Изобретение относится к электроконтактному способу нагрева металла.
ИзБестен способ включения и выключения заготовок в .нагревательную, цепь миогопозициОНной установки электроконтактного иагрева. Перед тем, как разжать или зажа1ть контакты, в которых закрепляют нагреваемые заготовки, источник тока отключают. На все связанные с этим способом операции теряется очень много времени, особенно при малых интервалах нагрева, и имеют место нежелательные явления в энергетическом отношеНИИ - .изменение мощности напряжения « тока в электрической питающей сети как в моменты Включеиия и. выключения тока, так и в начальный и конеч.ный периоды нагрева изза значительного различия сопротивления .нагреваемых заготовок.
Цель .изобретения - увеличение .производительности и повышение эффективности электроконтактных нагревательных установок.
Это достигается тем, что вЕ ключени-е нагретой и включение холодной заготовок в силовую цепь проводят при движении заготовок без выключения тока в нагревательной цепи, подводимого к двум неподвижиым контактам, и осуществляют за счет однов-ременного контактирования подвижных контактов двух соседних заготовок с иеподвижным токоподводяш,им контактом, длина рабочей части когорого не менее расстояния между этими заготовками.
Заготовки подключают к ист очнику тока через переменные сопротивления, изменяющиеся по мере перемещеиия заготовок с максимального значения до «О и с «О до максимального значения, при входе и сходе соответствующей заготовки с неподвижного токоподводящего контакта.
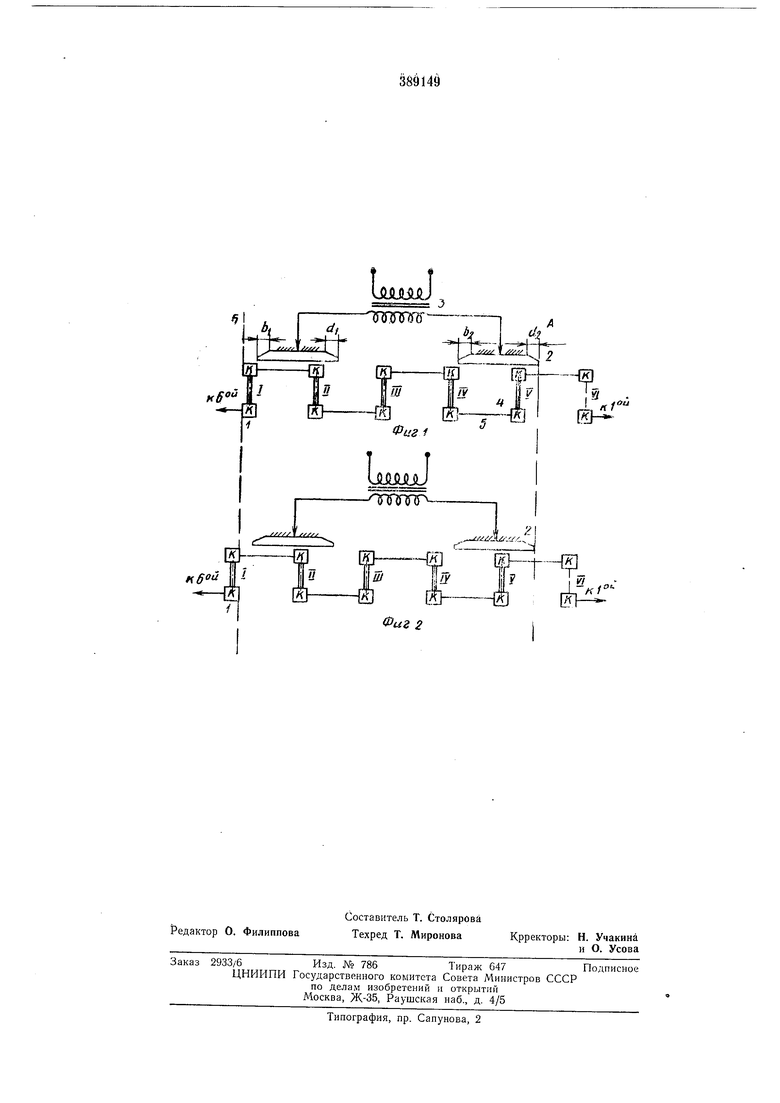
Способ поясняется фиг. 1 и 2.
Рассмотрим осуществление одного из вариантов предлагаемого способа включения в .цепь и выключения из цепи заготовок диаметром 30 мм, длиной 250 мм при иепрерывном движении ИХ без выключения тока в нагревательной цепи.
Для примера берут 6-ти лозициоииую установку, выполненную ио схеме (фиг. 1 и 2). На схеме позиции установки показаны развернутыми в одну ЛИНию, ко.нструктивно они располагаются ;по замкнутой кривой и движутся непрерывно или ирерывисто. На фиг. 1 и 2 приведены положения подвижных контактов / нагревательных позиций I--VI относительно неподвижных токоподводов .2, соединенных с неподвиж.ным источником тока 3 и включающих в себя переменные сопротивления di,2 и bi,2, изменяющиеся по мере перемещения подвижных контактов нагревательных позиций с заготовками 4. Нагревательную цепь образуют .позиции, заключенные между иеподв-ижньгми токоподводами 2 и соединенные межпоз,ицион.ным.и перемычкам и 5. На участке пути от Б ,к А происходит р азгрузка нагретой и загрузка холодной заготовок, соответственно разлсим и зажим Их в подвижных ко«тактах нагревательной позиции.
На фиг. 1 и 2 показано положение .нагревательных позиций I-VI с подвижными КО.Нтактами / отнооительно неподвижных токоподводов 2 для двух моментов -времени наиболее xaipaiKTepiHHx, когда пре-кращается и возникает .контактирование подвиж.ного кон.такта соответствующей нагревательной позиции с неподвижным и когда две поз.иции включены параллельно (два подвижных контакта одновременно находятся в контакте с .неподвижным). В этом случае всегда один .контакт сходит или 1входит на переменное дополнительное сопротивление, ai второй, поддерживающий цепь, -находится на участке между этими сопр-отивлениями, т .е. о.н по.дключается к .неподвиЖ|Н-ому токоподводу 2 непосредственно и потому TOiK в цели идет, минуя д-опо-л.нительные -со.противления, через которые подключены -выключаемая и включа-ем-ая цепь заготовки.
На фиг. 1 показано положение позиций, при котором -подвижные контакты позиций I, II, IV и V только что сощли с переменных дополнительных сопротивлений Ь, d; награвательная цепь образуется заготовками позиций П, III, IV и V.
На фиг. 2 дано положение .позиций, .при котором заготовки на позициях I и VI обесточены и находятся в зоне разгрузки и загрузки. Перед :тем, «ак подвижный .ко-нтакт -по.зиции II еще не взощел -на дополнительное сопротивление (фиг. 2) нагревательную цепь о-бр-азуют заготовки тех же позиций II, III, IV и V. Затем на некоторый период цепь образуют ко-нтакты позиций II и VI, заготов-ки позиций IV-V и межпози-ционные перемычки 5 между ними и контактами. Далее
-про-цесс повторяется в указанной последовательности.
Дополнительные сопротивления Ь, d неподвижных токоподводов 2 применительно к указанным выше типам заготовок будут:
ruf, irr г6, (IО-f-12) гз., (0,35 ч-0,4) 10-3 олг rd, rb, (10-f- 12)/-ЗГ (0,35-4-0,4) 10-2 /f,
где Гзг - сопротивление заготовки при 1000°С, Гзж - сопротивление заготовки при 20°С. При этом сопротивления должны изменяться по мере перемещения подвижных контактов в следуюЩей закономерности: йь Ь-2 возрастать от «О до максимума, а di, dz уменьшаться с макоимума до «О.
Предмет изобретения
20
1.Способ включения и выключения заготовок в н-агревательную цепь м.ногопозиционной установки электроконтактного на-грева, отличающийся тем, что, с целью увеличения лроизводительности и повышеиия эффективности электроконтактных нагревательных установок, выключение нагретой и включение холодной заготовок в аиловую цепь прО|Водят при .движении заготовок без выключения то.ка в
«агревательн-ой цепи, подводимого к двум неподвижным -ко-нтактам, и осуществляют за счет одновременного контактирова.ния подвижных контактов двух соседних заготовок с .неподвижным токоиодводящим контактом,
длина .рабочей части которого не менее -расстояния между этими заготовками.
2.Спо-соб по п. 1, отличающийся тем, что заготовки .п-одключают к источнику тока через -переменные сопротивления, изменяющиеся -по
мере перемещения заготовок с максимального значения до «О и с «О -до максимального знач-ения, при входе и сходе соответствуюпдей заготовки с ненодвижиого токоподводящего контакта.
ои
Yl
nl
| название | год | авторы | номер документа |
|---|---|---|---|
| Электронная установка непрерывного действия | 1971 |
|
SU481142A1 |
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Способ электроконтактного нагрева проката | 1987 |
|
SU1578212A1 |
| ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ИЗДЕЛИЙ | 1971 |
|
SU309051A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| Электроконтактное устройство для нагрева листовых заготовок | 1978 |
|
SU752817A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Способ электроконтактного нагрева заготовок переменного сечения | 1978 |
|
SU768829A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
K6°
Л /
