Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1706745A2 |
| Гибочная машина полуавтоматического действия | 1986 |
|
SU1440588A1 |
| Гибочная машина полYавтоматического действия | 1984 |
|
SU1227294A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Поточная линия Гонтаря С.П. для изготовления гнутых профилей | 1985 |
|
SU1389912A1 |
| Трубоэлектросварочный агрегат | 1987 |
|
SU1473874A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
Изобретение относится к гибке изделий из проволоки и прутка, является усовершенствованием основного изобретения по авт.св. № 1632562. Цель - повышение качества скоб за счет обеспечения поджатия заготовки к основанию профильных ручьев. Гибочные ролики машины выполнены конической формы, установлены с возможностью взаимодействия с торцовыми поверхностями барабана, причем угол наклона линии, образующей поверхности конуса ролика по отношению к горизонтальной оси, выбран большим угла трения металла по металлу. При работе машины заготовка конусными роликами поджимается к основанию профильных ручьев.5 ил.
Изобретение относится к машиностроительной промышленности, в частности к устройствам для гибки изделий из прутка, и является усовершенствованием основного изобретения по авт. св. № 1632562.
Цель изобретения - повышение качества скоб за счет обеспечения поджатия заготовки к основанию профильных ручьев.
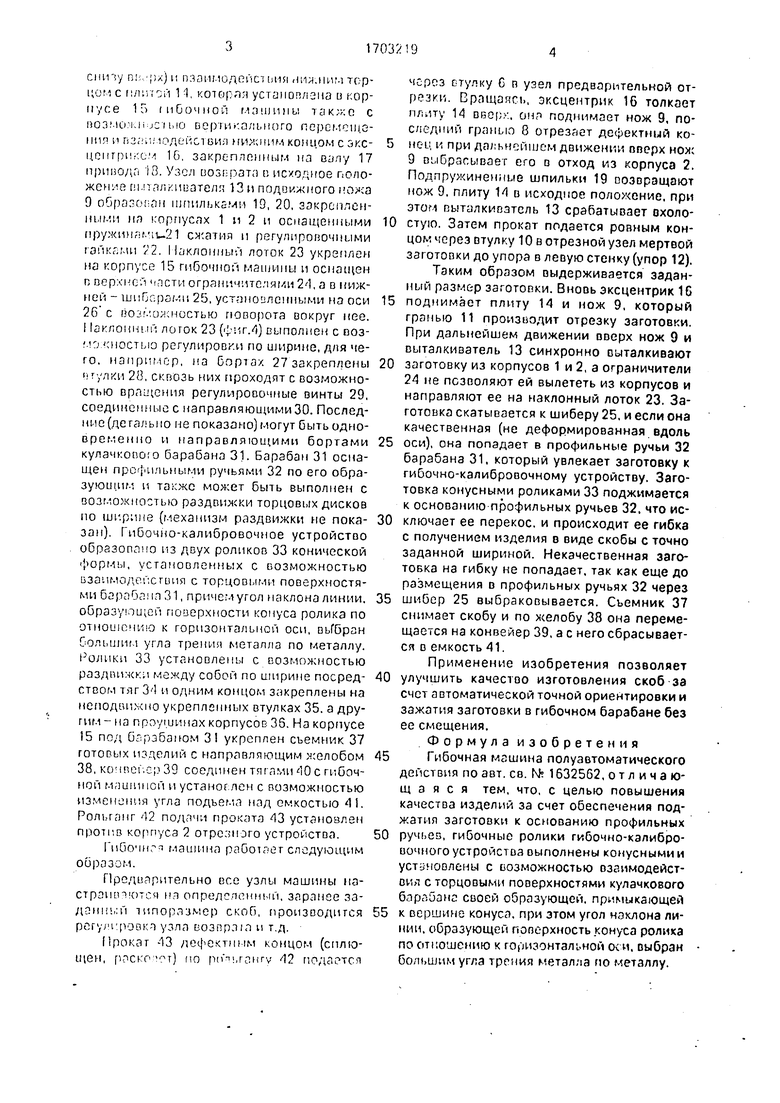
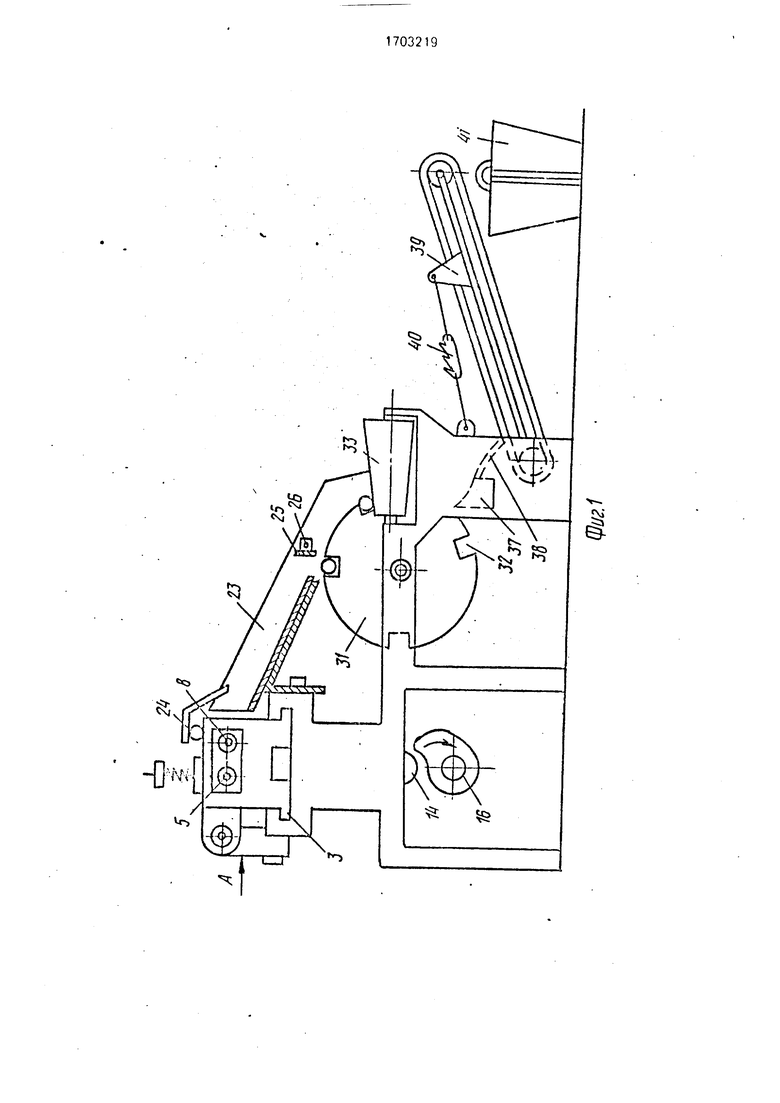
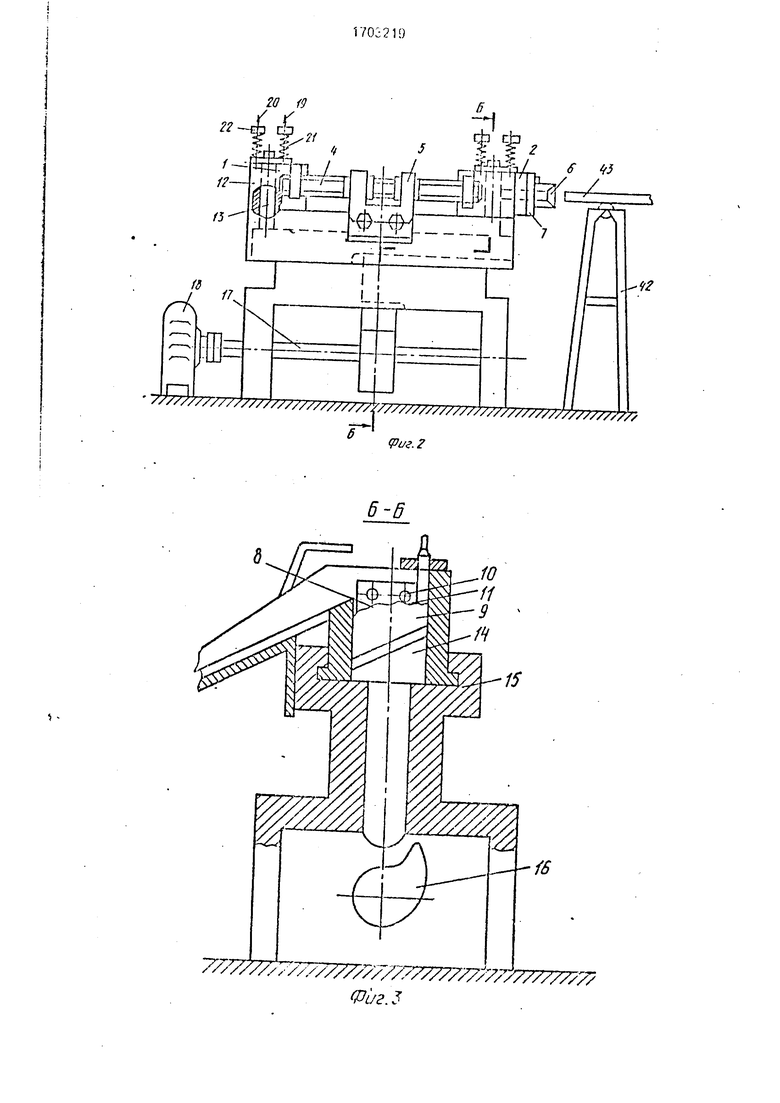
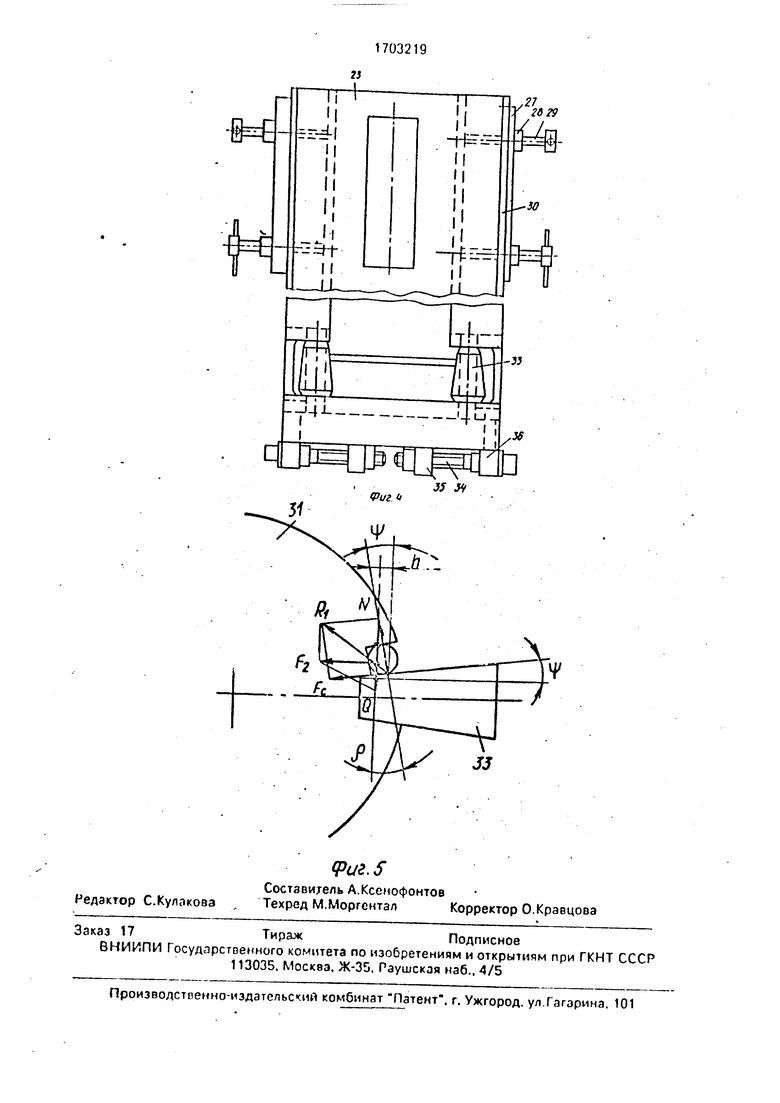
На фиг.1 изображена.гибочная машина, общий вид; на фиг.2 - вид А на фиг.1: на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - гибочно-калибровочное устройство и наклонный лоток, оид в плане; на фиг.5 - схема разложения сил, действующих при гибе заготовок.
Гибочная машина полуавтоматического действия состоит из отрезного устройства, образованного дпумя корпусами 1 и 2, установленными в верхней части машины с возможностью перемещения в направляющих
3 и соединенными между собой тягой 4 через вилку 5, закрепленную на машине неподвижно. В корпусе 2 расположен отрезной узел предварительной отрезки заготовки, образованный направляющей втулкой 6. неподвижным ножом 7 и режущей гранью 8 подвижного ножа 9, и отрезной узел мерной отрезки заготовки. образованный направляющей втулкой 10, вторым отверстием неподвижного ножа 7 и режущей гранью 11 подвижного ножа 9. В корпусе 1 расположен упорно-выталкивающий узел, образованный упором 12 - левой стенкой корпуса 1 и выталкивателем 13. Подвижной нож 9 в корпусе 2 по ширине выполнен с возможностью выталкив ания отрезанных заготовок (практическая ширина 30 мм). Выталкиватель 13 и подвижной нож 9 установлены с возможностью вертикального синхронного перемещения (рабочий ход
XI о
00
ю ю
ifO
сниту в.ч. рх) и пзаммодепст ьия ни жним торцом с плитой 11, которля установленаи корпусе 1 Г in0очмой маилшы также с оозмом .мис и.ю вертикального перемещения и взаимодействия нижним концом с зкс- цопгриксм 1G. закрепленным на валу 17 привод 18. Узел возврата в исходное положение выталкиватели 13 и подвижного ножа 9 образован шпильками 19, 20, закрепленными ля корпусах 1 и 2 и оснащенными нружинлм1и21 сжатия п регулировочными гайками 22, Наклонный лоток 23 укреплен на корпусе 15 гибочной машины и оснащен п верхней части ограничителями 21, а в нижней - шибе-рзми 25, установленными на оси 26 с возможностью поворота вокруг нее. I (аклонный логок 23 (фнг.4) выполнен с воз- маюностью регулировки по ширине, для чего, например, на бортах 27 ззкреплены п гулки 28, сквозь них проходят с возможностью вращения регулировочные винты 29, соединенные с направляющими30. Послед- тис (детально не показано) могут быть одновременно и направляющими бортами кулачковою барабана 31. Барабан 31 оснащен профильными ручьями 32 по его образующим и также может быть выполнен с возможностью раздвижки торцовых дисков по ширине (механизм раздвижки не показам). Гибочно-калибровочное устройство образовано из двух роликов 33 конической Формы, установленных с возможностью взапмодеГхгиия с торцовыми поверхностями барабаня 31,причем угол наклона линии, образующей поверхности конуса ролика по отношению к горизонтальной оси, вьГбрзн большим угла трения металла по металлу. Ролики 33 установлены с возможностью раздвижки между собой по ширине посредством тяг 34 и одним концом закреплены на неподвижно укрепленных втулках 35. а другим- на проушинах корпусов 36. На корпусе 15 под барабаном 3 укреплен съемник 37 готовых изделий с направляющим желобом 38, конвейер 39 соединен тягами 10 с гибочной машиной и установлен с возможностью изменения утла подъема над емкостью II. Рольганг 42 подачи проката 43 установлен против корпуса 2 отрезного устройства.
Гпбочнгп машина работает следующим образом.
Предварительно все узлы машины настраиваются на определенный, заранее заданный типоразмер скоб, производится регулировка узла возврат и т.д.
Прокат -13 дефектным концом (сплющен, раскрыт) по ,гангу 42 подается
через втулку G в узел предварительной отрезки. Вращаясь, эксцентрик 16 толкает плиту 14 вверх, онл поднимает нож 9, последний гранью 8 отрезает дефектный конец и при дальнейшем движении пперх нож 9 выбрасывает его в отход из корпуса 2. Подпружиненные шпильки 19 возвращают нож 9, плиту 14 в исходное положение, при этом выталкиватель 13 срабатывает охолостую. Затем прокат подается ровным концом через втулку 10 в отрезной узел мертвой заготовки до упора в левую стенку (упор 12). Таким образом выдерживается заданный размер заготовки. Вновь эксцентрик 16
поднимает плиту 14 и нож 9, который гранью 11 производит отрезку заготовки. При дальнейшем движении сверх нож 9 и выталкиватель 13 синхронно выталкивают
заготовку из корпусов 1 и 2, а ограничители 24 не позволяют ей вылететь из корпусов и направляют ее на наклонный лоток 23. Заготовка скатывается к шиберу 25, и если она качественная (не деформированная вдоль
оси), она попадает в профильные ручьи 32 барабана 31. который увлекает заготовку к гибочно-калибровочному устройству. Заготовка конусными роликами 33 поджимается к основанию профильных ручьев 32. что исключает ее перекос, и происходит ее гибка с получением изделия в виде скобы с точно заданной шириной. Некачественная заготовка на гибку не попадает, так как еще до размещения в профильных ручьях 32 через
шибер 25 выбраковывается. Съемник 37 снимает скобу и по желобу 38 она перемещается на конвейер 39, а с него сбрасывается в емкость 41.
Применение изобретения позволяет
улучшить качество изготовления скоб за счет автоматической точной ориентировки и зажатия заготовки в гибочном барабане без ее смещения.
Формула изобретения
Гибочная машина полуавтоматического действия по авт. св. № 1632562, отличающаяся тем, что, с целью повышения качества изделий за счет обеспечения под- жатил заготовки к основанию профильных
ручьев, гибочные ролики гибочно-кзлибро- вочного устройства выполнены конусными и установлены с возможностью вззимодейст- оил с торцовыми поверхностями кулачкового барабана своей образующей, примыкающей
к вершине конуса, при этом угол наклона линии, образующей поверхность конуса ролика по отношению к горизонтальной оси. выбран большим угла трения металла но металлу.
S3
s/////////////////////////////////////.
1 ф &-гг
s /
6 DZ
oizeo/.t
JJ
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1632562A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
