ВИИ ролика 10, ползуна с копирным устройством 12 .происходит расфиксация механизма крепления патрубка 4 с ложементом 3 с последующим остановом механизма крепления патрубка. При дальнейшем вращении ложемента 3 с
1
Изобретение относится к сварочному производству и может быть использовано при дуговой сварке плавящимся электродом преимущественно металлоконструкций с криволинейными деталями.
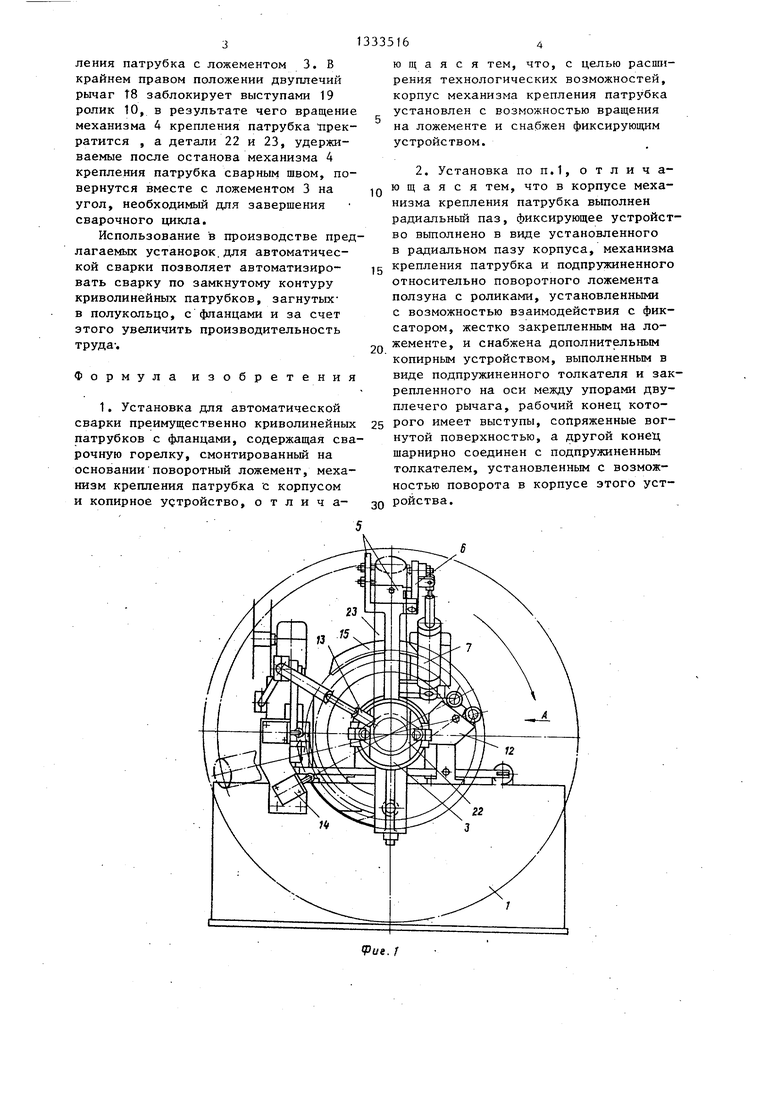
Целью изобретения является расширение технологических возможностей установки, а именно обеспечение возможности сварки с фланцами загнутых в полукольцо патрубков.
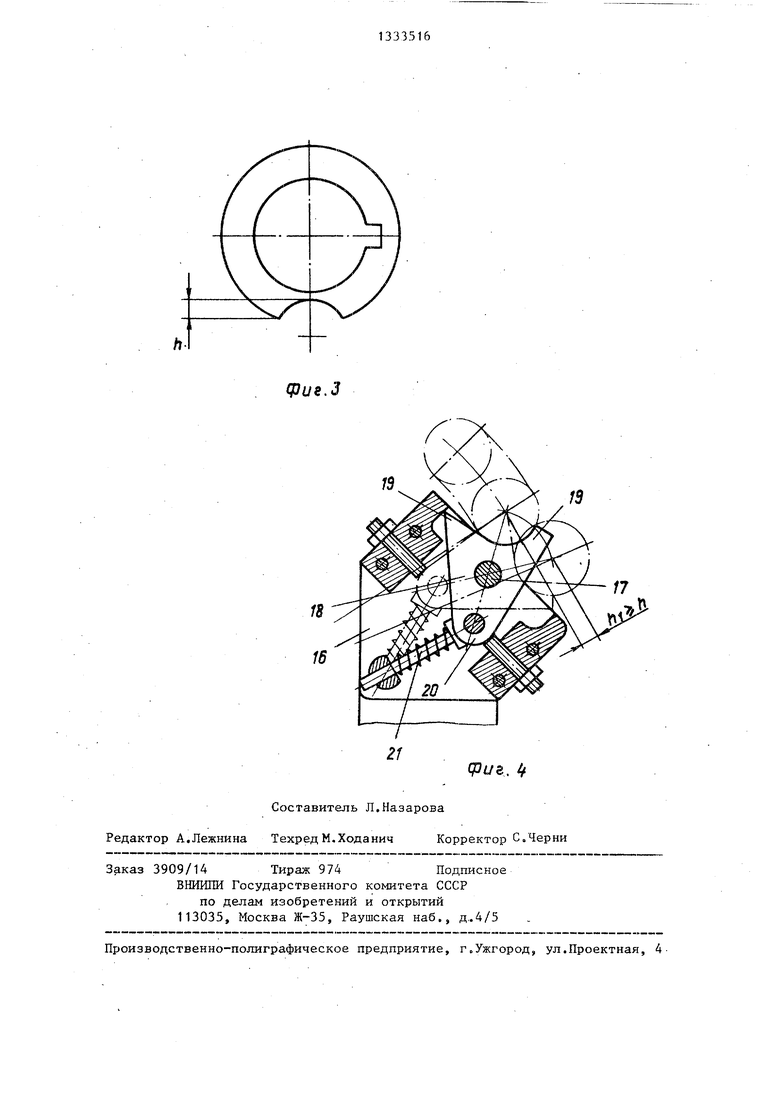
На фиг.1 изображена установка для автоматической сварки„ вид спереди; на фиг.2 - вид по стрелке А на фиг.1 на фиг.З - фиксатор; на фиг.4 - ко- пирное устройство.
На основании 1 с возможностью вращения от привода 2 смонтирован поворотный ложемент 3, на котором с возможностью вращения относительно него установлен механизм 4 крепления патрубка, выполненный в виде охваты- вающ его ложемент 3 корпуса, на консоли которого размещена П-образная установочная призма 5 с подвижной зажимной губкой 6, взаимодействующей со штоком пневмопривода 7. На противоположной части корпуса механизма 4 крепления патрубка в радиальном пазу установлен подпружиненный ползун 8 с роликами 9 и 10. Ролик 9, взаимодействуя с канавкой фиксатора Т1, закрепленного на ложементе 3, фиксирует механизм 4 крепления патрубка от проворота. Ролик 10 установлен с возможностью взаимодействия с копирным устройством 12, установленным на основании 1, На последнем установлены также сварочная горелка 13 и блок 14 конечных выключателей, имеющих возможность взаимодействоват при повороте ложемента 3 с.копирным устройством, содержащим кулачок 15, выполненньш в виде копирной линейкир
изделием завершается сварочный цикл. Использование установки в производстве позволит автоматизировать сварку по замкнутому контуру криволинейных патрубков, загнутых в полукольцо, с фланцами. 1 з.п. ф-лы, 4 ил.
жестко установленной на консоли . корпуса механизма 4 крепления патрубка. Копирное устройство 12 состоит из корпуса 16 с установленным в нем на 5 оси 17 между упорами двуплечим рычагом 18, рабочий конец которого оформлен выступами 19, сопряженными вогнутой поверхностью, а другой конец 20 шарнирно соединен с подпружинен0 ным толкателем 21, установленным с возможностью поворота в корпусе этого устройства.
Установка для автоматической сварки работает следующим образом.
5 На поворотный ложемент 3 устанавливают одну из свариваемых деталей - фланец 22. В отверстие фланца 22 вводят конец другой свариваемой детали- патрубок 23, другой конец которого
0 закрепляют на призме 5 подвижной зажимной губкой 6 при помощи пневмопривода 7. Затем подводят к месту сварки сварочную горелку 13, после чего вклют чают привод 2 вращения ложемента 3,
5 Когда вращающийся ложемент 3 подведет консоль механизма 4 крепления патрубка к сварочной горелке 13, кулачок 15 набежит на блок конечных выключателей, после чего произойдет
0 срабатывание пневмопривода 7, который отведет зажимную губку 6, освободив этим проход .цля детали 23. В этот момент ролик 10 набегает на ко- пирное устройство 12 и, воздействуя
5 на двуплечий рычаг 18, поворачивает его до упора. При этом ролик 10 получает радиальное перемещение от поворота рычага 18 и вытягивает ползун 8 с роликом 9 из зацепления с фикса0 тором 11. При переходе двуплечим ры- ,чагом 18 среднего положения подпружиненный толкатель 21 начнет разжиматься, воздействуя на рычаг 18 и ; ускоряя расфиксацию механизма 4 крепления патрубка с ложементом 3. В крайнем правом положении двуплечий рычаг Т8 заблокирует выступами 19 ролик 10, в результате чего вращение механизма 4 крепления патрубка -прекратится , а детали 22 и 23, удерживаемые после останова механизма 4 крепления патрубка сварным швом, повернутся вместе с ложементом 3 на угол, необходимый для завершения сварочного цикла.
Использование в производстве предлагаемых установок, для автоматической сварки позволяет автоматизировать сварку по замкнутому контуру криволинейных патрубков, загнутых- в полукольцо, с фланцами и за счет этого увеличить производительность труда-.
Формула изобрет е н и я 1. Установка для автоматической
10
ю щ а я с я тем, что, с цепью расширения технологических возможностей, корпус механизма крепления патрубка установлен с возможностью вращения на ложементе и снабжен фиксирующим устройством.
2. Установка по п.1, о т л и ч а- ю щ а я с я тем, что в корпусе механизма крепления патрубка выполнен радиальный паз, фиксирующее устройство выполнено в виде установленного в радиальном пазу корпуса, механизма крепления патрубка и подпружиненного относительно поворотного ложемента ползуна с роликами, установленными с возможностью взаимодействия с фиксатором, жестко закрепленным на ложементе, и снабжена дополнительным копирным устройством, выполненным в виде подпружиненного толкателя и закрепленного на оси между упорами двуплечего рычага, рабочий конец кото- „ ппгп имеет выступы, сопряженные вогсварки преимущественно криволинейных 25 Р°.™„,ерхностью, а другой конец патрубков с фланцами, содержащая сва- соединен с подпружиненным рочную горелку, смонтированньм на , установленным с возможностью поворота в корпусе этого уст- 3Q ройства.
основании поворотный ложемент, механизм крепления патрубка с корпусом и копирное устройство, о т л и ч а
ю щ а я с я тем, что, с цепью расширения технологических возможностей, корпус механизма крепления патрубка установлен с возможностью вращения на ложементе и снабжен фиксирующим устройством.
2. Установка по п.1, о т л и ч а- ю щ а я с я тем, что в корпусе механизма крепления патрубка выполнен радиальный паз, фиксирующее устройство выполнено в виде установленного в радиальном пазу корпуса, механизма крепления патрубка и подпружиненного относительно поворотного ложемента ползуна с роликами, установленными с возможностью взаимодействия с фиксатором, жестко закрепленным на ложементе, и снабжена дополнительным копирным устройством, выполненным в виде подпружиненного толкателя и закрепленного на оси между упорами двуплечего рычага, рабочий конец котоппгп имеет выступы, сопряженные вог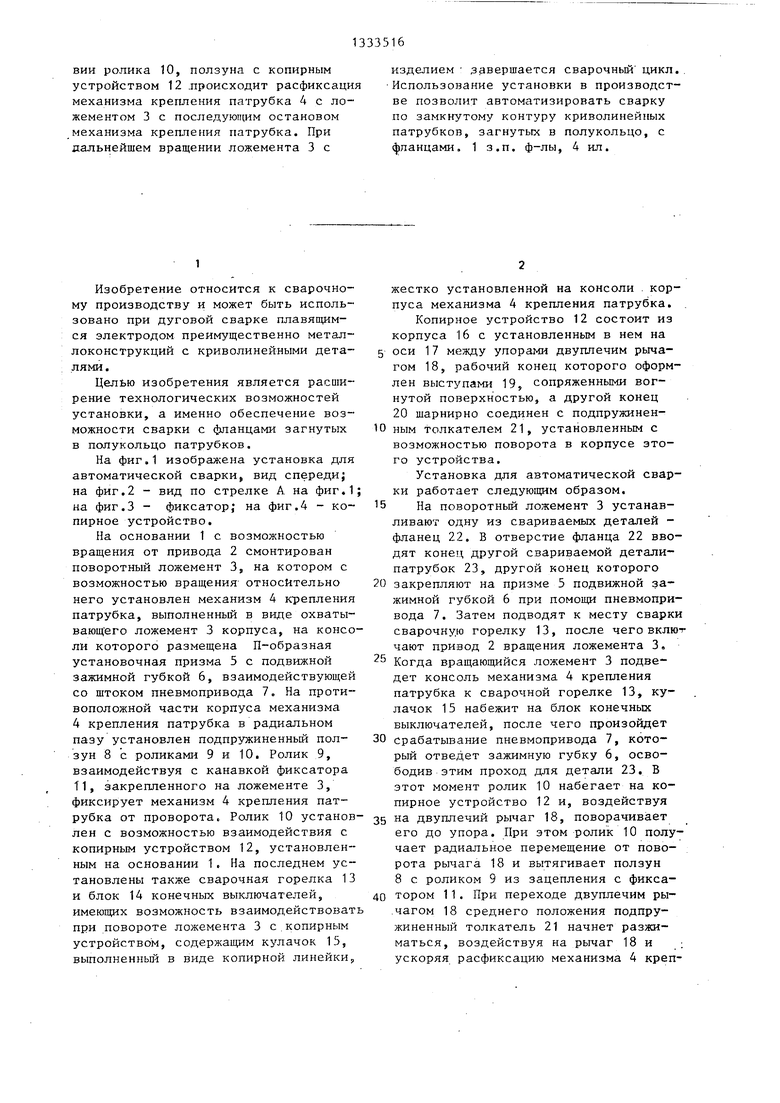
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки | 1984 |
|
SU1234144A1 |
| Зажимное устройство для сборки и сварки изделий типа бака с патрубком | 1987 |
|
SU1433725A1 |
| Устройство для приварки патрубков и фланцев к сосудам | 1988 |
|
SU1590291A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1990 |
|
SU1773634A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
Изобретение относится к свароч ному производству и может быть использовано при дуговой сварке плавя щимся электродом преимущественно ме таллоконструкций с криволинейными S /J Фие.2 деталями. Цель изобретения - расширение технологических возможностей. Установка содержит основание 1, привод 2, ложемент 3, механизм крепления патрубка 4 с консолью, сварочную горелку 13, фиксатор 11 и копирное устройство 12. Свариваемые изделия - фланец 22 с патрубком 23 - крецятся в ложементе 3 и кронштейне механизма крепления патрубка. Сварочная горел-; ка 13 настраивается на стык. Производится сварка до момента сближения консоли с горелкой, когда с помощью конечных выключателей подается сигнал на освобождение зажатого конца изделия (патрубка 4). Для этого на консоли одновременно при взаимодейстСП 00 со со ел О5
13
13
Составитель Л.Назарова Редактор А.Лежнина Техред М,Ходанич Корректор С,Черни
Заказ 3909/14 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д,.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
. 4
| Установка для автоматической дуговой сварки | 1974 |
|
SU500958A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для автоматической сварки | 1984 |
|
SU1234144A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
