В известных универсальных клетях для ирокатки балок калибр образован посредством горизонтальных и вертикальных валков, расположенных в одной плоскости. Однако в таких клетях наблюдается неудовлетворительный захват переднего конца при прокатке балок в вертикальном положении, вследствие утыкания его в холостые вертикальные валки.
Предлагаемая клеть отличается тем, что вертикальные валки установлены на эксцентричных осях и снабжены ограничителем поворота, например планками, смонтированными на их корпусе. Это позволяет образовать замкнутый многовалковый калибр после захвата переднего конца проката.
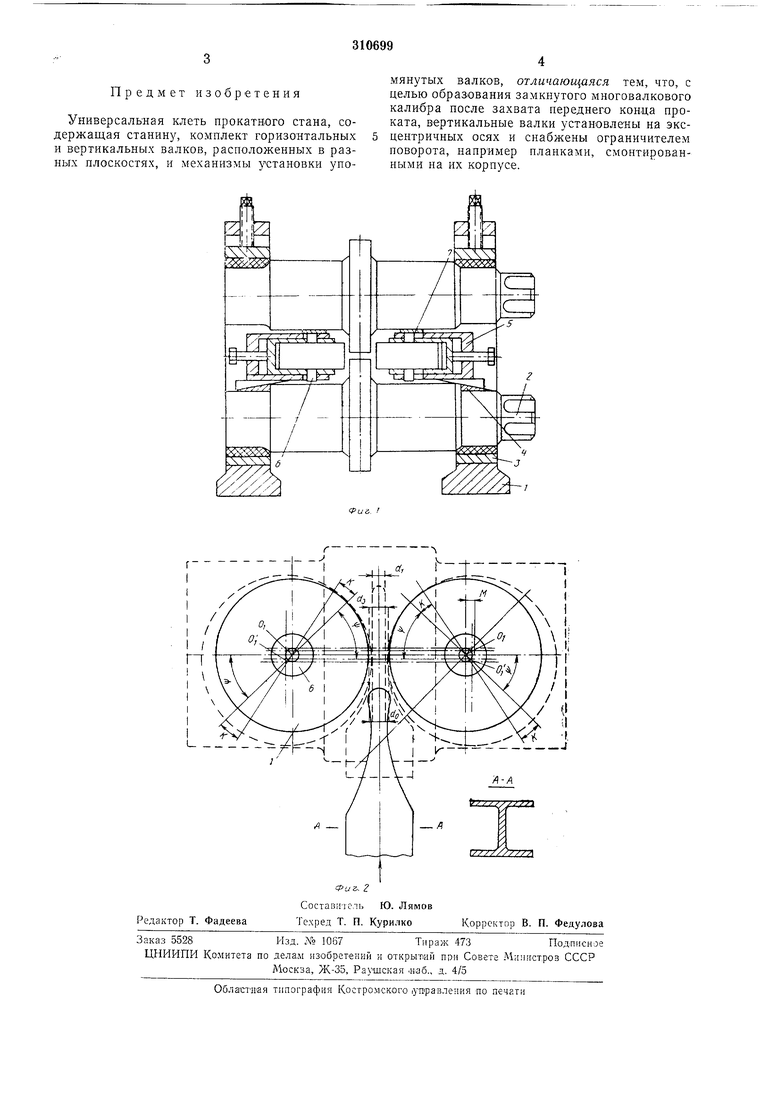
На фиг. 1 показана схема предлагаемой универсальной клети; на фиг. 2 - момент захвата и установившийся процесс прокатки балки.
Клеть состоит из станины /, в которой установлены горизонтальные валки 2 с подушками 3 и подшипниками 4. Между горизонтальными валками смонтированы корпусы 5 вертикальных валков в кассетном исполнении, при этом горизонтальные и вертикальные валкл расположены в разных плоскостях.
Вертикальные валки установлены на эксцентричные оси 6, вследствие чего после захвата прокатной штанги оси враш,ения вертикальных валков смещаются в плоскость расположения осей вращения горизонтальных валков. Для
фиксации угла поворота вертикальных валков выполнены ограничители в виде планок, установленных на кассетах. Для установк) межвалкового раствора клеть снабжена механизмом 7 установки валков.
Эксцентриковая ось 6, на которой установлен вертикальный валок, повернута на угол г), ii зазор между вертикальными валками больше толшины переднего дефектного конца раската dy . При задаче штанги в калибр передний ее конец свободно проходит между вертикальными валками, раскат захватывают только горизонтальные валки. В момент начала деформации возникает ciuia Р, направленная
через центр 0| вертикального валка. При этом создается момент М-РК. поворачивающий эксцентриковую ось вокруг точки Oi. Ограничитель угла поворота )ассчитан так, чтобы точка О; заняла положение Ol, т. е. оси вертикальных и горизонтальных валков оказались в одной плоскости. При этом зазор между вертикальными палками уменьиьтется до значеиия (/1, равного
f/i(/,-20, О; (1-COS40
В результате стенка получает обжатие Л бо-(/I. Положение вертикальных валков при устацо; 1В1иемся процессе показано пунктиром.
По выходе раскага из калибра валки возвра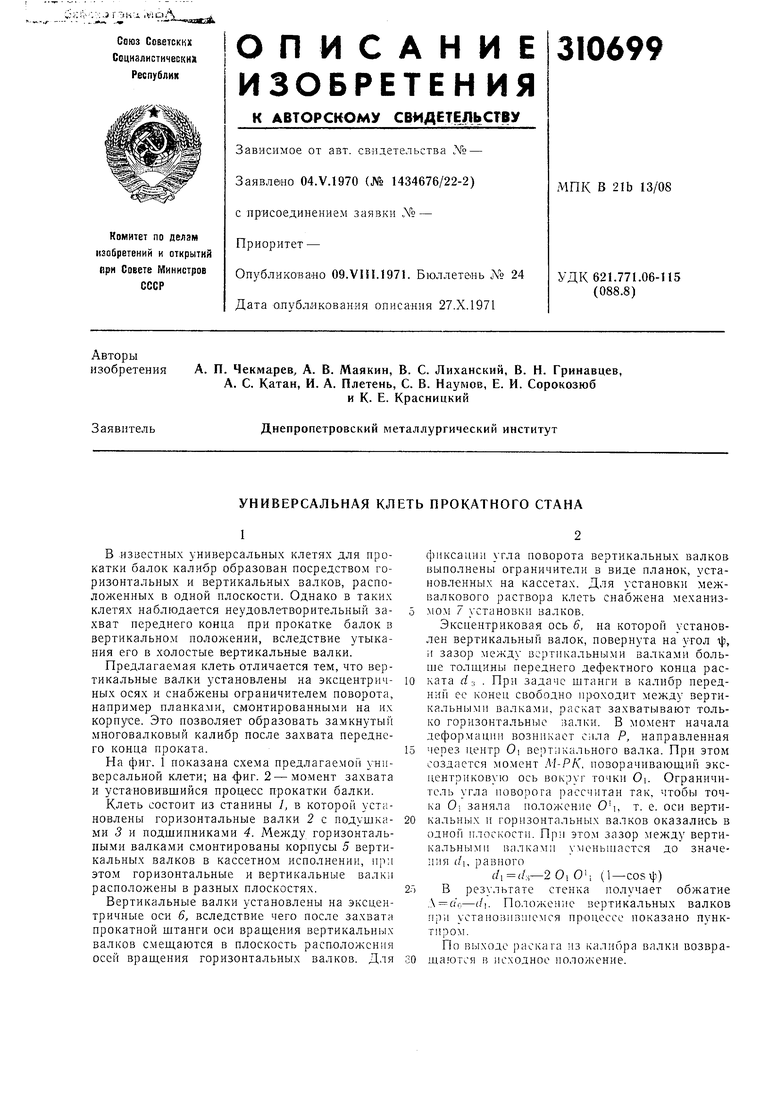
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНАЯ РОЛИКОВАЯ КОРОБКА^МШЕНИШ^т;^БИВЛИО' | 1972 |
|
SU323168A1 |
| Способ горячей прокатки в нереверсивной универсальной клети | 1984 |
|
SU1148658A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Универсальная клеть | 1984 |
|
SU1178512A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |