Изобретение предназначено для упрочиеиия 1поверхностеи детален, а «менно рабочих фигур штампов, методом нагрева и охлаждения лод слоем электролита, и может быть широко использовано в машиностроительной нромышлеппости.
Известпа установка для упрочнения деталей методом нагрева и охлаждения иод слоем электролита. Ваниа нагрева выполнена секционной с системой кругового циркулирования потока электролита в зоне нагрева. Во внутренней секции ваниы размещен стол для опускаиия и подъема деталей, их ноджима к экрану и оодвода отрицательного полюса тока. Известная установка позволяет нагревать в верхних слоях электролита боковую ловерхиость изделий, имеюших цилиндрическую форму. Иагреваемое изделие устанавливается в ваине так, что его боковая поверхность служит как бы {Продолжением внутренней стенки ванны.
Цель изобретеиия - повышение стойкости детали.
Для этого внутренняя секция ваииы снабжена зажимным нриспособлеиием, иесуптим на себе уилотиительный диск с водоохлаждаемьш контурным экраном и дополиительным иесущим анодом.
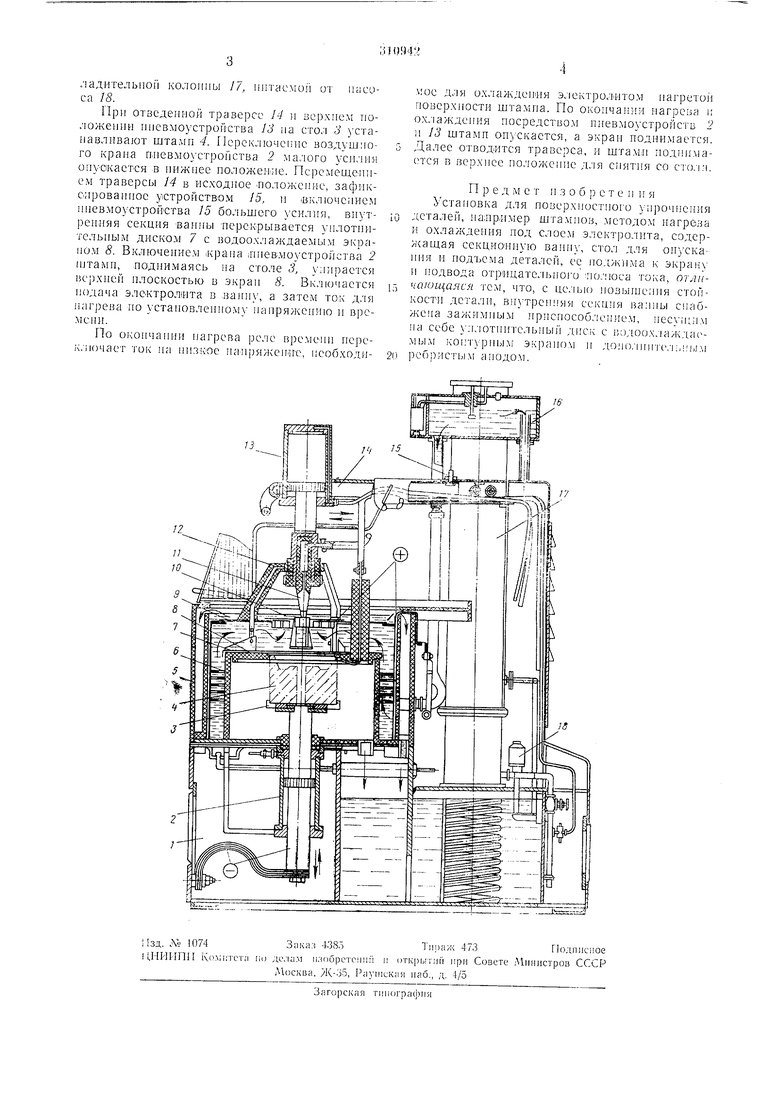
Оиа смонтироваиа на стаииио /, изготовлеииой в виде бака, разделенного иа две части. В одной части бака расположеио пневмоустройство 2 малого усилия со столом 3 для установки штампа 4. Ваииа 5 для нагрева и охлаждения имеет три кольцевые секции, внутренняя секция 6 ванны служит для размещения нагреваемого щтамиа и закрывается уилотнительиым диском 7 с водоохлаждаемым
контурным экраном 8, благодаря которому электролит конта1ктнрует с рабочей фнгуро нпампа. Электролит, попавший во Внутреннюю секцию, стекает в баас через отверстие. В процессе нагрева во внутренней секции ванны электролит отсутствует.
Пад экра.иом установлен контактнруюнии диск анода 9 с дополнительным ребрист1 1М анодом 10 и цеитральиым отверстием, нанравляющим поток электролита от участка, иодвергаемого нагреву. Соиловый патрубок // дополнительно нодает электролит в зону нагрева. Зажимиое приспособлеиие 12, иесущее на еебе уплотнительный диск с экра;.ом и дополнительные аноды, изолировано от штока пневмоустройства 13, смонтированного на подвижной траверсе 14, положение которой нал. чанной фиксируется устройством 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева изделий в электролите | 1983 |
|
SU1263716A1 |
| Способ термической обработки стальной проволоки и устройство для его осуществления | 1989 |
|
SU1694668A1 |
| ЭКРАН ДЛЯ ЗАЩИТЫ ДЕТАЛЕЙ ПРИ НАГРЕВЕ В ЭЛЕКТРОЛИТЕ | 1970 |
|
SU267661A1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| Устройство для нагрева изделий в электролите | 1980 |
|
SU931760A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ НАГРЕТЫХ ПРОТЯЖНЫХ ИЗДЕЛИЙ | 1972 |
|
SU349736A1 |
| Установка для термической обработки металлических изделий | 1986 |
|
SU1425220A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для нагрева деталей в электролите | 1981 |
|
SU968081A1 |
