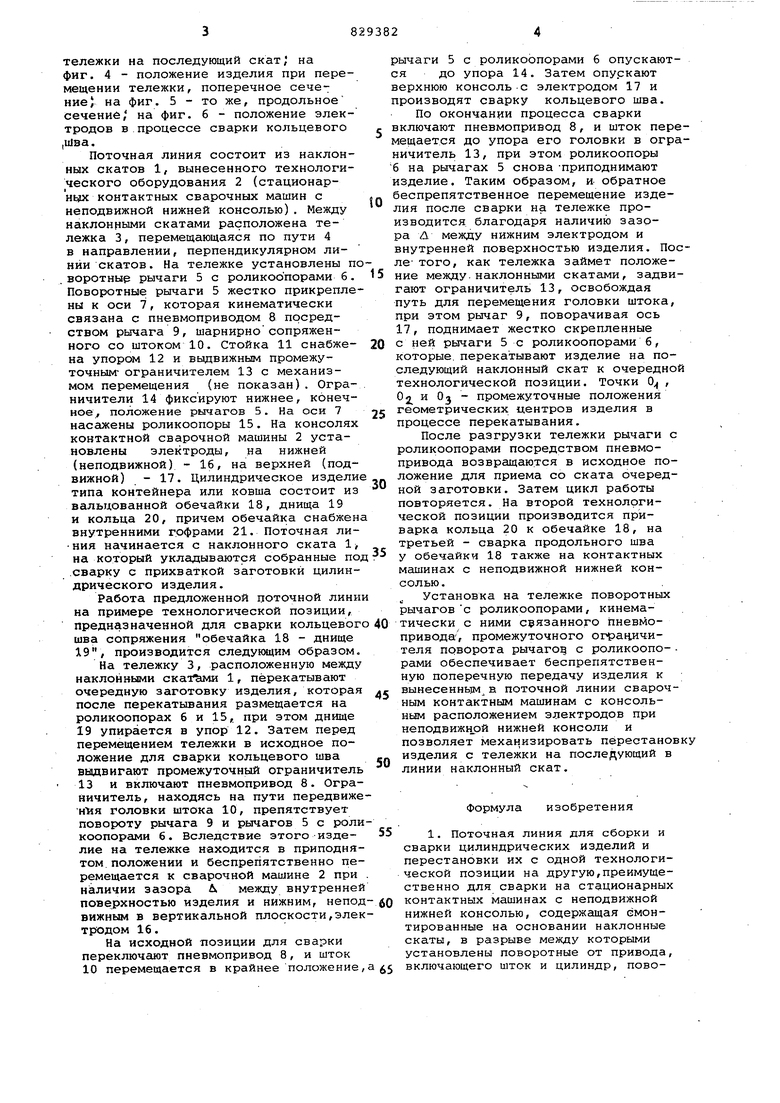
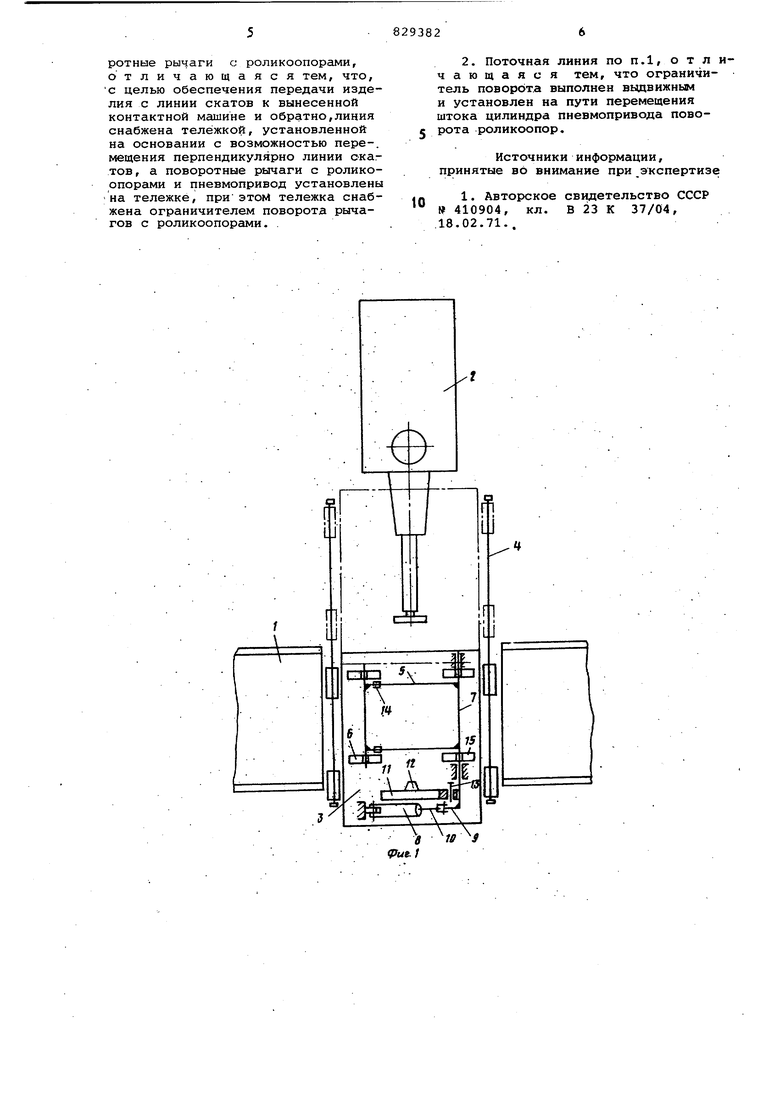
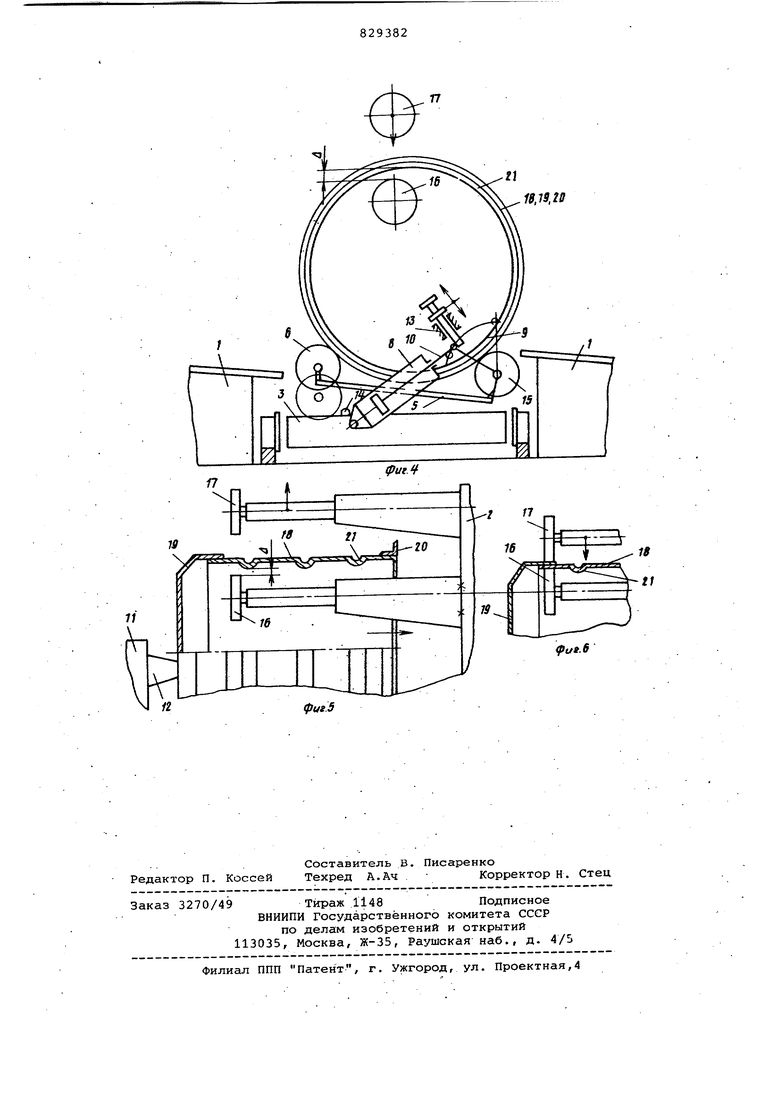
тележки на последующий скат; на фиг. 4 - положение изделия при перемещении тележки, поперечное сечение; на фиг. 5 - то же, продольное сечение, на фиг. 6 - положение электродов в процессе сварки кольцевого ,ulBa. Поточная линия состоит из наклонных скатов 1, вынесенного технологического оборудования 2 (стационарньох контактных сварочных машин с неподвижной нижней консолью), Между наклонными скатами расположена тележка 3, перемещающаяся по пути 4 в направлении, перпендикулярном линии скатов. На тележке установлены п воротные рычаги 5 с роликоопорами 6. Поворотные рычаги 5 жестко прикрепле ны к оси 7, которая кинематически связана с пневмоприводом 8 посредством рычага 9, шарнирно сопряженного со штоком 10. Стойка 11 снабжена упором 12 и выдвижньпм промежуточным- ограничителем 13 с механизмом перемещения (не показан). Ограничители 14 фиксируют нижнее, конечное, положение рычагов 5. На оси 7 насажены роликоопоры 15. На консолях контактной сварочной машины 2 установлены электроды, на нижней (неподвижной) - 16, на верхней (подвижной) - 17. Цилиндрическое издели типа контейнера или ковша состоит из вальцованной обечайки 18, днища 19 и кольца 20, причем обечайка снабжен внутренними гофрами 21. Поточная ли ния начинается с наклонного ската 1 на который укладываютсй собранные по .сварку с прихваткой заготовки цилиндрического изделия. Работа предложенной поточной лини на примере технологической позиции, предназначенной для сварки кольцевог шва сопряжения обечайка 18 - днище 19, производится следующим образом На тележку 3, расположенную между наклонными скаТс ми 1, перекатывают очередную заготовку изделия, которая после перекатывания размещается на роликоопорах б и 15,. при этом днище 19 упирается в упор 12. Затем перед перемещением тележки в исходное положение для сварки кольцевого шва надвигают промежуточный ограничител 13 и включают пневмопривод 8. Огра ничитель, находясь на пути передвиж нИя головки штока 10, препятствует повороту рычага 9 и рычагов 5 с рол коопорами 6. Вследствие этого-изделие на тележке находится в приподня том, положении и беспрепятственно пе ремещается к сварочной машине 2 при наличии зазора t между внутренне поверхностью изделия и нижним, непо вижным в вертикальной плоскости,эле тродом 16. На исходной -позиции для сварки переключают пневмопривод 8, и шток 10 перемещается в крайнее положение ычаги 5 с роликоопорами 6 опускаютя до упора 14. Затем опускают ерхнюю консоль-с электродом 17 и роизводят сварку кольцевого шва. По окончании процесса сварки ключают пневмопривод 8, и шток переещается до упора его головки в ограничитель 13, при этом роликоопоры 6 на рычагах 5 снова -приподнимают зделие. Таким образом, и обратное беспрепятственное перемещение изделия после сварки на тележке производится благодаря наличию зазора Д между нижним электродом и внутренней поверхностью изделия. После того, как тележка займет положение между.наклонными скатами, задвигают ограничитель 13, освобождая путь для перемещения головки штока, при этом рычаг 9, поворачивая ось 17, поднимает жестко скрепленные с ней рычаги 5 с роликоопорами б, которые, перекатывают изделие на последующий наклонный скат к очередной технологической позиции. Точки 0 , Ojl и 0 - промежуточные положения геометрических центров изделия в процессе перекатывания. После разгрузки тележки рычаги с роликоопорами посредством пневмопривода возвращаю.тся в исходное положение для приема со ската очередной заготовки. Затем цикл работы повторяется. На второй технологической позиции производится приварка кольца 20 к обечайке 18, на третьей - сварка продольного шва у обечайки 18 также на контактных машинах с неподвижной нижней консолью. Установка на тележке поворотных рычаговс роликоопорами, кинематически с ними связанного пневмопривода, промежуточного ограничителя поворота рычагод с роликоопо- рами обеспечивает беспрепятственную поперечную передачу изделия к вынесенным в поточной линии сварочным контактным машинам с консольным расположением электродов при неподвижной нижней консоли и позволяет механизировать перестановку изделия с тележки на последующий в линии наклонный скат. Формула изобретения 1. Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую,преимущественно для сварки на стационарных контактных машинах с неподвижной нижней консолью, содержащая смонтированные на основании наклонные скаты, в разрыве между которыми установлены поворотные от привода, включающего шток и цилиндр, поворотные рычаги с роликоопорами, отличающаяся тем, что, с целью обеспечения передачи изделия с линии скатов к вынесенной контактной машине и обратно,линия снабжена тележкой, установленной на основании с возможностью пере-, мещения перпендикулярно линии скатов, а поворотные рычаги с роликоопорами и пневмопривод установлены на тележке, при этом тележка снабжена ограничителем поворота рычагов с роликоопорами.
2. Поточная линия по п.1, о т л ичающаяся тем, что ограничитель поворота выполнен вьадвижным и установлен на пути перемещения штока цилиндра пневмопривода поворота роликоопор.
Источники информации, принятые во внимание при ,экспертизе;
1. Авторское свидетельство СССР 410904, кл. В 23 К 37/04, 18.02.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Машина для точечной сварки листов большой ширины | 1938 |
|
SU58492A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для подачи цилиндрическихиздЕлий | 1979 |
|
SU846204A1 |
| Устройство для передачи изделий с одной позиции на другую | 1978 |
|
SU764910A1 |
| Установка для двусторонней сварки стыка обечайки | 1989 |
|
SU1785861A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую | 1978 |
|
SU747670A1 |
Г8,И,10
18,1320
У фиг. 3
18,1 S. 20
