Известны сборные центровые оправки для закрепления и обработки втулок и труб, выполненные в виде двух прооок с центрирующими поясками и Оуртиками, между которыми зажимается деталь. Эти оправки мало пригодны для точной обработки тонкостенных втулок и труб.
Описываемая сборная центровая оправка отличается от известных тем, что на центрирующих поясках пробок установлены уплотнительные кольца, герметизирующие полость, образованную деталью и прооками, в которой под необходимым давлением находится жидкость, поданная через каналы в пробках.
В результате этого уменьщается деформация детали и повышается точность ее обработки.
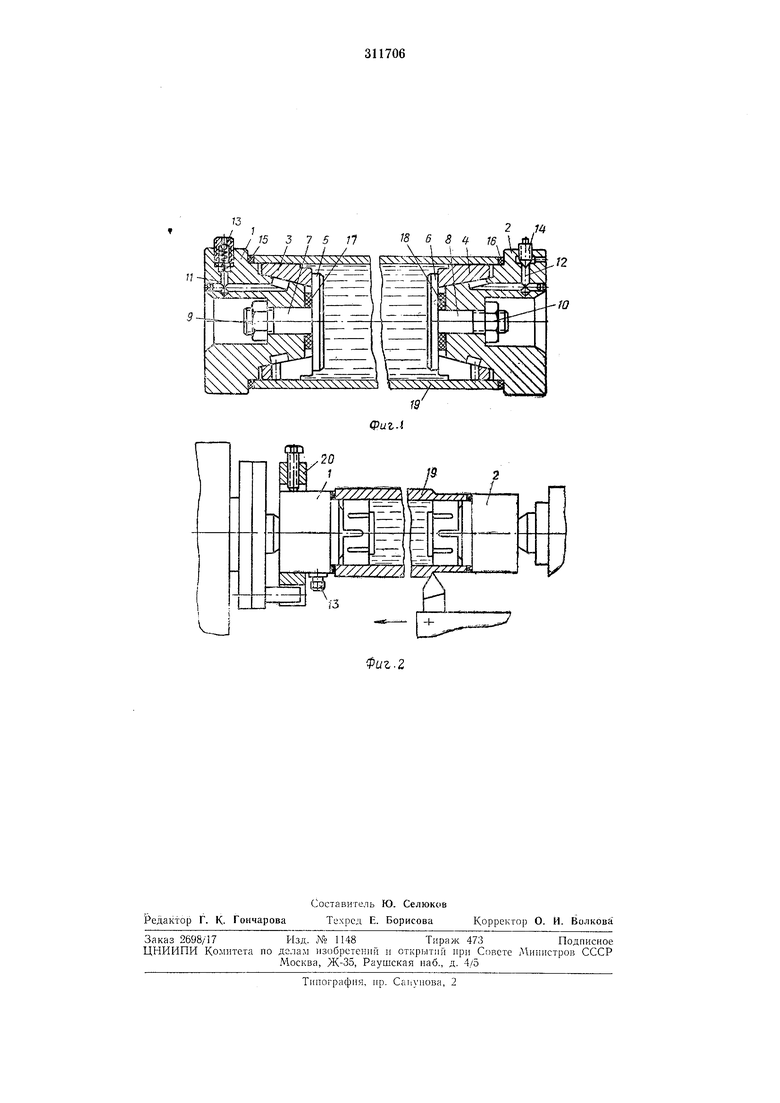
На фиг. 1 схематически изображена описываемая оправка, разрез по оси; на фиг. 2- оправка, установленная на станке.
Сборная центровая оправка содержит пробки У и 2, на конусную часть которых насажены разрезные втулки 3 и 4, удерживаемые дисками 5, 6, жестко связанными со щтоками 7, 8. Штоки пропущены через центральные отверстия в пробках }, 2 тл закреплены гайками 9 к 10. В пробках выполнены каналы 11 тл 12 с обратным клапаном 13 и игольчатым дросселем 14. Для герметизации установлены уплотнительные кольца 15-18.
способлении так, чтобы торцы детали уперлись в уплотнительные кольца 15, 16, после чего с помощью гаек 9, Ш и разрезных втулок J, 4 прооки закрепляются в детали.
иправку затем устанавливают вертикально проокой вверх, через ооратныи клапан 1 а каналы 11 внутрь детали i: подают жидкость. При наполнении внутренней полости жидкостью дроссель 14 закрывают, давление повыщают до заданной величины.
Затем на оправку крепится поводковый хомутик 20 и она устанавливается в центрах станка.
Наличие внутреннего давления уменьщает деформацию стенок детали при ее обработке.
Предмет изобретения
Сборная центровая оправка, предназначен кая для обработки тонкостенных втулок и труб, например, на токарном станке, выполненная в виде двух пробок с центрирующими поясками и буртиками, между которыми с помощью штоков и гаек зажимается деталь, отличающаяся тем, что, с целью уменьшения деформации детали и повышения точности ее обработки, на центрирующих поясках пробок установлены уплотнительные кольца, герметизирующие полость, образованную деталью и пробками, в которой под необходимым давлением находится жидкость, поданная через каналы в пробках.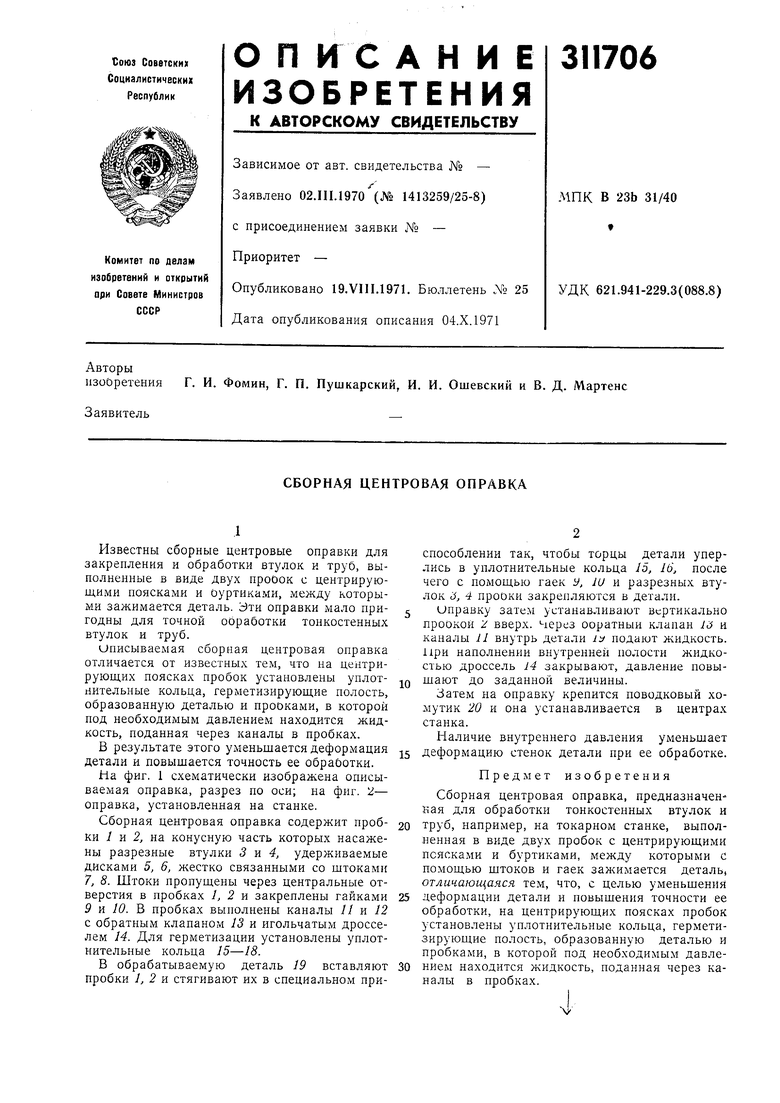
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЦЕНТРОВАЯ ОПРАВКА | 1973 |
|
SU395189A1 |
| Оправка | 1983 |
|
SU1138259A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Герметичный кабельный ввод | 1988 |
|
SU1529339A1 |
| Способ подготовки нежесткой цилиндрической детали для обработки и устройство для его осуществления | 1984 |
|
SU1225694A1 |
| ЦЕНТРОВАЯ ОПРАВКА | 1992 |
|
RU2029006C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Наддолотный амортизатор | 1975 |
|
SU917704A3 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| Устройство для термофиксации деталей при закалке | 1977 |
|
SU667600A1 |