Изобретение относится к области камнеобрабаты1за он1,его оборудования и иредназиачеио для фактуриой обработки каменных изделий (наиример, шлифоваиия и полироваиня мрамориых, гранитных, мозаичных и иодобных облицовочных илит).
Известнышлифовально-полировальные
камиеобрабатывающие конвейеры, содержаHuie станину, траисиортный орган, калибровочные н шлифовальио-нолировочные устройства, гндравлический привод.
Однако в известных конвейерах обрабатываемые лзделня нодаются иа траисиортиый оргаи конвейера вручную. Шлифовально-но чкровочиые устройства, входящие в состав конвейера, стационарно закренлсшше иа станнне, вьиюлнены в виде вертикально-шпиндельных головок с инстр)меито.м, имеющим в)а цательное движение со скоростью резания и вертикальное (устаповочиое) перемещение. Поэтом}- диаметр ниструмеита должен быть всегда больше ширины обрабатываемого изделня (так, нанри.мер, для плит шириной 800 мм диаметр инструмента 900 мм). Это вызывает значительиые затруднеиия с алмазиым инструментом из-за повышенного расхода алмазов н жестких требований к точности t-ro изготовления.
транспортнып орган н ооесиечеиие непрерывной и автоматической нодачн изделий из иакетов.
Достигается это тем, что на станине установлен накетный шггатель. выполненный п виде иеподвижиой кассеты с боковыми П1екамп, в иап| авляющих окнах которых смонтированы ползуны толкателей вспомогательного пакета, шарпирио установленных на вертикальных осях, закрепленных в приливах иолзунов, а толкатель основного пакета закгншлен на штоке гидроцилиид :1а, смонтированного па осиовапии кассеты, ирнчем за иакетным интателем установлен промежуточн.ый ускорительпый транспортер, пр1 водимый в действие ноередством кинематической передачи, нанрнмер, ценной, от вала концевой станцнн транспортпого оргапа копвейера. Ма станиие п;лпфовально-иолнровоч11ого хтройства смонТ11)овано новорогноо основание д,1я Hiiiniiделыюй го.ювки, В15ик)лненное с возможностью возвратио-качательного движения вокрхт вертпкальиой оси от ипдивидуального привода.
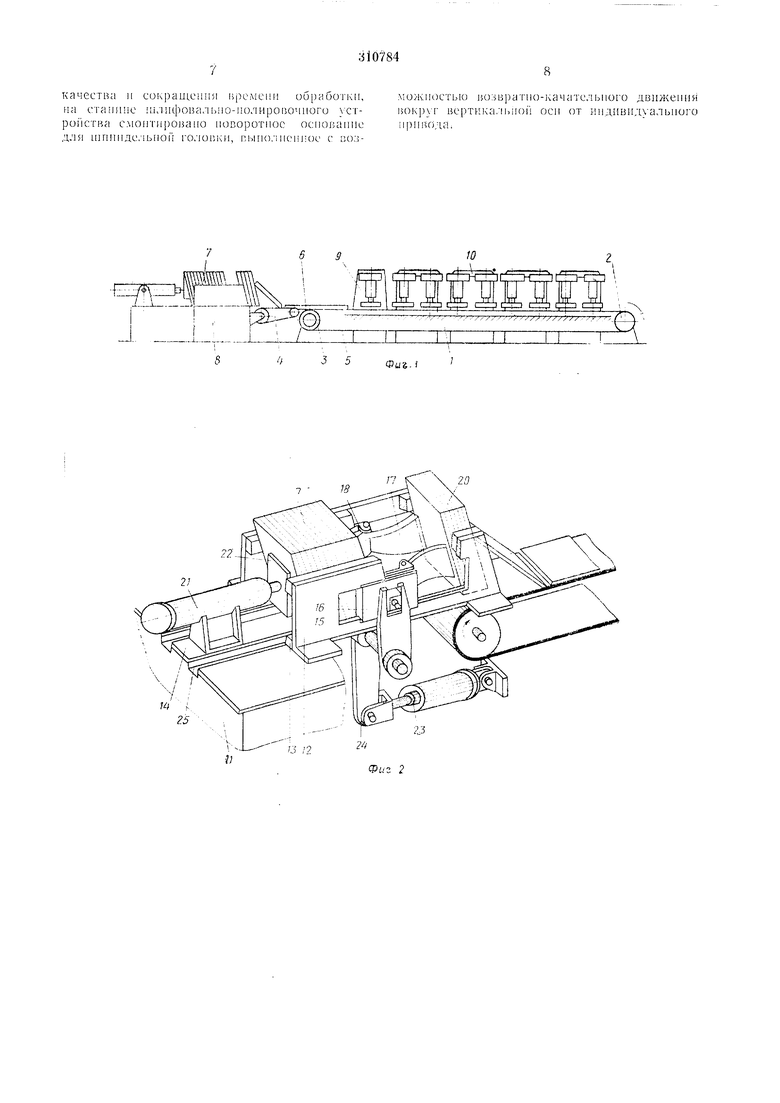
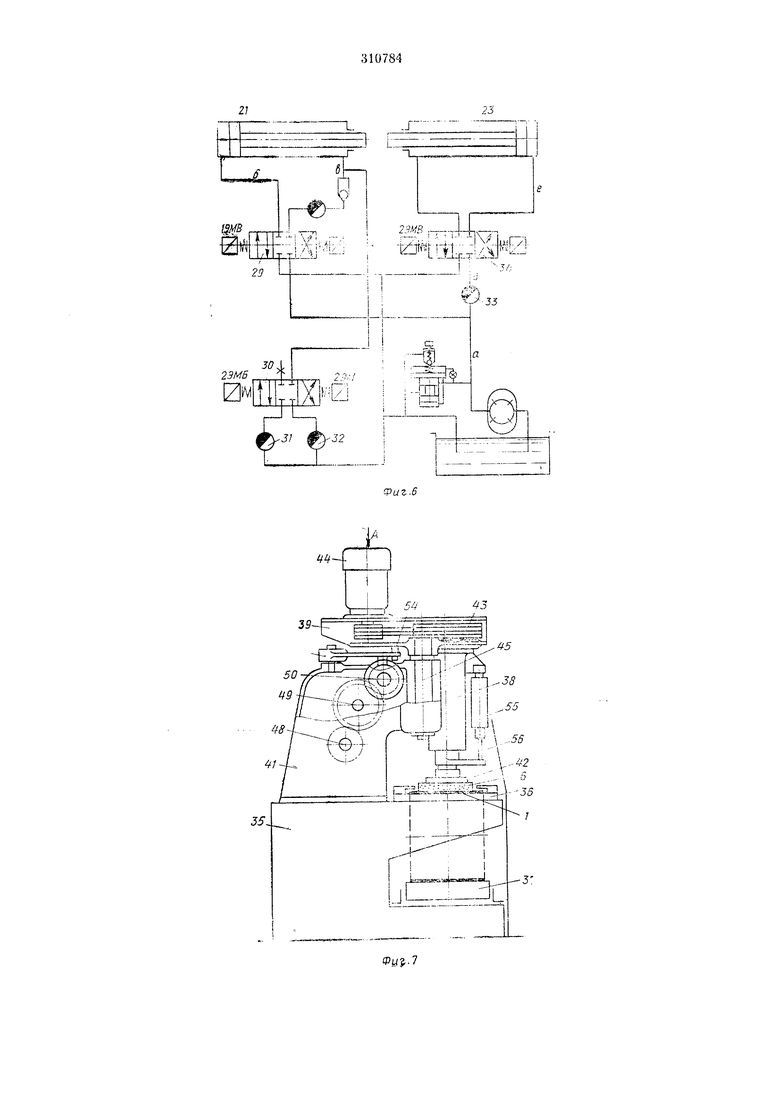
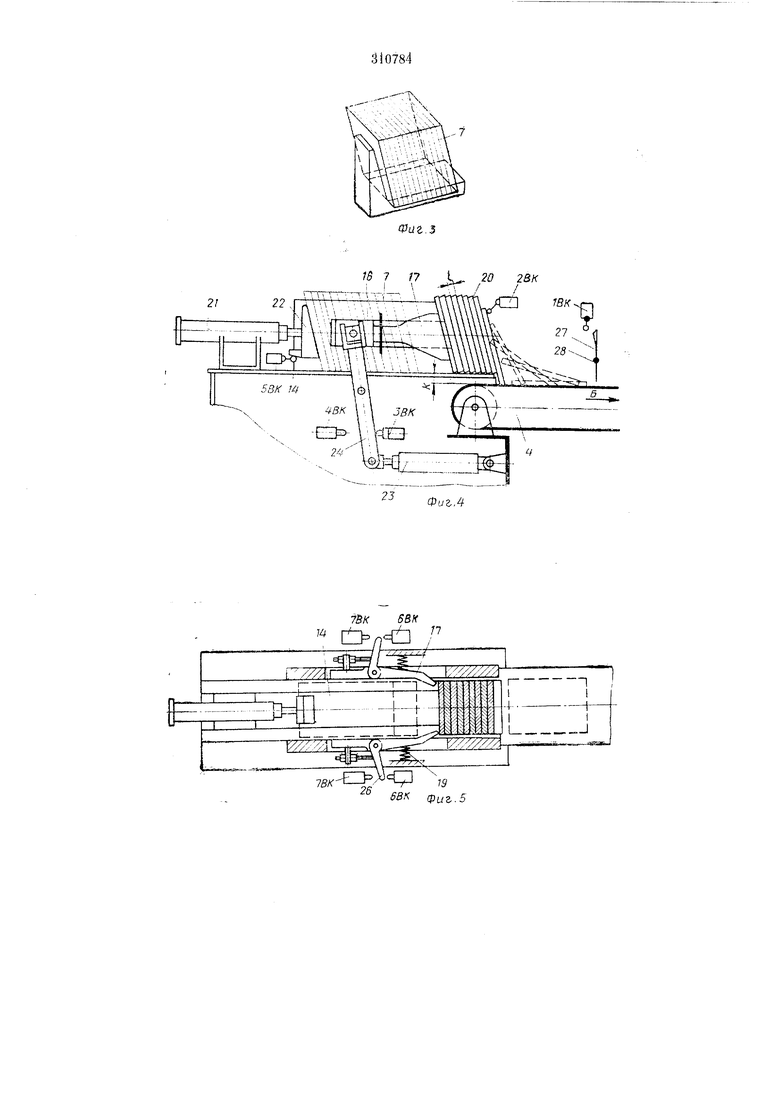
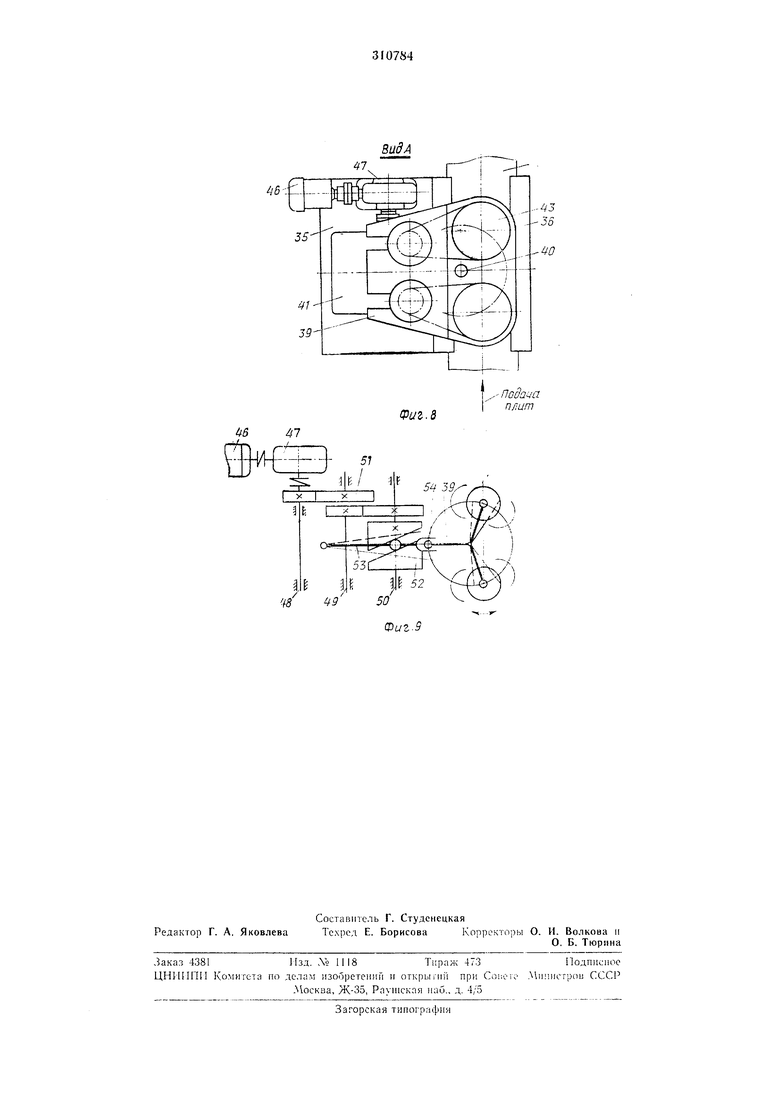
На фиг. I даиа принципиальная схема камнеобрабатываюн,его конвейера: на фиг. 2 - нптатель в общем виде; иа фиг. 3 иоказано складирование накета изделий на инвентарной нодставке; иа фиг. 4 - - питател, вид сисреди; иа фиг. 5 - то же, в с частичным
разрезом по щекам кассеп.- и исиомогательпо-му пакету; на фнг. 6 - гидрш.лпческая схема; па фпг. 7 -шлифовальпо-полировалыюе устройство, поп.еречпьи разрез; па фиг. 8 - то же, в плапе; па фиг. 9 - прнпципиальпая схема привода качательных движений устройства.
Камнеобрабатывающи конвейер (см фпг. 1) еостопт из основного транспортера /, нме)ощего прнводную 2 п 1-;о 1цевук) ;- стапцпи. передаточпого ускорительного транспортера 4. приводимого ;5 движение ненпой передачей 5 от вала копцевой станции 3. Обрабатываемые изделия 6 (например, камепиые облицовочные плиты), уложенные В 7, грузоподьемной машиной подаются в кассету нитате.ля 8. который осун1ествляет не1нрерывную, автоматическую подачу пх на транснортер кон1 ейера с номощью нролкжуточпого ускорительпого транспортера. При переходе па ленту оеновного трапснортера, двпжуи1,егося со скоростью несколько . чем -екорительиый транспортер, н.пггы ciibiKaiOTCs вплотную н в дальпейше.м проходят через калибровочное устройство 9 и пкикфовально-полнровальпые устройетва W, где последовательпо подвергаются калибровке, различным стадпям пыпфовання и полнрованию.
На стаииие // (см. фпг. 2) установлепы две щеки 12 с наиравляющими илаиками J3, образуюп;пмн вместе с нло цадко11 14 кассету г:итателя. В окпах 15 и(ск 12 расположепы ползуны /6 с толкателями 17, Hjapinipiio сидяпикми па вертикальных осях, которые заь:реп,1епы в прплпвах J8 ползунов.
Толкатели /7 находятся 1;од воздействпем пружнп 19, удержнваюпиьх пх в ноложеппп, указапно.м на фпг. 5. В iia4a,ie кассеты ннтателя номенииотся пзде.чия всномогате.тьного пакета 20, которв1Й об)азонг1лея из остатка нз;1слп11 основного накета 7. Осповпон пакет, распо.юженпый в этой же Kacccie, отде:1яется от всиомогате.льиого толкателямп 17 и может перемещаться нрнводом, имеюн им гидроцили11Д) 21 и нодушку со С1ч0сом 22, закрепленпую на его штоке. Дополнительный механизм нсремеп епия исномогательпого накета еосто1ГГ пз гндроц1Г11П1дра 23, мог тцего нрп помоHUI |)ычажпого мехаппзма 2-/ неремепипь но.тз/ны 16 с толкателямп /7 н оннраюпип 1ся на ппх вспомо ате. пакет 20. П.питы из иитателя подаютея па .leirry промежуточного ускор1ггельно1о транснортера /, несущая ветвь которого паход1ггся на расстоянпи к пиже осHoisainni кассеты (с.м. (|)Н1. 4). Основной 7 заг|,пжае1ся в питатель )узоподъемlioii манппшй, пмеющеГ вплочпьп захват. Д.тя Шдпюда лап захвата в етанине имеются два наза 25. Складирование плпт в пакеты нронсходпт па ппвептарных подставках, откуда 7 вилочным захватом иерегружаютея в кассету нитателя.
жеиии (см. фиг. 4 и 5). 11,оиолиительиый мехаnn3,j иеремещения вспомогательного накета пахо.1.птся в крайнем положении, онределяемом коиечпым выключателе. ЗВК, толкатели под воздействием нружи1г 19 частично входят 1 нутрь капала кассеты ннтателя, занимая и)и этом но;1ожепне, ноказанное на фиг. 5, а отроеткп 26 толкателей 77 воздействуют на конечные выключателн 6В1. Цилиндр 21 находится в краГшем .тевом положении, определяемом конечным выключате.1ем 5ВК. Вр чную заг|)-жа1отея изделня всномогательного накета 20. Б.чагодаря CKomennoii кромке TO.Iкателей, oini за П1мают положение, б.чпзкое к вертикальпому ( 10---15° к вертикалп).
Первое издел11е 15спомогате;1ьпого пакета устапавливается ннжним краем иа ленту нро.межуточиого ускорительнслч) транснортера 4. Ирн включении он иере. ннжннй край изделия в ианравленнн стрелки Б, при этом верх1П1Й край изделия опираетея па иове1)хноеть второго 11зде.-1ня пакета н ско.чьзит ио ;:ему. 11) последовате/плю ряд ноложеиий, иоказаниых нунктиром па фнг. 4, иервое изде.ше ио пюетью 11сре11дет па транспортер 7 и r;pi дальпейше.м неремсп1епин воздействует через HtyH 27, сндян1ий на осн 2S, на конечный выключатель IBK, по комапде которого включится в работу гидроцилиидр 23, он передвинет вспомогательный накет на величину ./, равнукт толи,ине изделия, нрн это.м второе изделие coilдeт с илоп,адки 14 станины и, С1а-).1ьзя н.о третьему издел1по, упадет иижппм краем па траиенортера 4. Одновременно сработает конечный ввп лючатель 2ВК. нрек|)атится работа гидроцилиидра 23 и движение 1 акета 20. Второе изделие нодоб11о иервому перейдет на траисиортер, сработает выключате.П) 1В, начнется подача третьего н т. д.
За время иодачн изделш из всгю.могательнсло иакета (онреде,тяемого ycTanofii oii конечного выключателя 4ВК) осуществляется заг1п-зка в нитатель очередиого осиовного пахета 7 (па фиг. 4 ои изображен упктпро.м), Когда еработает копечньп выключате.1ь 4В1, включптся гидроцилнидр 21 и переместит оеповной пакет до смыкання с остатком вспомо гательио1Ч) пакета 20. Пакет 7, проходя .1пмо скоп1ен ых кромок толкателей /7, преодолеет еонротивление пружин 19, раздвинет толкате.II, а их отроеткн 26 воздействуют на конечные вык.почате.ли 7ВК, ио команде которых гидроцилиндр 23 возвратится в исходное положение н прекратится работа гидроцилипдра 21.
В дальне1Ш1ем нодача изделиГ| из сов.мещенного пакета будет производиться гидроци.шндром 21. который будет вк.тючаться но 1а)манде выключателя 1В1 п останавливатьея по команде выключателя 2ВК. до тех пор, пока ное;1еднее изделие осиовного пакета не пройдет мимо скоше1П1Ых кромок толкателей 17 и оии пружинами J8 ие переместятся а исходное ноложе1П1е, при этом сработают к ||ечиые выключатели 6В1, по команде которых гндроцилиидр 21 в исходное положение. Таким образом, вея енстема возвращаетея и исходное но/юженне, а в кассете ннтатели образуется новы) вспомогательный пакет, укомп.чсктованнвн из ocTaTiva нзде.чш основного пакета. В да.чьнеГпне:., iio очередном} нл1нульс KOiiCMHoro выкл оч;пели Ш1 нодама изделий будет ОСу1цеСТ15. ЯТЬСЯ ОНЯТЬ ГИДрОЦН.1ИНДром 23 и следук)нц1е luiK.ibi работы интателя будут повторяться. 1.:ак оГНеано выше. Совместная работа гндроцилиидров 21 и 23 (сл1. фиг. 4, 5 и 6), обеспечнваюниьх непрерывную работу шггателя, осуществляется гидравлической системо. Гидросистема работает но следующему циклу. От наеосной стаиции но трубопроводам а и б, через золотник 29, при включсииом электромагните 1ЭМВ .масло ностунает в поршневую нолоеть гидроцилиндра 21. Масло, вытесияе.мое из штоковой полости, но трубопроводам 0, г, через золотник :iO, дроссели 31 или 32 сливается в бак. При перемеи1епии основного пакета до смыкания со всно.могательным пакетом и включепиых элект)о.1агпитах 1ЭМВ, 2ЭМБ, гидроцилиидр 2 идет е большой скоростью, онределяемой настройкой дроеееля 31. После емыка1П1я основного и всномогательного накетов конечным выключателе.м 7ВК вк.тючается электро.магннт 2ЭМ и масло, вытесняемое из гидроцилиндра, пойдет через дроссель 32. следовательно, гидроцилнндр 21 будет перемепц тьея е меньшей екоростью, ойределяемой иастроГ1кой дроссе;1я 32. Изде.тие, иере.мещаясь но транспортеру, возде1 |етвует па копечпый выключатель 1ВК. от которого срабатывает электромагнит 2ЭМВ, и масло от iiacocHoii станции по трубопровода.м а, д, с. через дроссель 33 и золочиик 34 иостуиит в поршневую по.тость гпдроцилпндра 23, а масло, вытесняе.мое из штоковой полости, пойдет на с;п1в в бак. Когда от нерел ен1,аемого пакета сработает выключате.чь 2BJ, электромагнит отключится и гидроцплиндр 23 остановится. Шлифовальио-по;1ировочное -стройство конвейера (ем. фиг. 7) состоит пз 1И1жней станины 35, имеющей стол . и ролпкооноры 37, но которым соответствеппо неременшются ведун,ая и ведомая ветви транспортера /. Две вертикальные шпипдельпые головки 38 закреилены на поворотно.м основании 39, и.меющем вертикальную ось 40. которая смоитирована па опорах в расточкс нерхHeii ета1пп1ы 41. На шнннделях головок 38 1фепятся шлифовальные инструменты 42. а их вращенне осуптеетвляетея нри номощн клииоременной передачи 43 от двигателя 44. Привод качательиых движени еообщает новорот основанию (а следовательно, ннстру мента.м 42) возвратно-качательное движение вокруг вертикальной оси 45 в нонереч1 ол1 на иравленни относительно движения нодачи об абатывае.мых изделщь Привод 1-.ачате. вижений (см. ф1п 9) cocToirr из э.1ектродвиателя -16, червячиого редхктора /7, ва,1ои -/Л, 9. 50. зубчатой передачи 51, пазового к -лаа 52 и |)ычага 53. иереда1(1И1его эти движеия ног оротиому оенованию /).9 ролик ,5-/, акрепленный на нем. Вертикальные ( становочные) неремен1епя инетрумента, а также создание и подде) необходимого енлня ирижи.ма И1 струeirra к обрабатываемой юверхностн нзделня суи1еетвляетея гндроцил :идрами 55, укренлеиными на корпусах головок 38. Штоки 56 илиндров связаны с шпинделып 1ми гильзами ГО.ЮБОК. Устройство также оборудовано системой хлаждения для подачи воды к месту обработки, гидроприводом п необходи.мым электрооборудоваиие.м (на чертежах не иоказаны). Шлнфовально-полировочное устройство работает следуюни1м образом. Обрабатьп аемые нзделня 6, находящиеея иа транспортере /. подаются к шпииделыпям головка.м 38. В пачале работы шпиндели е ннструме1 том находятся в верхием положении. П|)н нодходе первого изделия в зону об эаботкн гидроцнлнндрамн вертнкалып г nepeMemeiinii Hpon.jвод1Г1ся подвод шнии.тельньгх гильз е ппструмеитамн к изделию. Одиовремеиио включается привод вращення иистру.мента. Наетунает контакт ннстрхмеита с обрабатываемой новерхностыо ири задаином давлеппп обработкн, включается нривод кача.те.тьиых Д1 иже1|И 1. В дальнейше.м нзделия нрохо.чят нод иистру.ментамп 42, где иодвергаютея требуемой обработке. д м е т и 3 о б р е т е и и я I. Камнеобрабатывающий конвейер, содержащий стаиииу, траиепортпый орган, калибровочные и шлифовально-нолировочные устройства, гидравличеекий привод, отличающийся тем, что. с целью мехапизацпп процесса загрузки обрабатывае.мых изделий иа траиепортный орган, обеенечсиия иепрерыв:К)й м aвтo iaтl чecкoй подачи изделий из пакетов, на стапипе хстаиовлеи пакетный ннтатель, выиолне1П1ый в впде иеиодвижиой кассеты е боковыми И1еками, в иаиравляющих окнах которых смонтнрованы нолзушя толкаTO.Teii вспомогательного пакета, шарнирно уетановлеипых на вертикальных осях, закреп.1енных в нрпливах по.чзупов, а толкатель основпого пакета закреплеп па штоке гидроцилиидра, е.моитироваиного иа осповапии каеееты, приче.м за пакетным питателем уетановлен нромежуточный уекорительньп транспортер, ирпводп.мый в действие посредством кинематической передачп, папример цепной, от вала концевой етанции траиспортного органа копi:oi iepa.
качества ii времени oopaooiKii, на етапине 1К1 1фонал 10-.чолир0150чиого устроГкггва e.MOiiriipojsaiio поворотпос оепованио для шпиндельной головки, выно.икмиюе с поз.можн1)етыо 1К)НБра1но- ;ачате.115Ного движеняй вокруг BepTfKa.iBiioii оен от индивидуального |рнвода:
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПАКОВКИ в ПЛЕНКУ ШТУЧНЫХ ПРЕДМЕТОВ | 1973 |
|
SU398451A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ И ФОРМИРОВАНИЯ В ПАКЕТЫ КОРОТКОМЕРНЫХ ЛЕСОЛ^АТЕРИАЛОВ | 1970 |
|
SU268264A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПОДАЧИ ГАЗЕТНЫХ СТЕРЕОТИПОВ | 1965 |
|
SU171407A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ НА БАЗЕ АГРЕГАТНЫХ ГОЛОВОК И НОРМАЛИЗОВАННЫХ УЗЛОВ ДЛЯ ОБРАБОТКИ БРУСКОВЫХДЕТАЛЕЙ | 1971 |
|
SU317505A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРОКЛАДОК ПРИ ВАНИИ ШТАБЕЛЯ ДОСОКФОРМИРО- | 1968 |
|
SU211393A1 |
| ВСЕСОЮЗНАЯ •->& ПАТЕНТНО -< Т;^КИИЧЕС;-:АЯ [:;:5A[;OYJKA | 1972 |
|
SU327105A1 |
| Устройство для формирования пакетов длинномерных грузов | 1973 |
|
SU436771A1 |
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ ПИЩЕВЬГХ ПРОДУКТОВ, или ПОЛУФАБРИКАТОВ | 1966 |
|
SU188517A1 |
| УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВАНИЯ ПАКОВОК, | 1964 |
|
SU165394A1 |
|-ГГП i
гжжлидж
,
П I I V Фг.г 2
1Ь
. .-.ИДЯЬ . J
„.у
/1
2ЭМВ
4
35J5.
..Г
-I
.rAM
а ;-{р
«5
и I.:JL 22 .rtW--W -- -- -™Vri ,.
2
, 77
lEm:
y A-T-J / 19
f J 7 J 20 2BK
Фиг.
7BK 68K
6BX Фиг. 5
4бtKS L iliL f 5.35.
48 9
Подала плит
Фиг. 8
