СП
со j
01
4
тельности посты: 1 - чистки, смазки и подготовки форм, X - формования, XI - распалубки и IX - отделки изделий, камеру 7 термообработки, привод перемещения и основные 8 и дополнительное 9 передаточные устройства. Линия снабжена обгонным путем 6, соединяющим параллельно установленные передаточные устройства, и постом XII переоснастки форм- вагонеток. Пост IX отделки изделий снабжен камерой предварительной выдержки 4. Посты X формования и XI распалубки расположены по торцам линии за передаточными устройствами. Пост I чистки, смазки и подготовки форм расположен параллельно посту XII переоснастки форм и обгонному пути 6 и размещен между дополнительным передаточным устройством 9 и основным 8 с примыкающим к нему постом XI распалубки, участки подготовки В и доводки D изделий расположены параллельно друг другу и обгонному пути 6 и размещены
между дополнительным передаточным устройством 9 и основным 8 с примыкающим к нему постом X формования. 1 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для формования железобетонных изделий | 1985 |
|
SU1324850A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Технологическая линия для изготовления железобетонных изделий | 1983 |
|
SU1164048A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
Изобретение относится к конвейерному производству строительных изделий на предприятиях строительной индустрии. Цель изобретения - расширение технологических возможностей путем совмещения операций по подготовке и переоснастке форм-вагонеток без нарушения ритма работы линии при расширении номенклатуры изделий и повышении их качества. Линия содержит установленные в технологической последовательности посты I - чистки, смазки и подготовки форм, X - формования, XI - распалубки и IX - отделки изделий, камеру 7 термообработки, привод перемещения и основные 8 и дополнительное 9 передаточные устройства. Линия снабжена обгонным путем 6, соединяющим параллельно установленные передаточные устройства, и постом XII - переоснастки форм-вагонеток. Пост IX - отделки изделий снабжен камерой предварительной выдержки 4. Посты X - формования и XI - распалубки расположены по торцам линии за передаточными устройствами. Пост I - чистки, смазки и подготовки форм расположен параллельно посту XII - переоснастки форм и обгонному пути 6 и размещен между дополнительным передаточным устройством 9 и основным 8 с примыкающим к нему постом XI - распалубки, участки подготовки А и доводки С изделий расположены параллельно друг другу и обгонному пути 6 и размещены между дополнительным передаточным устройством 9 и основным 8 с примыкающим к н
Изобретение относится к конвейерному производству строительных изделий на предприятиях строительной индустрии.
Целью изобретения является расширение технологических возможностей путем совмещения операций по подготовке к переоснастке форм-вагонеток без нарушения ритма работы линии при расширении номенклатуры изделий и повышении их качества.
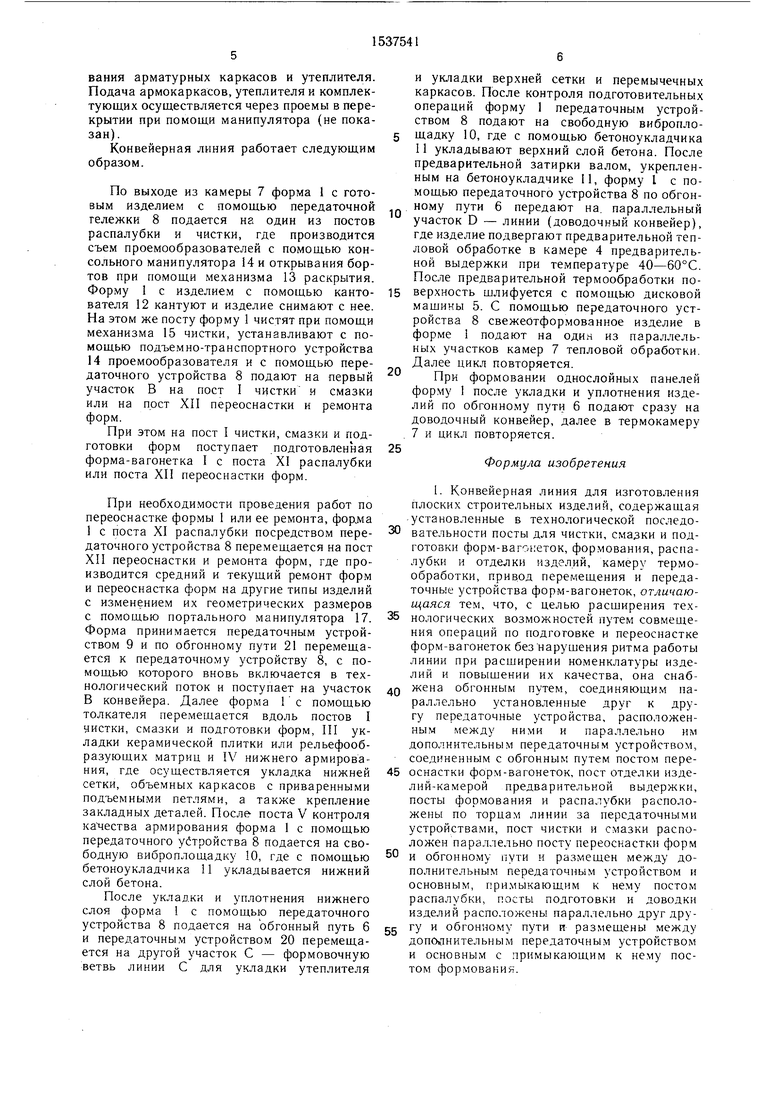
На фиг. 1 представлена линия, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Конвейерная линия содержит три параллельных участка, на первом из которых - - участке В подготовки форм к формованию, расположены посты: I - чистки, смазки н подготовки форм, II - сборки, III - укладки облицовочной плитки или рельефных матриц, 1У - армирования, V - контроля качества; на участке С формования среднего слоя -- посты; VI - укладки утеплителя; VII - армирования верхнего слоя, V --- контроля качества армирования; на участке D - доводки посты; VIII - предварительной термообработки; IX - отделки поверхности, V - контроля качества. Посты X формования и посты XI распалубки размещены в противоположных торцах параллельных участков за передаточными устройствами. Между постами XI распалубки и параллельными участ ками линии расположен пост XII переостановки и ремонта форм.
Линия содержит форму-вагонетку 1, машину 2 смазки форм, механизм 3 для закры тия бортов, оборудование для установки арматурных каркасов (условно на чертежах не показано), установленное на участке В - подготовки форм. Пост IX отделки снабжен камерой 4 предварительной выдержки и шлифовальной машиной 5, установленной после камеры 4 для обработки затвердевшего слоя бетона, что сказывается на качестве поверхности панели.
Параллельно ветвям расположен обгонный путь 6, соединяющий параллельно установленные друг к другу передаточные устройства 8 и расположенное между ними и
5
параллельно им дополнительное передаточное устройство 9, и выносные щелевые 0 термокамеры 7, связанные между собой передаточными тележками. Посты формования оснащены виброплощадками 10 и бетоноукладчиками 11. Бетонная смесь и раствор подаются в укладчики непосредственно от бетоносмесительного узла.
8другом торце линии расположены посты XI распалубки, оснащенные кантователем 12, механизмом 13 для раскрытия бортов, подъемно-транспортным устройством 14 для извлечения проемообразователей, меха0 низмом 15 чистки форм, установкой чистки проемообразователей 16.
Пост XII переоснастки и ремонта форм расположен параллельно постам I чистки, смазки и подготовки форм и обгонному пути 6 и размещен между дополнитель5 ным передаточным устройством 9 и основным передаточным устройством 8 с примыкающим к нему постом XI распалубки. Он снабжен портальным манипулятором 17 для установки и съема бортоснастки, механизированным складом 18 бортоснастки, кассетой
19 для проемообрс ователей и стендом 20 оправки поддонов. Г. -ст XII переоснастки и ремонта форм связан с технологическим потоком дополнительным передаточным устройством 9 и обгонным путем 21.
5 Участки В - подготовки и D - доводки изделий расположены параллельно друг другу и обгонному пути 6 и размещены между дополнительным передаточным устройством
9и основным 8 с примыкающим к нему постом X формования.
0 На посту I чистки, смазки и подготовки форм установлен передаточный мост 22, связывающий его с постом II чистки и смазки и дающий возможность передачи форм 1 передаточным устройством 9 на вторую и первую ветвь конвейера при формовании гдно5 слойных панелей.
Участок над постами подготовки форм 1 выполнен в двух уровнях На верхнем уровне размещен участок комплектации и складнрования арматурных каркасов и утеплителя. Подача армокаркасов, утеплителя к комплектующих осуществляется через проемы в перекрытии при помощи манипулятора (не показан).
Конвейерная линия работает следующим образом.
По выходе из камеры 7 форма 1 с готовым изделием с помощью передаточной гележки 8 подается на один из постов распалубки и чистки, где производится съем проемообразователей с помощью консольного манипулятора 14 и открывания бортов при помощи механизма 13 раскрытия. Форму 1 с изделием с помощью кантователя 12 кантуют и изделие снимают с нее. На этом же посту форму 1 чистят при помощи механизма 15 чистки, устанавливают с помощью подъемно-транспортного устройства 14 проемообразователя и с помощью передаточного устройства 8 подают на первый участок В на пост I чистки и смазки или на пост XII переоснастки и ремонта форм.
При этом на пост I чистки, смазки и подготовки форм поступает подготовленная форма-вагонетка I с поста XI распалубки или поста XII переоснастки форм.
При необходимости проведения работ по переоснастке формы 1 или ее ремонта, форциа 1 с поста XI распалубки посредством передаточного устройства 8 перемещается на пост XII переоснастки и ремонта форм, где производится средний и текущий ремонт форм и переоснастка форм на другие типы изделий с изменением их геометрических размеров с помощью портального манипулятора 17. Форма принимается передаточным устройством 9 и по обгонному пути 21 перемещается к передаточному устройству 8, с помощью которого вновь включается в технологический поток и поступает на участок В конвейера. Далее форма 1 с помощью толкателя перемещается вдоль постов I чистки, смазки и подготовки форм, III укладки керамической плитки или рельефооб- разующих матриц и IV нижнего армирования, где осуществляется укладка нижней сетки, объемных каркасов с приваренными подъемными петлями, а также крепление закладных деталей. После поста V контроля качества армирования форма 1 с помощью передаточного устройства 8 подается на свободную виброплощадк} 10, где с помощью бетоноукладчика 11 укладывается нижний слой бетона.
После укладки и уплотнения нижнего слоя форма 1 с помощью передаточного устройства 8 подается на обгонный путь 6 и передаточным устройством 20 перемещается на другой участок С - формовочную ветвь линии С для укладки утеплителя
и укладки верхней сетки и перемычечных каркасов. После контроля подготовительных операций форму 1 передаточным устройством 8 подают на свободную виброплощадку 10, где с помощью бетоноукладчика 11 укладывают верхний слой бетона. После предварительной затирки валом, укрепленным на бетоноукладчике II, форму I с помощью передаточного устройства 8 по обгон- ному пути 6 передают на параллельный участок D - линии (доводочный конвейер), где изделие подвергают предварительной тепловой обработке в камере 4 предварительной выдержки при температуре 40-60°С. После предварительной термообработки по5 верхность шлифуется с помощью дисковой машины 5. С помощью передаточного устройства 8 свежеотформованное изделие в форме 1 подают на один из параллельных участков камер 7 тепловой обработки Далее цикл повторяется.
® При формовании однослойных панелей форму 1 после укладки и уплотнения изделий по обгонному пути б подают сразу на доводочный конвейер, далее в термокамеру 7 и цикл повторяется.
5
Формула изобретения
. Конвейерная линия для изготовления плоских строительных изделий, содержащая установленные в технологической последо0 вательности посты для чистки, смазки и подготовки форм-ваг жеток, формования, распалубки и отделки изделий, камеру термообработки, привод перемещения и передаточные устройства форм-вагонеток, отличающаяся тем, что, с целью расширения тех5 нологических возможностей путем совмещения операций по подготовке и переоснастке форм-вагонеток без нарушения ритма работы линии при расширении номенклатуры изделий и повышении их качества, она снаб0 жена обгонным путем, соединяющим параллельно установленные друг к другу передаточные устройства, расположенным между ними и параллельно им дополнительным передаточным устройством, соединенным с обгонным путем постом пере5 оснастки форм-вагонеток, пост отделки изде- лий-камерой предварительной выдержки, посты формования и распалубки расположены по торцам линии за передаточными устройствами, пост чистки и смазки расположен параллельно посту переоснастки форм
0 и обгонном пути и размещен между дополнительным передаточным устройством и основным, примыкающим к нему постом распалубки, посты подготовки и доводки изделий расположены параллельно друг друg гу и обгонному пути и размещены между дополнительным передаточным устройством и основным с примыкающим к нему постом формования.
.m... . .Ч1 I
ГТ ВцН
v/y/v// /// / х// /х/ 7// /////х ///ЖУ /// //
ю /г
Фие.2
передаточным мостом, связывающим его с постом чистки и смазки.
| Нифонтов В | |||
| С., Бузинов В | |||
| М., Павлов В | |||
| Ф | |||
| Новые технологические линии и оборудование для производства сборного железобетона | |||
| - Бетон и железобетон, 1983, № 3, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
