Известны автоматические станки для перфорации труб по винтовой линии с шахматным расположением отверстий. Перфорация осуществляется по кондуктору с помощью многощпипдельной сверлильной головки, рабочие перемещения которой синхронизировапы с циклом работы механизмов зажима и прерывистой винтовой подачи трубы.
Предлагаемый станок отличается от известных тем, что механизм зажима трубы снабжен нажимной центрирующей призмой с шариковыми обоймами. Призма выполнена заодно с кондукторным узлом и взаимодействует с пружинным узлом натяжения, создающим усилие, необходимое для закрепления трубы во время сверления и сцепления ее с механизмом прерывистой винтовой подачи. Такая конструкция повышает надежность стапка в работе.
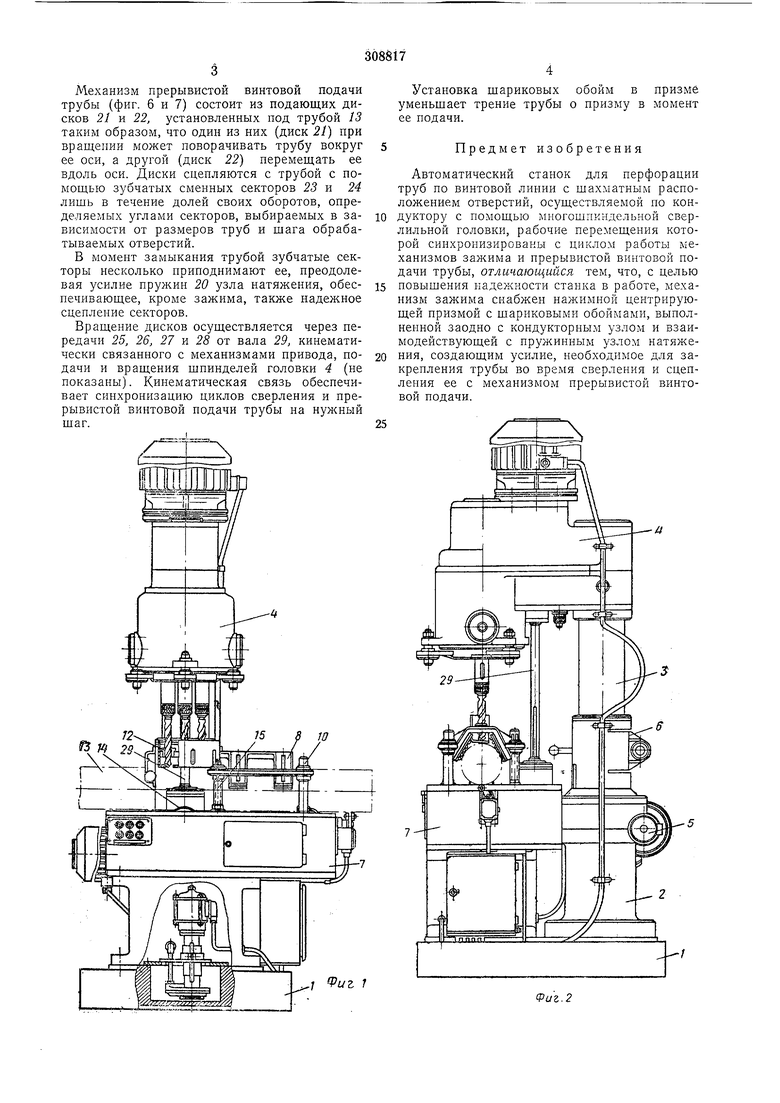
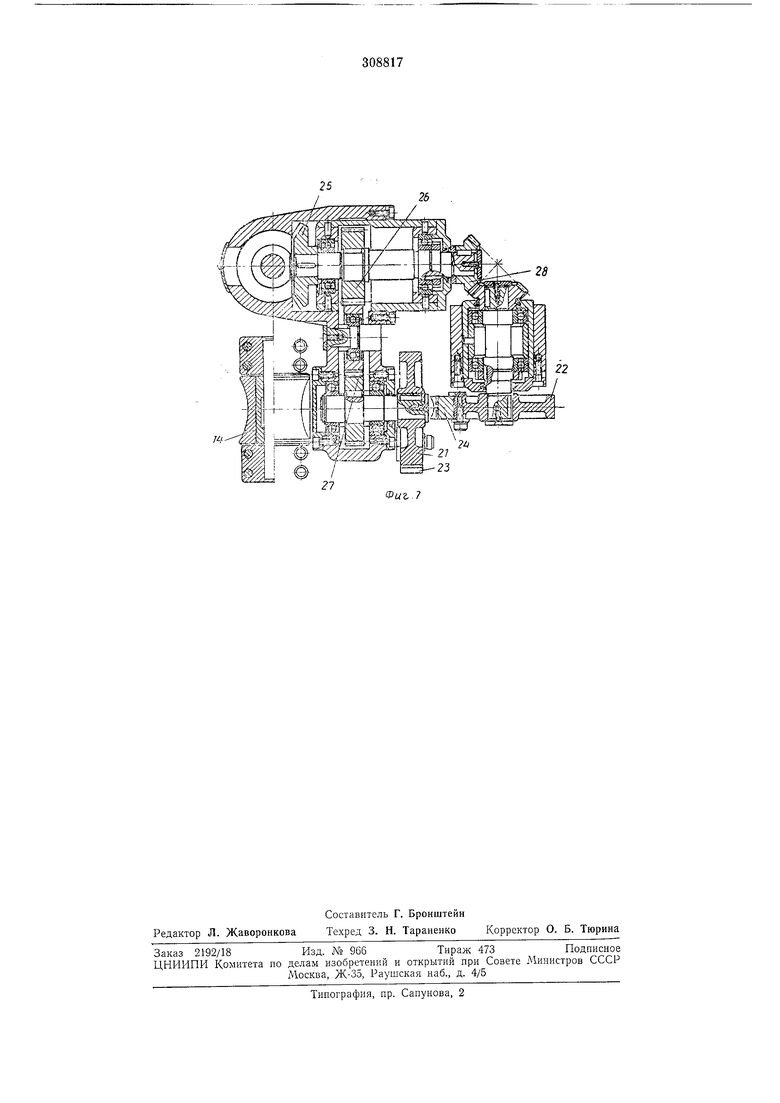
На фиг. 1 схематически изображен описываемый станок, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - механизм зажима с центрирующей призмой, вид спереди; на фиг. 4 - то же, вид сверху; на фиг. 5 - то же, разрез по А-А на фиг. 4; на фиг. 6 - механизм прерывистой винтовой подачи трубы, разрез; на фиг. 7 - то же, вид сверху.
4, имеющая автономный привод вращения и подачи шпинделей. В опоре колонны смонтированы механизмы 5 и б ее подъема и зажима. Рядом с колонной на основании станка
расположен стол 7 с механизмами зажима и прерывистой винтовой подачи трубы.
Механизм зажима (фиг. 3, 4, 5) снабжен нажимной центрирующей призмой 8 с шарпковыми обоймами 9. Призма установлена на
двух расположенных диагонально направляющих скалках 10 и двух пружинных узлах натяжения 11. На корпусе призмы установлены кондукторные втулки 12. Опорой обрабатываемой трубы 13 в зоне располонсения призмы
служат ролики 14.
Настраивается призма на зажим трубы заданного диаметра с номошью винтов 15, для чего ослабляются контргайки 16 и вращением винтов призма своими шариковыми обоймами
доводится до соприкосновения с трубой. При этом резьбовые втулки 17, удерживаемые от проворота шпонками 18, остаются в исходном нилчнем положении, упираясь в крышки 19 под действием пружин 20.
Соприкасаясь с трубой, призма останавливается, и при дальнейшем вращении винты 15 наворачивают на себя резьбовые втулки 17, сжимающие пружины 20. Тем самым создается необходимое для нормальной работы Механизм прерывистой винтовой подачи трубы (фиг. 6 и 7) состоит из подающих дисков 21 и 22, установленных под трубой 13 таким образом, что один из них (диск 21) при вращении может поворачивать трубу вокруг ее оси, а другой (диск 22) перемещать ее вдоль оси. Диски сцепляются с трубой с помощью зубчатых сменных секторов 23 и 24 лишь в течение долей своих оборотов, определяемых углами секторов, выбираемых в зависимости от размеров труб и шага обрабатываемых отверстий. В момент замыкания трубой зубчатые секторы несколько приподнимают ее, преодолевая усилие пружин 20 узла натяжения, обеспечивающее, кроме зажима, также надельное сцепление секторов. Вращение дисков осуществляется через передачи 25, 26, 27 и 28 от вала 29, кинематически связанного с механизмами привода, подачи и вращения шпинделей головки 4 (не показаны). Кинематическая связь обеспечивает синхронизацию циклов сверления и прерывистой винтовой подачи трубы на шаг. -- Установка шариковых обойм в призме уменьшает трение трубы о призму в момент ее подачи. Предмет изобретения Автоматический станок для перфорации труб по винтовой линии с шахматным расположением отверстий, осуществляемой по кондуктору с помощью многошпкндельной сверлильной головки, рабочие перемещения которой синхронизированы с циклом работы механизмов зажима и прерывистой винтовой подачи трубы, отличающийся тем, что, с целью повышения надежности станка в работе, механизм зажима снабжен нажимной центрирующей призмой с шариковыми обоймами, выполненной заодно с кондукторным узлом и взаимодействующей с пружинным узлом натяжеПИЯ, создающим усилие, необходимое для закрепления трубы во время сверления и сцепления ее с механизмом прерывистой винтовой подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для перфорации труб | 1984 |
|
SU1177075A1 |
| Металлорежущий станок | 1983 |
|
SU1137675A1 |
| Кондуктор для обработки отверстий | 1984 |
|
SU1199478A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Станок для перфорации труб по вин-ТОВОй лиНии | 1977 |
|
SU841794A1 |
| УСТРОЙСТВО ДЛЯ ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА | 2008 |
|
RU2394154C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1970 |
|
SU267302A1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Накладной кондуктор для сверления отверстий в крупногабаритных деталях | 1990 |
|
SU1785842A1 |

23 24
28
