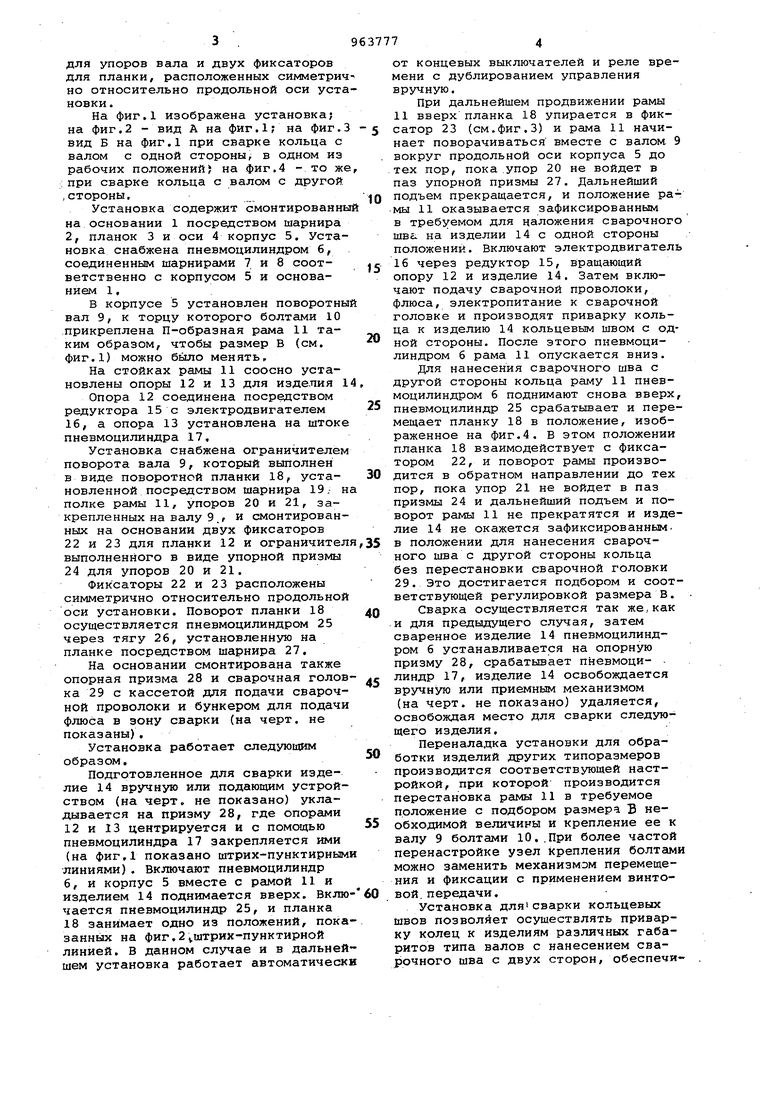
25 ничитель поворота вала выполнен в виде смонтированной на полке П-образной рамы поворотной планки, закрепленных на валу упоров и установ30ленных на основании ограничителя для упоров вала и двух фиксаторов для планки, расположенных симметри но относительно продольной оси уст новки. На фиг,1 изображена установка; на фиг .2 - вид А на фиг. 1; на фиг вид Б на фиг.1 при сварке кольца с валом с одной стороны в одном из рабочих положенийJ на фиг,4 - то ж ;при сварке кольца с валом с другой ,стороны. Установка содержит смонтированн на основании 1 посредством шарнира 2, планок 3 и оси 4 корпус 5. Уста новка снабжена пневмоцилиндром 6, соединенным шарнирами 7 и 8 соответственно с корпусом 5 и основанием 1, В корпусе 5 установлен поворотн вал 9, к торцу которого болтами 10 прикреплена П-обраэная рама 11 таКИМ образом, чтобы размер в (см. фиг,1) можно было менять. На стойках рамы 11 соосно установлены опоры 12 и 13 для изделия Опора 12 соединена посредством редуктора 15 с электродвигателем 16, а опора 13 установлена на шток пневмоцилиндра 17, Установка снабжена ограничителе поворота вала 9, который выполнен в виде поворотной планки 18, установленной посредством шарнира 19. полке рамы 11, упоров 20 и 21, закрепленных на валу 9, г и смонтирован ных на основании двух фиксаторов 22 и 23 для планки 12 и ограничите выполненного в виде упорной призмы 24 для упоров 20 и 21. Фиксаторы 22 и 23 расположены симметрично относительно продольно оси установки. Поворот планки 18 осуществляется пневмоцилиндром 25 через тягу 26, установленную на планке посредством шарнира 27. На основании смонтирована также опорная призма 28 и сварочная голо ка 29 с кассетой для подачи свароч ной проволоки и бункером для подач флюса в зону сварки (на черт, не показаны). Установка работает следующим образом. Подготовленное для сварки изделие 14 вручную или подающим устройством (на черт, не показано) укладывается на призму 28, где опорами 12 и 13 центрируется и с помощью пневмоцилиндра 17 закрепляется ими (на фиг,1 показано штрих-пунктирным линиями). Включают пневмоцилиндр 6, и корпус 5 вместе с рг1мой 11 и изделием 14 поднимается вверх, Вклю чается пневмоцилиндр 25, и планка 18 занимает одно из положений, пока занных на фиг.2,.штрих-пунктирной линией. В данном случае и в дальней шем установка работает автоматическ от концевых выключателей и реле времени с дублированием управления вручную. При дальнейшем продвижении рамы 11 вверх планка 18 упирается в фиксатор 23 (см.фиг.3) и рама 11 начинает поворачиваться вместе с валом 9 вокруг продольной оси корпуса 5 до тех пор, пока упор 20 не войдет в паз упорной призмы 27. Дальнейший подъем прекращается, и положение рамы 11 оказывается зафиксированным в требуемом для наложения сварочного шве. на изделии 14 с одной стороны положений. Включают электродвигатель 16 через редуктор 15, вращающий опору 12 и изделие 14, Затем включают подачу сварочной проволоки, флюса, электропитание к сварочной головке и производят приварку кольца к изделию 14 кольцевым швом с одной стороны. После этого пневмоцилиндром 6 рама 11 опускается вниз. Для нанесения сварочного шва с другой стороны кольца раму 11 пневмоцилиндром 6 поднимают снова вверх, пневмоцилиндр 25 срабатывает и перемещает планку 18 в положение, изображенное на фиг.4. В этом положении планка 18 взаимодействует с фиксатором 22, и поворот рамы производится в обратном направлении до тех пор, пока упор 21 не войдет в паз призмы 24 и дальнейший подъем и поворот рамы 11 не прекратятся и изделие 14 не окажется зафиксированным, в положении для нанесения сварочного шва с другой стороны кольца без перестановки сварочной головки 29. Это достигается подбором и соответствующей регулировкой размера В. Сварка осуществляется так же,как и для предыдущего случая, затем сваренное изделие 14 пневмоцилиндром 6 устанавливается на опорную призму 28, срабатывает пневмоцилиндр 17, изделие 14 освобождается вручную или приемным механизмом (на черт, не показано) удаляется, освобождая место для сварки следующего изделия. Переналадка установки для обработки изделий других типоразмеров производится соответствующей настройкой, при которой производится перестановка рамы 11 в требуемое положение с подбором размера Б необходимой величины и крепление ее к валу 9 болтами 10,.При более частой перенастройке узел крепления болтами можно заменить механизмом перемещения и фиксации с применением винтовой, передачи. Установка длясварки кольцевых швов позволяет осуществлять приварку колец к изделиям различных габаритов типа валов с нанесением сваочного шва с двух сторон, обеспечивает необходимое качество,так как создаваемое установкой расположение сварного шва в лодочку является наиболее целесообразным для сварки под слоем флюса. Кроме того, конструкция устройства упрощена.
Формула изобретения
Установка для сварки преимущест-, венно цилиндрических изделий с кольцами, содержащая установленный на основании с возмо кностью наклона корпус с поворотным валом, ограничитель поворота вала и П-образную раму, полка которой смонтирована на торце вала, а стойки снабжены соосно установленными на них опорами для изделия, отличающаяся тем, что, с целью обеспечения сварки изделий различных габаритов и
упрощения конструкции путем применения единого привода для наклона корпуса и поворота вала, полка Побразной рамы установлена с возможностью перемещения вдоль торцовой поверхности вала, а ограничитель поворота вала выполнен в виде смонтированной на полке П-образной рамы поворотной планки, закрепленных на валу упоров и установленных на основании ограничителя для упоров вала и двух фиксаторов для планки, расположенных симметрично относи1,тельно продольной оси установки.
15 Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР 305977, кл. в 23 К 37/04, 1970.
2.Авторское свидетельство СССР 20 № 301971, кл. в 23 К 37/04, 1970
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ^~ Пг^ r.:,'-'4^if)'^ij д еч;.,» V.-:-, V,.' -^ ..,..' v^t I-, /tt ^ш^тШ'1^:ту^т^,БИБЛИОТЕКА | 1971 |
|
SU305977A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Устройство для вращения изделия при сварке | 1982 |
|
SU1098733A1 |
| ВНУТРЕННЯЯ МНОГОЗВЕННАЯ ПЕТЛЯ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2040688C1 |
| Установка для вварки фланцев в сферические днища | 1977 |
|
SU721303A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для сварки трубчатого изделия с фланцем | 1990 |
|
SU1803293A1 |