Изобретение относится к области размерной электрохимической обработки, в частности к технологии получения цилиндрических и конических отверстий, полостей сложной формы с прямыми и наклонными стенками электродом-инструментом с изоляцией на боковой поверхности.
Известны способы получения цилиндрических и конических отверстий с различными размерами в плоскости, перпендикулярпой направлению подачи, получаемыми одним и тем же инструментом за счет изменения скорости подачи или напряжения.
Недостатком известных способов является потеря производительности процесса при получении конических отверстий за счет снижения скорости подачи, а также необходимость в специальных источниках питания с возможностью регулирования рабочего напряжения в процессе работы.
С целью обработки полостей или отверстий с фигурными в направлении рабочей подачи стенками по предлагаемому способу размер оголенного конца электрода-инструмента изменяют, для чего изоляционную втулку относительно него перемещают со скоростью, изменяемой в соответствии с требуемой формой стенки отверстия (полости).
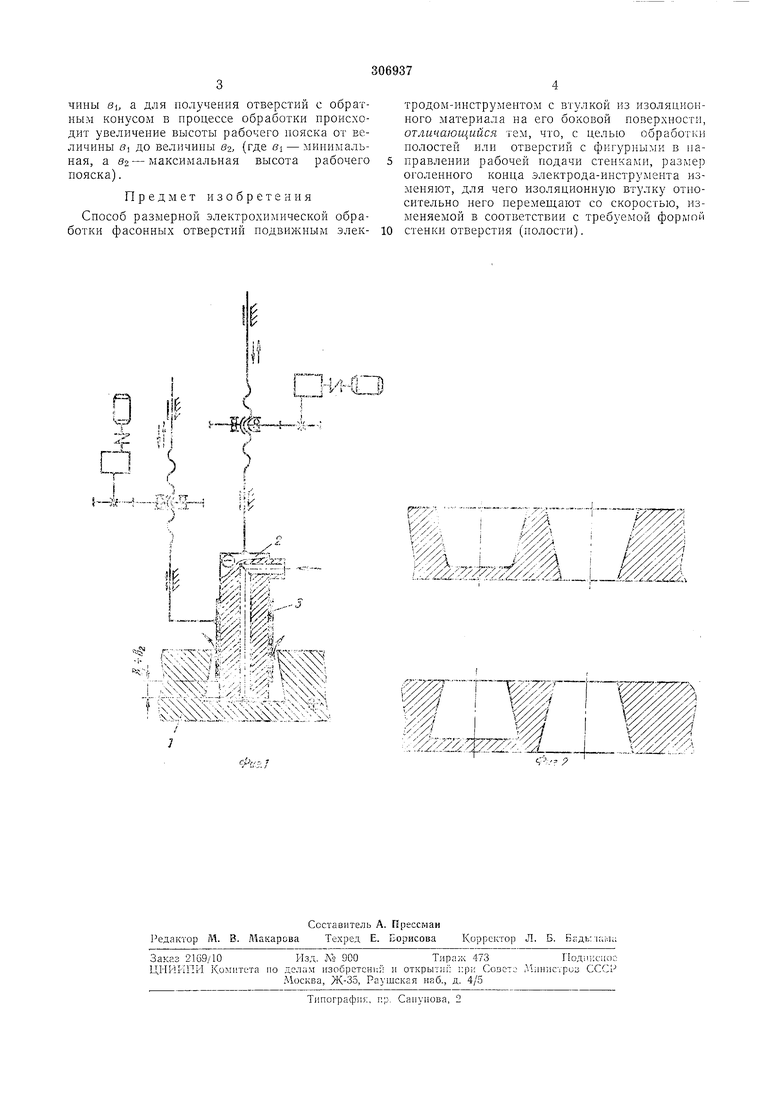
лагаемого способа; на фиг. 2 - формы отверстий, получаемые по предлагаемому способу.
Обрабатываемая деталь 1 крепится на столе станка. Электрод-инструмент 2 с изоляционной насадкой 3, выполненной минимально выступающей за контур электрода-инструмепта, устанавливается в исходное положение с определенным межэлектродным зазором, который поддерживается постоянным в процессе обработки, причем исходное положение насадки выбирается в зависимости от характера получаемого отверстия.
После установки детали и электрода-инструмента 2 включается подача электролита, рабочий ток и подача электрода-инструмента. При этом скорость перемещения изоляционной насадки относительно боковой поверхности катода выбирают таким образом, чтобы обеспечить получение заданной формы поверхности прошиваемого отверстия.
Предварительно выбрав диаметр электрода с минимальной высотой рабочего пояска для минимального отверстия, нолучаемого данным электродом, увеличивают высоту рабочего пояска и получают цилипдрические отверстия различного диаметра.
Для получения конических отверстий высота рабочего пояска должна постоянно изменяться в процессе обработки, причем при обработке отверстий с прямым конусом высота пояска уменьшается от величины вг до величины 8ь а для получения отверстий с обратным конусом в процессе обработки происходит увеличение высоты рабочего пояска от величины в до величины 89, (где GI - миппыальная, а 82 - максимальная высота рабочего пояска).
Предмет изобретения
Способ размерной электрохимической обработки фасонных отверстий подвижным электродом-инструментом с втулкой из изоляционного материала на его боковой поверхности, отличающийся тем, что, с целью обработки полостей или отверстий с фигурными в паправлении рабочей подачи стенками, размер оголенного конца электрода-инструмента изменяют, для чего изоляционную втулку относительно него перемещают со скоростью, изменяемой в соответствии с требуемой формой стенки отверстия (полости).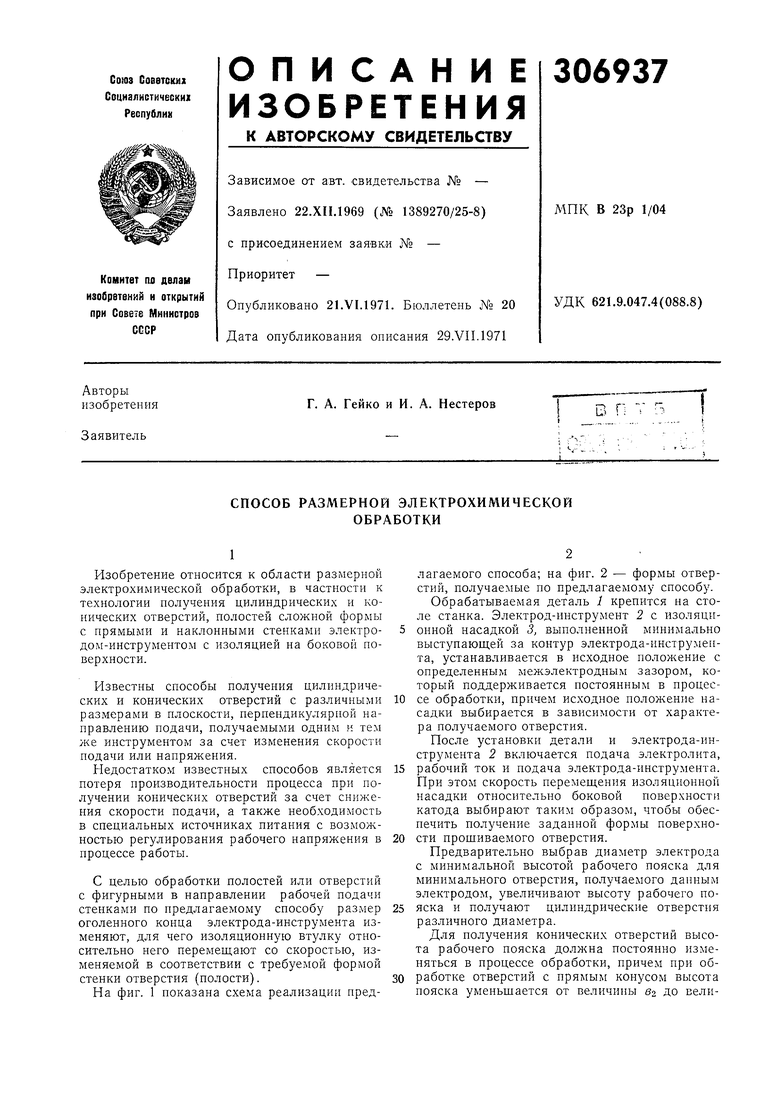
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Способ электрохимической прошивки отверстий | 1973 |
|
SU469570A1 |
| Устройство для защиты от короткого замыкания при размерной электрохимической обработке | 1980 |
|
SU908561A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| Способ изготовления электрода-иНСТРуМЕНТА | 1972 |
|
SU814634A1 |
| Устройство для электрохимического прошивания отверстий | 1980 |
|
SU884925A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| Электрод-инструмент | 1971 |
|
SU466971A1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
ii hi
Г™ „ fi-h
S I
5- g 0--ь-й--;
.
...-4j-,,v-j;|--1
I /
K.-«7:rf rf L .-.,. bx,1)cr..,,. . , 1 f-Vx;-
K;-- I i/x:
--
