Изобретение относится к устройствам, обеспечивающим нодачу цилиндрических нредметов в упаковочные машины, и может быть исиользоваио в бумажной, текстильной и резинотехнической промышленности.
Известны устройства для ориентированно подачи цилиндрических изделий, например, в уиаковочиые машины, содержанд,ие средство для перемещения изделий и новоротный в горизоиталыюй илоскости рычаг, взаимодействующий с иневмоцплиидром.
С целью гювыо1ен11я производительпости труда в предлагаемом устройстве средство для иере.лкчцения изделий выполнегю в виде транспортера, состоящего из системы клиповых ремней, между которыми па поворотном валу, взаимодействующем с пневмоцилпндром, установлены упоры и упорные ролики для остановки и фиксирования издели в момент разворота п передачи их к центрирующе системе. Эта система включает в себя наклонный лоток, иодиружиисииые фнксируюнию ролики, две центрнруюн-ще щеки, взаимодсйствуюи1ие посредством рычажной системы с другим иневмоцилиндром, и каретку с толкающими роликами, установленную с возможностью перемещения по копирам посредством третьего пневмоцилиндра.
изделий и рабочих органов установлены конечные выключатели.
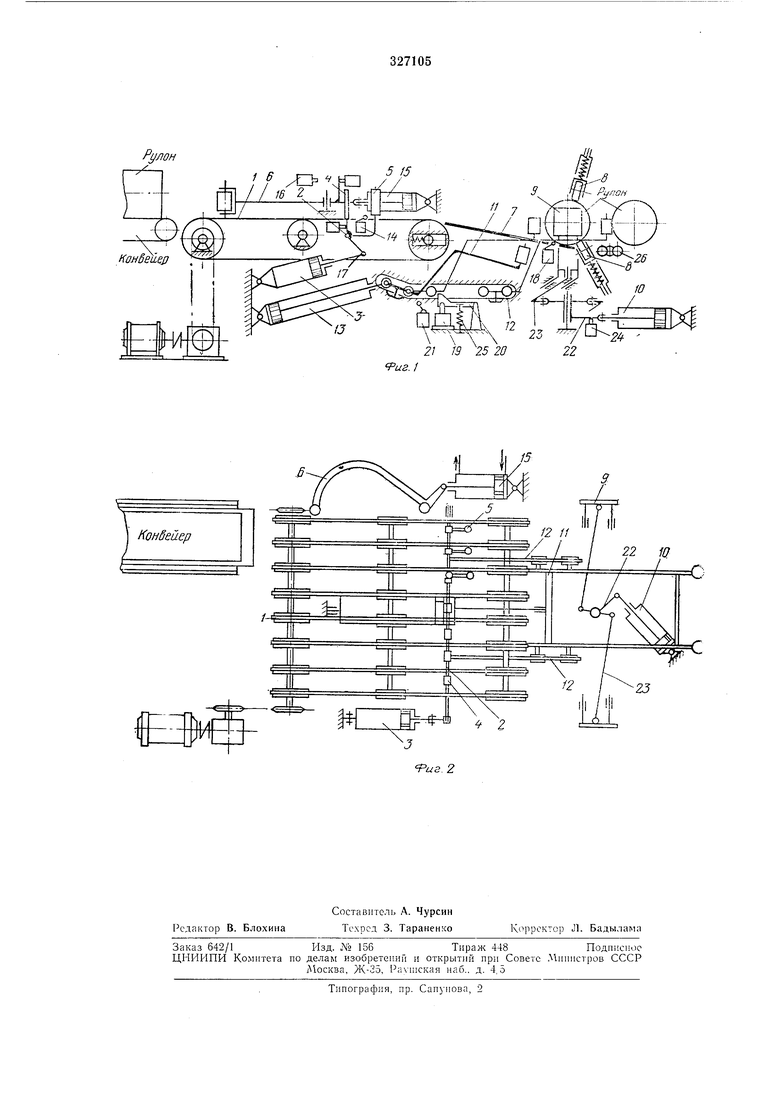
На фиг. 1 нзображена кииематическая схема иредлагаемого устройства, вид сбоку; на фиг. 2 - устройство, вид сверху.
Устройство для орпентнрова)1пой подачи цнлиидрических изделий содержит средство для перемегцеиия изделий, выиолиенное в виде траисиортера /, состоящего из системы клиновых ремней, между которыми на иоворотном валу 2, взаимодействующе.м с ииевмоцилнндром 3, установлены упоры 4, упорные ролики 5 н поворотный рычаг 6.
Центрнрующая снстема включает в себя наклонный лоток 7, подпружиненные фнксирующие ролики S, две цеитрирующие щеки 9, взаимодействующие посредством рычажной си.стемы с иневмоцнлиндром 10, каретку У/ с толкающими ролнкамн, установленную с возможностью неремещення но коинрам /2 посредством иневмоцнлнндра 13.
Цнлиидрическое изделие поступает на транснортер 1, проходит до упорных роликов 5 и останавливается ими, нажимая иа коиечный выключатель 14. Последний подает команду иа цилиндр 15 для разворота иоступнвщего изделия, а также иа останов цехового конвейера в том случае, если на конце конвейера появнтся новое изделие раньнте, чем каретка И займет исходное иоложение.
Рычаг 6, соединенныil со штоком цилиндра 15, новорачнвается и с номощыо движущихся ремней транснортера разворачивает цилиндрическое изделие на 90°, устанавливая его поперек транспортера до соприкосновения с упорами 4.
В конце хода рычаг 6 нажимает конечный выключатель 16, который иодает команду на пиевмоцилиндр 3 для утанливания упоров 4 и упорных роликов 5 и на цилиндр 15 для возврата рычага 6 в исходное .положение.
Поршень пневмоцилиндра 3 втягивается и с помощью рычага 17, шарнирно соединенного со штоком цилиндра, разворачивает вал 2 но часовой стрелке.
Упорные ролики 5 и упоры 4, закрепленные на валу, разворачиваются вместе с ним и утанливаются ниже уровня движущегося транспортера.
Цилиндрическое изделие перемещается транспортером на наклонный лоток 7, по которому скатывается на нозицию центрирования, где останавливается поднружиненными роликами 8.
При скатывании изделия с лотка срабатывает конечный выключатель 18, который подает команду на ниевмоцилиндр 3 для возврата упорных роликов и упоров в исходное положение и на пневмоцилиндр 13 для поджима изделия на позиции центрирования при номощи толкающих роликов, расноложеииых на концах рычагов каретки /). Включается электромагнит 19 и выставляется унор 20. Уток пневмоцилиндра 13, выдвигаясь, перемещает каретку 11 по копирам 12 до уиора 20, при этом конечный выключатель 21 иодает команду иа пневмоцилиндр 10, который через систему рычагов 22 и 23 сдвигает щеки 9, тем самым центрируя цилиндрическое изделие относительно продольной оси устройства.
Затем нневмоцилиндр 10 возвранитет щеки 9 в исходное ноложение н нажимает на конечный выключатель 24, который подает команду отключения электромагнита 19. Упор 20 под действием пружины 25 утапливается и освобождает каретку 11.
Пневмоцилиндр 13, преодолевая усилие пружин роликов 8, продвигает каретку вперед и
заталкивает цилиндрическое изделие вунаковочную машину по рольгангу 26. Упаковочная машина, нолучив цилиндрический нредмет, подает команду иа пневмоцилиидр 13 для возврата каретки в исходное ноложение. Каретка включает конечный выключатель 21, который иодает команду на конвейер для подачи нового изделия на транспортер.
Предмет изобретения
Устройство для ориентированной подачн цилиндрических изделий, например, в упаковочные машины, содержанл,ее средство для
перемещения изделий и новоротный в горизонтальной нлоскости рычаг, взаимодействующий с ппевмоприводом, отличающееся тем, что, с целью повышения производительности, оно снабжено центрирующей системой, включающей в себя наклонный лоток, подпружиненные фиксирующие ролики, две центрирующие щеки и каретку с толкающими роликами, установленную с возможностью иеремещеиия по конирам, а средство для перемещения изделий выполнено в виде транспортера, состоящего из системы клииовых ремней и новоротного вала, на котором между ремней установлены уно.ры и ролики для остановки и фиксирования изделий в момент разворота и
передачи их к центрирующей системе. 2/ /5 25 20 Ч fO fM Ь- ,/ ,t gyf 1 У Lxs л - . 23 22
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для упаковки большегрузных мотков проволоки | 1979 |
|
SU880549A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| Устройство для подачи мотков проволоки | 1982 |
|
SU1050979A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU253830A1 |
| Автоматическое загрузочное устройство | 1973 |
|
SU500021A1 |
| Устройство для подачи и перемещения цилиндрических изделий | 1981 |
|
SU954765A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Устройство для задачи мотков проволоки | 1976 |
|
SU695737A1 |
КонВейер ICI. йTT 12 Л f I I f. , 2
