Известны рабочие валки прокатных станов для получения профилей периодического проката. Однако зависимость диаметра валков от длины периода получаемой заготовки приводит к увеличению диаметра рабочих валков, что, в свою очередь, приводит к значительному увеличению габаритов рабочей клети, к увеличению давления прокатки и мощиостн привода.
Целью изобретения является получение нериодического профиля с длиной периода, превышающей длину окружности валка.
Для этого рабочий валок снабжен сектором (возможен вариант установки нескольких секторов в зависимости от периодичности получаемой заготовки), перемещающимся в радиальном направлении, н профилированным кулачком, ось вращения которого совпадает с осью вращения валка, имеющим отдельный привод перемещения.
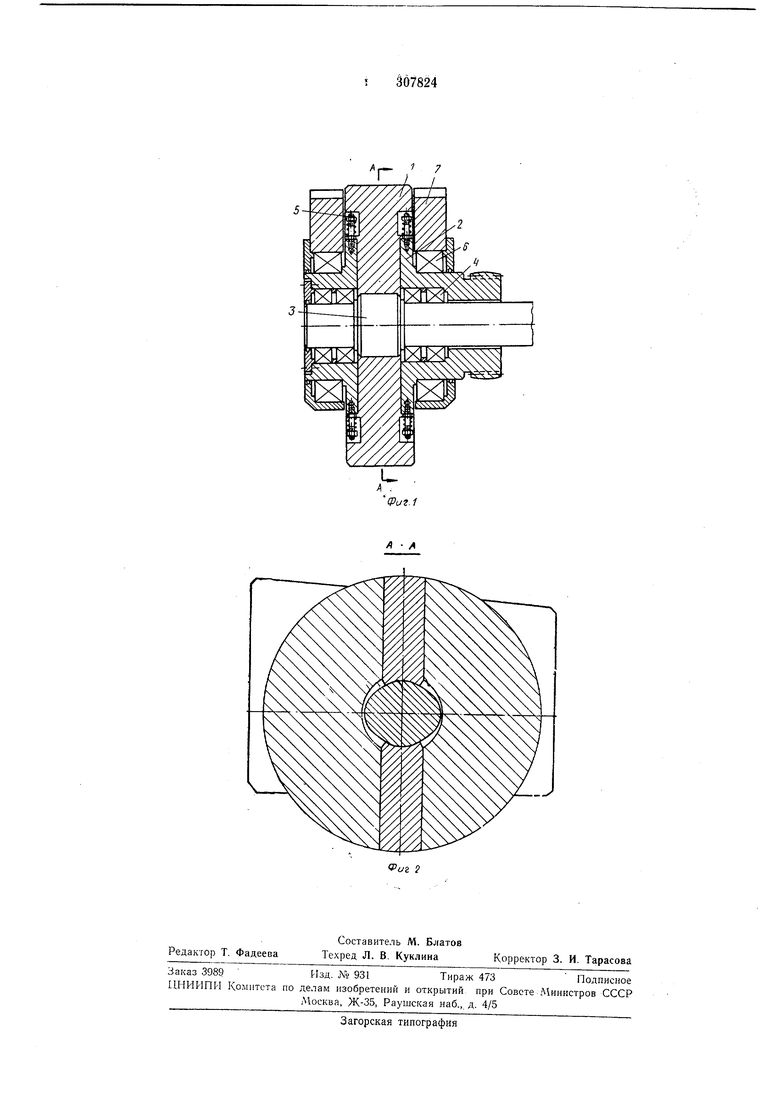
На фиг. 1 показан предлагаемый валок; на фиг. 2 - разрез по А-А на фиг. 1.
Сектор / в теле рабочего валка 2 размещается в пазу. Сектор опирается на профилированный кулачок 3, расположенный в расточке рабочего валка так, что ось вращения профилированного кулачка совпадает с осью вращения рабочего валка. Профилированный
кулачок цанфамн опирается на подщипннкн 4. Для возврата сектора в исходное положенне служат пружины 5. Рабочий валок опирается на нодщннннкн 6, расноложенные в расточках подущек 7.
При прокатке периодического профиля ирофилгфованный кулачок в нужный момент новорачивается относительно рабочего валка на определенный угол. При этом сектор перемещается в раднальпом направлении к центру рабочего ва.тка, если на периодическом профиле необходимо получить выступ, или от центра рабочего валка, если на периодическом профиле необходимо получить впадину. Поворот профилированного кулачка осугцоствляется по заданному закону.
Предмет и з о б р е т е н н я
Рабочий валок для периодической прокатки, включающий выдвижной сектор, установленный в радиальном пазу валка, отличающийся тем, что, с целью получения нериодического профиля с длиной периода, превыщающе длину oKpyjKHOCTH валка, он снабжен профилированным кулачком, установленным в расточке палка соосно с ним и имеющим отдельный нрнвод перемещения.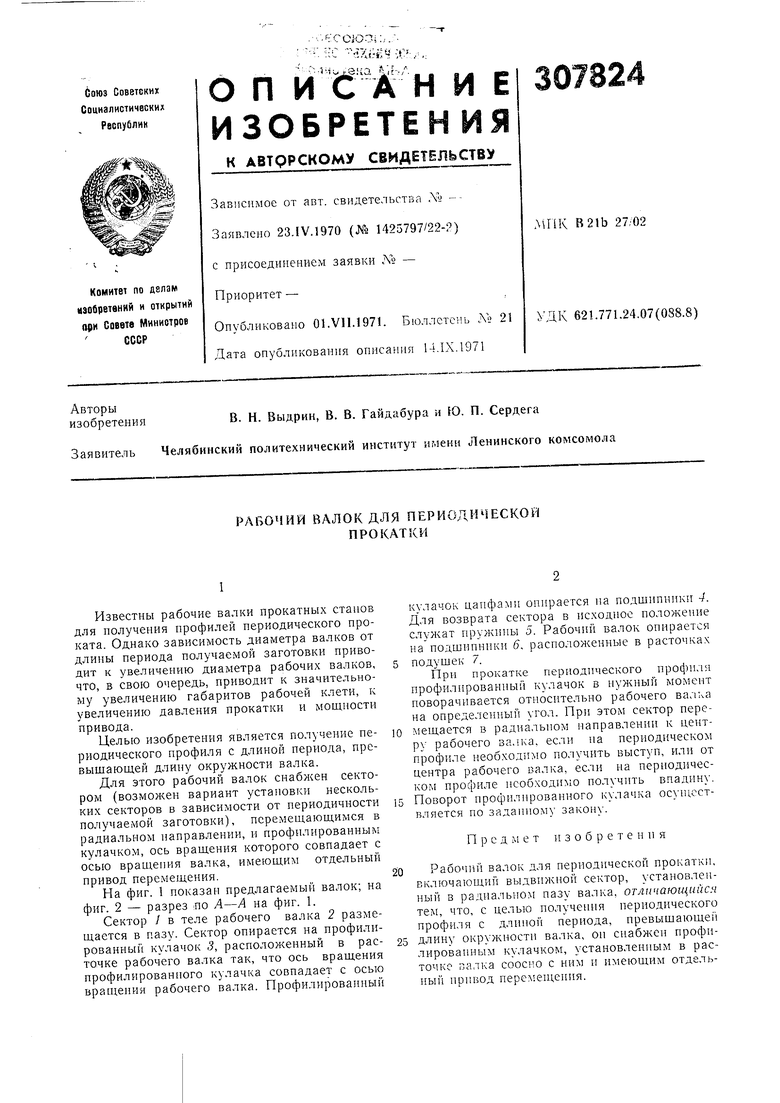
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU366898A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU821010A1 |
| Устройство для шлифования деталей | 1979 |
|
SU831568A1 |
| Валок для продольной периодическойпРОКАТКи | 1979 |
|
SU850238A1 |
| Креть для продольной прокатки профилей переменного сечения | 1976 |
|
SU599902A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СТАН ДЛЯ ПРОКАТКИ ЗУБЧАТЫХ КОЛЕС | 1972 |
|
SU358055A1 |