Изобретение относится к области изготовления сборных железобетонных изделий на карусельно-конвейерных установках.
Известна карусельно-конвейерная установка, включающая формы-вагонетки и замкнутый по окружности ко-нвейер с постами обработки.
С целью использования объема производственных помещений и уменьшения энергетических затрат предлагаемая установка оборудована автономным грузоподъемным механизмом, а конвейер установки выполнен в виде вертикальной спирали с постом термообработки, расположенным под плоскостью основных постов обработки. .
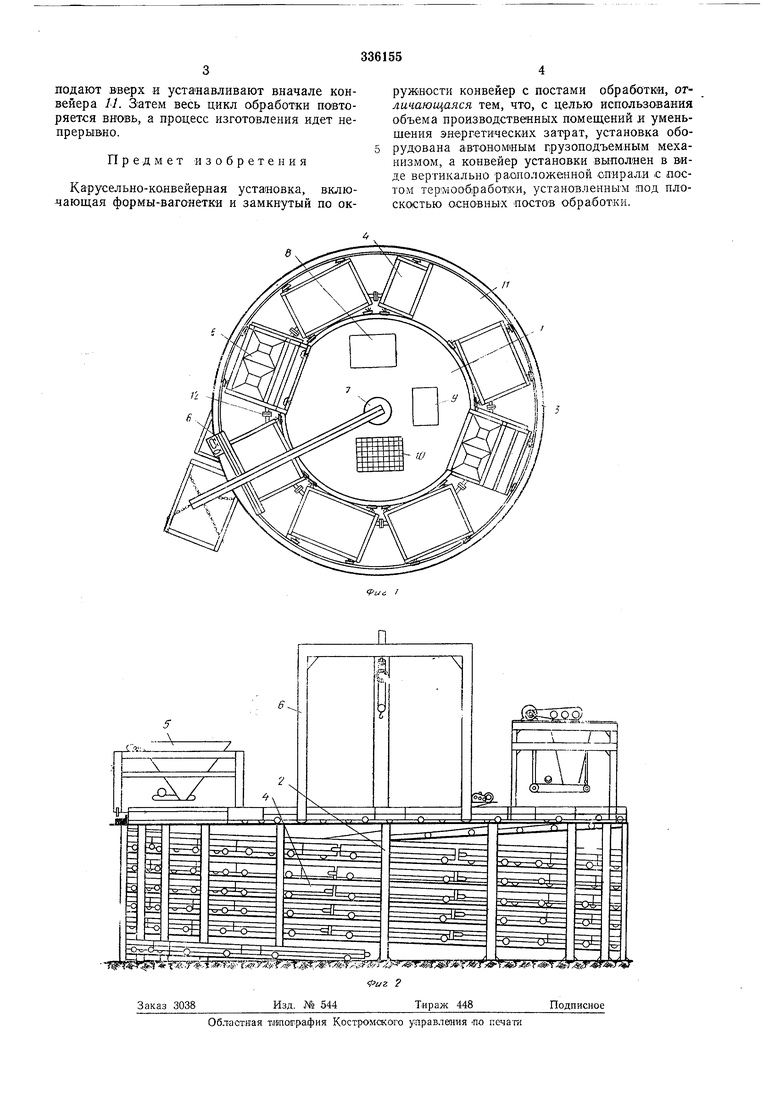
На фиг. 1 показана предлагаемая установка, общий вид в плане; на фиг. 2 - то же, вид сбоку.
Карусельно-конвейерная установка представляет собой ниспадающий вниз по спирали круглый стол /, смонтированный на колоннах 2. Сверху на нем ра|сположены четыре концентрические рельсовые нитки 3 (по двум внутренним движутся формы-вагонетки 4 с термоподдонами, а по наружным - бетоноукладчик 5 и консольно-козловой кран 6, опирающийся одним концом на центрально расположенную мачту 7). В центре стола 1 вокруг мачты 7 располагаются пакеты с утеплителем 8, облицовочной плиткой 9 и арматурой W.
Установка работает следующим образом. В начальной стадии формы-вагонетки 4 ставятся Kpa;HOiM 6 на рельсовый путь 3 и при помощи толкателя движутся по кольцевому конвейеру 11. При их последовательном прохождении через все посты на формах совершаются все необходимые операции: чистка, смазка,
укладка нижнего слоя, укладка утеплителя, бетона и заглаживание поверхности. После последней операции, двигаясь дальше по спиральным рельсам 3 под действием собственного веса, форма-вагонетка 4 уходит под верхнюю поверхность конвейера 11, и опускаясь вниз, совершает несколько оборотов, при этом осуществляется термообработка изделий.
Термообработка производится контактным способом путем подачи пара в термоподдон
формы-вагонетки 4 через сквозную трубу большого диаметра, проходящей через весь термоподдон каждой формы. Для этого формы-вагонетки 4 при помощи устройства 12 автоматически подключают к своему термоподдону термоподдон предыдущей формы. Так как формы по вертикали между собой имеют м;аленький зазор, это дает возможность успешно производить термообработку.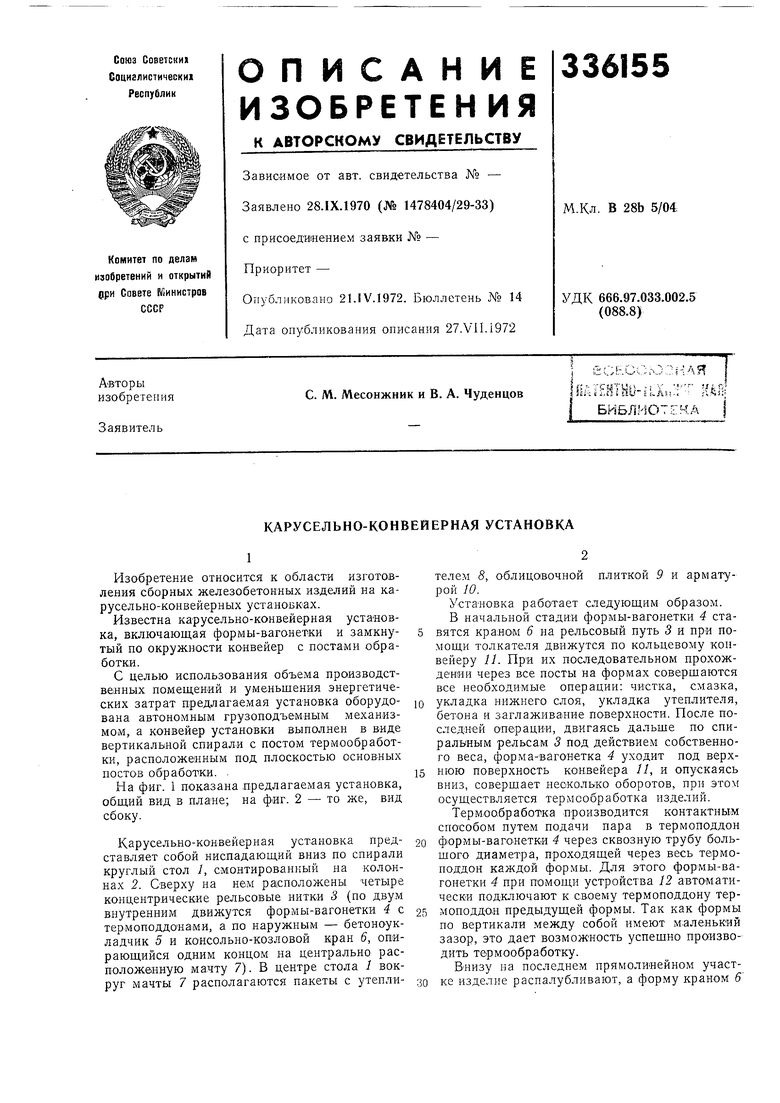
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Карусельно-конвейерная установка | 1989 |
|
SU1726260A1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Конвейерная линия для изготовления многослойных строительных изделий | 1982 |
|
SU1126443A2 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Ступенчатый пакетировщик | 1966 |
|
SU213655A1 |
