1
Изобрет.ение относится к прокатному производству, а именно к устройствам для прокатки профилей переменного сечения. Основное назначение стана заключается, в профилировании заготовок и непрерывного профиля переменного сечения, которые после прокатки являются готовыми деталями либо подвергаются холодной объемной штамповке. Предварительная деформация заготовок производится для повышения коэффициента использования металла. На стане возможно профилирование заготовок с вытянуто осью, а также прокатка с постоянным обжатием.
Известны устройства для прокатки заготовок переменного .сечения, содержащие валки, эталонный калибр, следящий узел, в котором сигнал, соответствующий зазору между.валками, сопоставляется с сигналом эталонного калибра, а полученное различие между сигналами используется для коректировки зазора между валками 1 Недостатком этого устройства являются увеличенные габариты стана, так кIK габариты эталонного калибра равны габаритам прокатываемого профиля.
Наиболее близким к изобретению является стан для прокатки профилей переменного сечения, включающий станину и ползун с установленными в них валками, привод вращения валков , следящий гидравлический привод возвратно-поступательного перемещения валка, установленного на ползуне, золотник, копирный кулачок, кинематически связанный с приводом вpaщeии я валков через редуктор быстросменных шестерен 2 .
К недостаткам такой конструкции следует отнести ее усложненность, а также уменьшение точности прокатываемой заготовки вследствие упру гой деформации кинематических цепей (шестеренная клеть, шпиндели, валок) и наличие гибких трубопроводов между золотником и силовыми цилиндрами.
Цель изобретения - упрощение конструкции, повышение точности и надежности в эксплуатации, а также получение возможности управления зазором между валками в наладочном режиме независимо от положения копирного кулачка.
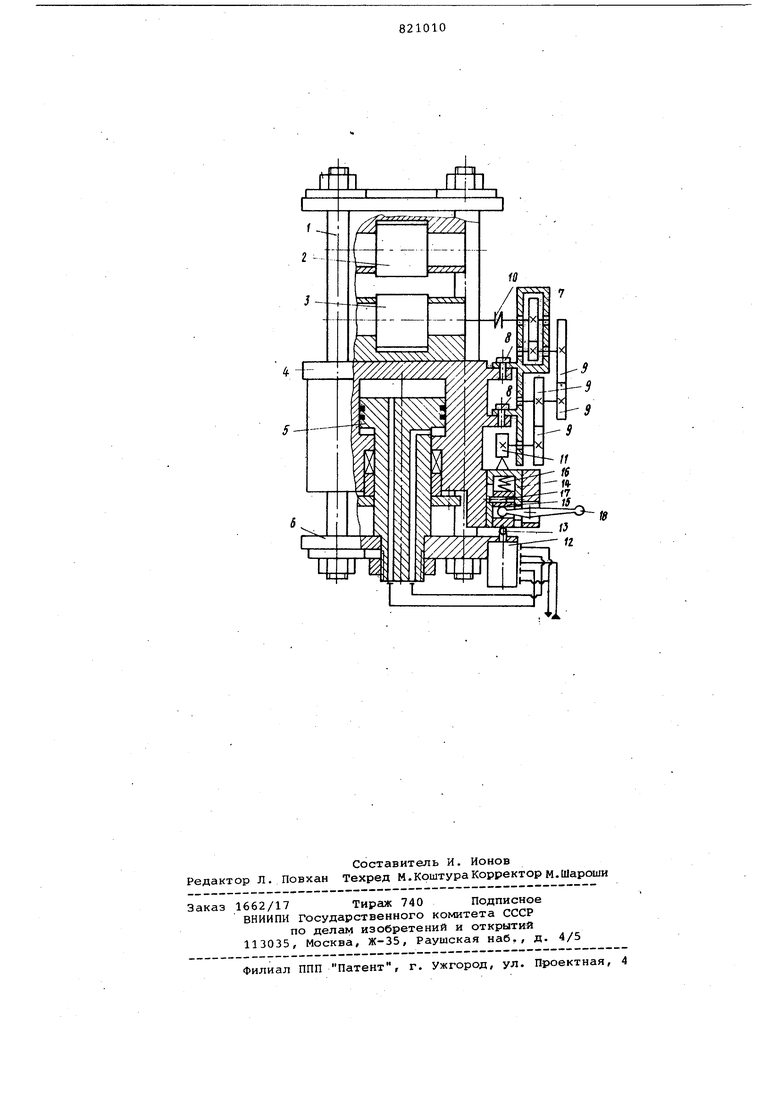
Поставленная цель достигается тем, что стан снабжен ТРЛОСКОПИЧССКИМ толкателем, установленным с возможностью перемещения в ползуне между копирным кулачком и золотником и рукояткой наладочного управления, смонтированной шарнирно на ползуне, причем телескопический толкатель выполнен Б виде гильзы и установленной в ней.с возможностью осевого перемещения подпружиненной втулки, кинематически связанной с р кояткой наладочного управления, а редуктор быстросменных шестерен с копирным кулачком установлен непосредственно на ползуне. На чертеже изображен продольный разрез предлагаемого стана. Стан для прокатки профилей переменного сечения состоит из станины 1, в верхней части которой установле верхний рабочий валок 2, нижний рабочий валок 3 установлен на ползуне 4, в котором расположен рабочий цилиндр с поршнем 5, жестко закрепленным на нижней траверсе 6 станины На ползуне 4 смонтирован редуктор быстросменных шестерен, состоящий из корпуса 7, закрепленного с помощью шарниров 8, сменных шестерен 9 и соединительной муфтой .О.На выходном валу редуктора быстросменных шестерен 9 закреплен копирный кулачок 11. Следящий золотник 12 смонти рован на траверсе 6. Между шупом 13 золотника 12 и копирным кулачком 11 расположен телескопический трлкатепь, состоящий из гильзы 14, вту ки 15 и упругого элемента 16. Крайнее нижнее положение втулки 15 относительно гильзы 14 ограничено пал цем 17, который перемещается вместе с.втулкой 15 в пазу гильзы 14 при сжатии упругого элемента .16. Втулка 15 шарнирно соединена с рукояткой наладочного управления 18, закрепленной на ползуне. Устройство работает следующим об разом. При включении гидропривода ползу 4 устанавливается в положение, соот вествующие нейтральному положению следящего золотника 12 и угловому положению копирного кулачка 11. После включения привода вращения валков через муфту 10, соединяющую нижний валок 3 и входной вал редуктора быстросменных шестерен, вращается копирный кулачок 11 ,и в соответствии с его профилем перемещает ползун 4 с подвижным нижним ВсШКОМ 3, тем самым изменяется зазор между валками 2 и 3. Прокатываемая заготовка, помещенная в зазор между вал ками, периодически обжимается в со ответствии с профилем копирного ку лачка 11. Длина периода настраивае ся подбором передаточного отношени редуктора быстросменных шестерен. При перегрузке стана по усилию наж валков ползун 4 с валком 3 устанавивается в положение, соответствующее максимально возможному обжатию заготовки при данном усилии. Поломки механизма сложения не происходит, так как гильза 14 смещается относительно втулки 15 вниз за счет сжатия упругого элемента 16. При необходимости возможно ручное управление зазором между валками 2 и 3 с помощью рукоятки наладочного управления 18 независимо от профиля копирного кулачка 11. Предлагаемый стан для прокатки профилей переменного сечения имеет преимущества по сравнению с известным, так как его конструкция позволяет значительно повышать точность получаемого прокаткой профиля, что в свою очередь, дает возможность сократить припуски на последующую механическую обработку. Формула изобретения Стан для прокатки профилей пере-менного сечения, содержаший станину и ползун с соответственно установленными в них валками, привод вращения валков, следящий гидравлический привод возвратно-поступательного перемещения валка, установленного на ползуне, золотник, копирный кулачок, кинематически связанный с приводом вращения валков через редуктор с быстросменными шестернями, отличающийся тем, что, с целью упрощения конструкции, повышения точности и надежности в эксплуатации, путем обеспечения возможности управления зазором между валками, он снабжен телескопическим толкателем, установленным с возможностью перемещения в ползуне между копирным ку- . . лачком и золотником и рукояткой наладочного управления, смонтированной шарнирно на ползуне, г эичем телескодический толкатель выполнен в виде гильзы и установленной в ней с возможностью осевого перемещения подпружиненной втулки, кинематически связанной с рукояткой наладочного управления, а редуктор быстросменных шестерен с копирным кулачком установлен непосредственно на ползуне. i Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании 1329312, кл. В 21 В 1/20, 1974. 2.Голубев Т. М., Низков А. А. и др.Опытно-исследовательский прокатный стан.для производства периодического проката. - Кузнечно-штамповочное производство, 1970, № 4, 0.78.
ЕЙ 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей пере-МЕННОгО СЕчЕНия | 1979 |
|
SU816640A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Стан для прокатки профилей переменного сечения | 1978 |
|
SU710739A2 |
| Стан периодической прокатки | 1978 |
|
SU1055552A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Стан для прокатки профилей переменного сечения | 1980 |
|
SU969398A1 |