Изобретение относится к области строительной индустрии и может быть использовано домостроительными комбинатами и заводами, изготовляющими железобетонные изделия, например панели совмещенной вентилируемой крыщи.
Известна установка, включающая комплект форм с пустотообразователями, бетоноукладчик с бункерами, разравнивающим устройством и вибронасадком, механизм для установки и извлечения пустотообразователей, систему толкателей и приспособление для контактной термообработки.
Основными недостатками известной установки является то, что в процессе термообработки изделий утеплитель увлажняется, в результате ухудщаются теплоизоляционные качества продукции. Для образования вентиляционных каналов применяются прокладки, укладываемые вручную, вследствие чего не обеспечивается точность геометрических размеров; низкая степень механизации основных технологических операций, что увеличивает трудоемкость и ухудшает качество изделий.
Цель изобретения - повысить качество изделий и уменьщить трудоемкость процесса. Достигается это тем, что пустотообразователи выполнены с корпусом корытообразного сечения и конусностью в трех плоскостях, а мехачизм для установки и извлечения пустотообразователей выполнен с гидравлическим приводом. Для получения гидроизоляционного покрытия и его прочного сцепления с бетонным основанием установка выполнена с распылителем битумно-латексной эмульсии, закрепленным на раме бетоноукладчика.
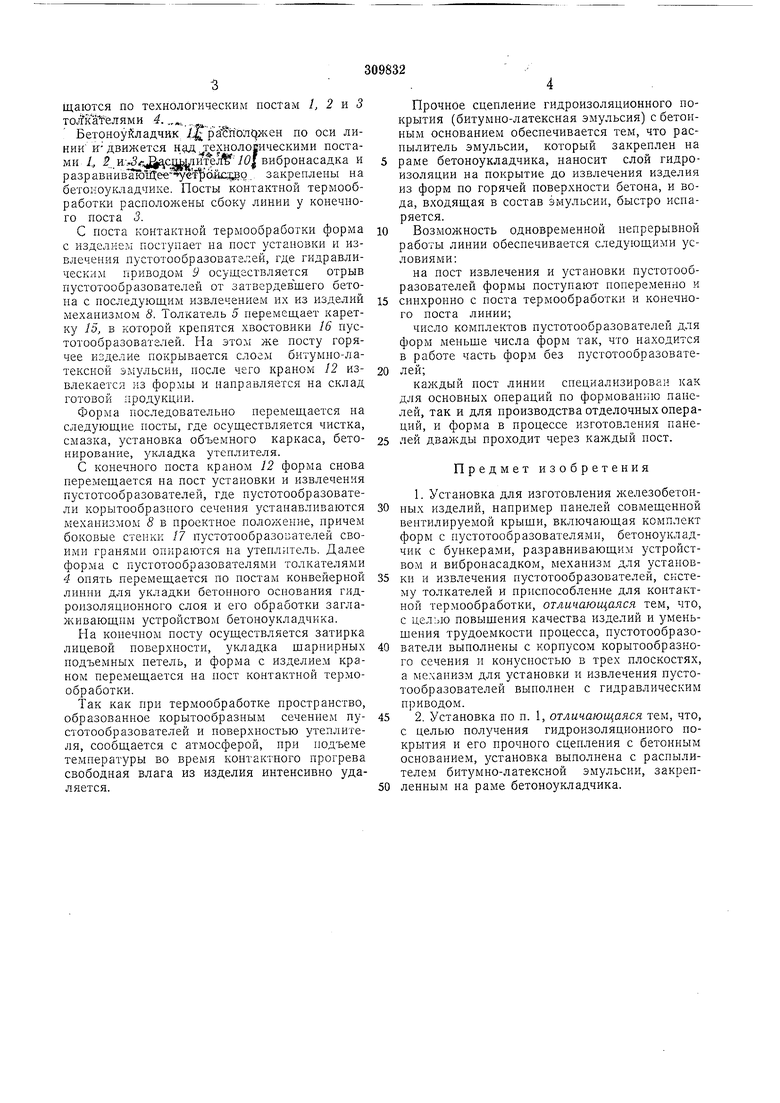
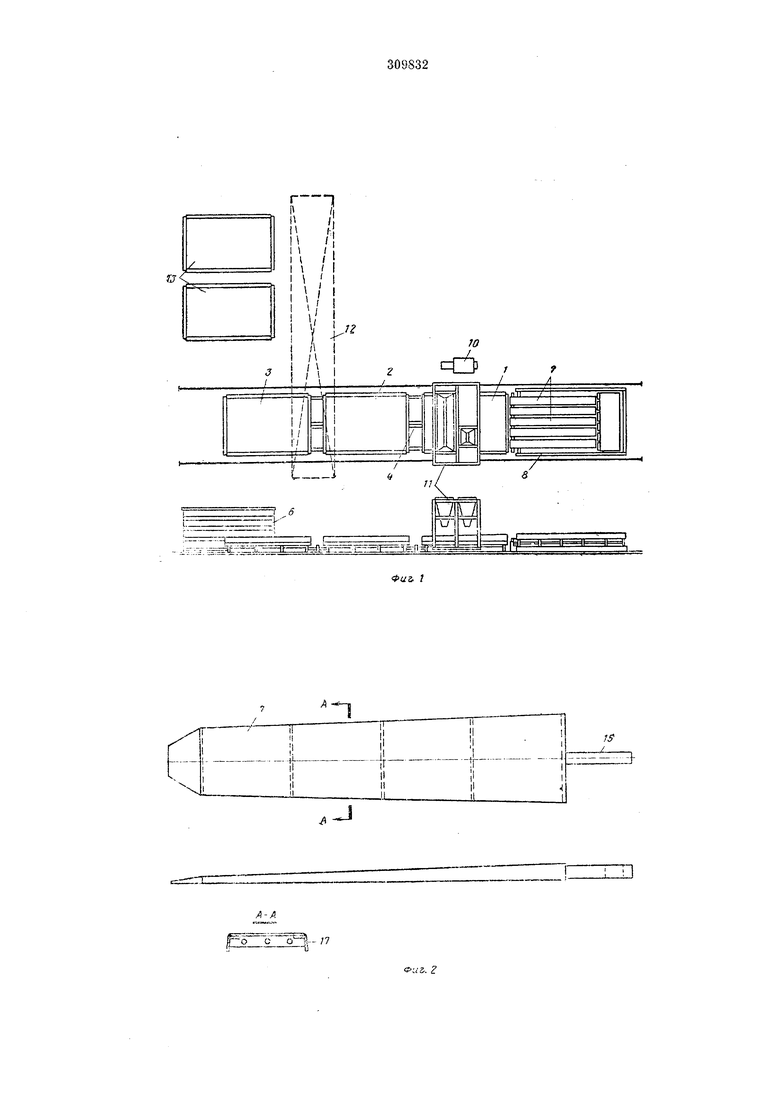
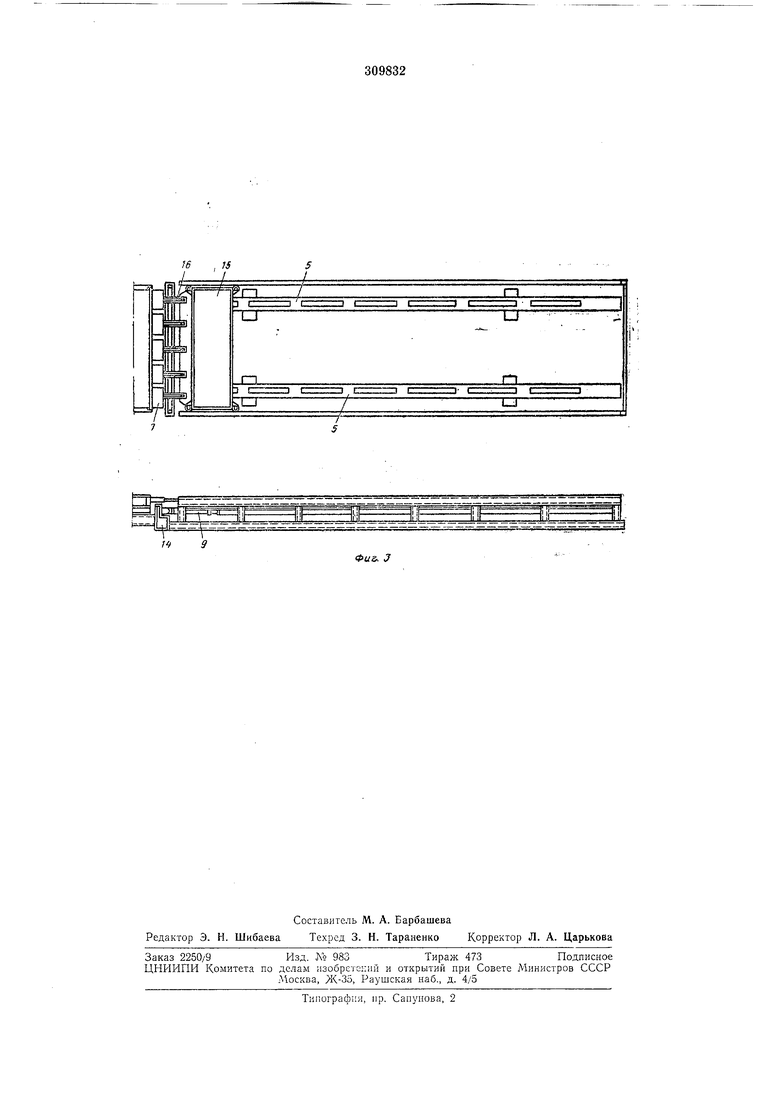
На фиг. 1 показан общий вид установки; на фиг. 2 - пустотообразователь; на фиг. 3--
механизм с гидравлическим приводом для установки и извлечения пустотообразователей.
Предлагаемая установка состоит из поста установки и извлечения пустотообразователей, поста 2 бетонирования, конечного поста 3,
системы толкателей 4 и 5, комплекта форм 6 с пустотообразователями 7 корытообразного сечения, имеющих конусность в трех плоскостях по длине в горизонтальной и вертикальной плоскостях и в поперечном сечении, механизма 8 для установки и извлечения пустотообразователей с гидравлическим приводом 9, распылителя 10 битумно-латексной эмульсии, бетоноукладчика 11с бункерами, вибронасадкой, разравнивающим устройством, мостового
крана 12, постов 13 контактной термообработки.
щаются по технологическим постам 1, 2 к 3 то пГкаТелями . „,.,..
Бетоноуйладчик / раёполСклеен по оси линии и-движется над .техноло|ическими постами /, и.у3/-- 0|а,пь1лргге 10 вибронасадка и разравниваюЩее у й 6.ис;ро. закреплены на бетокоукладчике. Посты контактной термообработки расположены сбоку линии у конечного поста 5.
С поста контактной термообработки форма с изделием поступает на пост установки и извлечения иустотообразователей, где гидравлическ 1м приводом 9 осуществляется отрыв пустотообразователей от затвердевшего бетона с последующим извлечением их из изделий механизмом 8. Толкатель 5 перемещает каретку 15, в которой крепятся хвостовики 16 пустотообразователей. На этом же посту горячее изделие покрывается слоем битумно-латексной эмульсии, после чего краном 12 извлекается из формы и направляется на склад готовой продукции.
Форма последовательно перемещается на следующие посты, где осуществляется чистка, смазка, установка объемного каркаса, бетонирование, укладка утеплителя.
С конечного поста краном 12 форма снова перемещается па пост установки и извлечения пустотообразователей, где пустотообразователи корытообразного сечепия устанавливаются механизмом 8 в проектное положение, причем боковые стенкк 17 пустотообразоиателей своими гранями опираются па утеплитель. Далее форма с пустотообразователями толкателями 4 опять перемещается по постам конвейерной линии для укладки бетонного основания гидроизоляционного слоя и его обработки заглаживающим устройством бетоноукладчика.
На конечном посту осуществляется затирка лицевой поверхности, укладка щарнирных иодъемных нетель, и форма с изделием краном перемещается на пост контактной термообработки.
Так как при термообработке пространство, образованное корытообразным сечением пустотообразователей и поверхностью утеплителя, сообщается с атмосферой, при подъеме температуры во время контактного прогрева свободная влага из изделия интенсивно удаляется.
Прочное сцепление гидроизоляционного покрытия (битумпо-латексная эмульсия) с бетонным основанием обесиечивается тем, что распылитель эмульсии, который закреплен на раме бетоноукладчика, наносит слой гидроизоляции на покрытие до извлечения изделия из форм по горячей поверхности бетона, и вода, входящая в состав эмульсии, быстро испаряется.
Возможность одновременной непрерывной работы линии обесиечивается следующими условиями;
на пост извлечения и установки пустотообразователей формы поступают попеременно и синхронно с поста термообработки и конечного поста линии;
число комплектов пустотообразователей для форм меньще числа форм так, что находится в работе часть форм без пустотообразователей;
каждый ноет линии специализирован как для основных операций по формованию панелей, так и для производства отделочных операций, и форма в процессе изготовления панелей дважды проходит через каждый пост.
Предмет изобретения
1. Установка для изготовления железобетонных изделий, например панелей совмещенной вентилируемой крыщи, включающая комплект форм с пустотообразователями, бетоноукладчик с бункерами, разравнивающим устройством и вибронасадком, механизм для установкп и извлечения пустотообразователей, систему толкателей и приспособление для контактной термообработки, отличающаяся тем, что, с целью повыщения качества изделий и уменьщепия трудоемкости процесса, пустотообразователи выполнены с корпусом корытообразного сечения и конусностью в трех плоскостях, а механизм для установки и извлечения пустотообразователей выполнен с гидравлическим приводом.
2. Установка по п. 1, отличающаяся тем, что, с целью получения гидроизоляционного покрытия и его прочного сцепления с бетонным основанием, установка выполнена с распылителем битумно-латексной эмульсии, закрепленным на раме бетоноукладчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1984 |
|
SU1219370A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU394205A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Способ изготовления комплексных железобетонных плит | 1987 |
|
SU1664582A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU389939A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| БИБЛИОТЕКА I | 1972 |
|
SU336155A1 |
о /7 - JJ
6 , JS
1-1
/ S
LJ
If
